聚能式逆流超聲強化制備脂肪酸乙酯工藝研究
2020-01-15 08:04:12郝小紅徐培星
中國油脂 2019年11期
索 航,郝小紅,彭 輝,徐培星,馬 溢
(上海理工大學(xué) 能源與動力工程學(xué)院, 上海 200093)
大豆油脫臭餾出物是大豆油在精煉脫臭工藝中分離出的副產(chǎn)物之一,利用脫臭餾出物的有效方法之一是制備生物柴油[1-3]。生物柴油是通過游離脂肪酸及甘油酯與短鏈醇(甲醇或者乙醇)反應(yīng)所得的一種含氧清潔燃料(脂肪酸甲酯或脂肪酸乙酯)[4-5]。本文選擇原料酸價高,以游離脂肪酸為主與乙醇反應(yīng)制備生物柴油(脂肪酸乙酯),脂肪酸乙酯相比脂肪酸甲酯具有更好的應(yīng)用價值[6],其熱值大,十六烷值高,并且乙醇相比于甲醇無毒,更安全。目前,制備生物柴油方法多采用機械攪拌以及酸堿催化劑,存在反應(yīng)時間長、易腐蝕設(shè)備、反應(yīng)體系產(chǎn)生皂化等缺點[7]。近年來,逐漸有研究學(xué)者將超聲強化技術(shù)引入生物柴油生產(chǎn)工藝中,超聲波一方面可提供生物柴油酯交換反應(yīng)所需的機械能和活化能,進而縮短反應(yīng)所需時間,加快反應(yīng)速率;另一方面超聲產(chǎn)生的空化效應(yīng)可以增加液-液接觸面積,使之充分混合,從而強化液-液非均相反應(yīng)體系相互傳質(zhì),提高生物柴油得率[8]。Yin等[9]以大豆油脫臭餾出物為原料,對逆流脈沖超聲波強化生物柴油的生產(chǎn)進行了研究,結(jié)果表明逆流超聲強化酯交換法效果最好,且生物柴油轉(zhuǎn)化率達到96.1%。郝小紅等[10]對發(fā)散式超聲強化脫臭餾出物乙酯化進行研究,得出在最優(yōu)條件下脂肪酸乙酯得率可達90.6%。鄧欣等[11]則用超聲強化高酸價小桐子油連續(xù)生產(chǎn)生物柴油,在超聲波功率210 W、醇油摩爾比4∶1、催化劑添加量1.2%、反應(yīng)溫度60℃時,生物柴油收率為94.3%,且精制后的生物柴油完全符合德國生物柴油標準,理化性質(zhì)穩(wěn)定。田龍等[12]以精制山桐子油為原料,結(jié)合超聲輔助制備生物柴油,并通過正交實驗得出其最佳條件為醇油摩爾比10∶1、催化劑添加量3%、超聲功率500 W、反應(yīng)時間60 min,在最佳條件下生物柴油得率為98.2%。文獻中一般選擇一個評價指標,不同文獻選擇的評價指標不同,所對應(yīng)的最優(yōu)實驗條件也不同,缺乏多指標對比分析。本文以大豆油脫臭餾出物為原料,采用聚能式逆流超聲強化,選擇4種不同評價指標,利用正交實驗研究不同影響因素下超聲強化輔助制備生物柴油(脂肪酸乙酯)的最優(yōu)條件,通過多指標的選擇對比,為工藝選擇評價指標研究提供理論基礎(chǔ)。另外,通過對脂肪酸乙酯各組分在不同影響因素下的分析,可以有針對性地對某一組分的制備工藝改進提供參考。
1 材料與方法
1.1 實驗材料
大豆油脫臭餾出物,由上海益海嘉里糧油有限公司提供。濃硫酸、無水乙醇、氫氧化鉀、鄰苯二甲酸氫鉀,分析純;酚酞、堿藍6B,指示劑;月桂酸乙酯、油酸乙酯、十四烷酸乙酯、十八烷酸乙酯、棕櫚酸乙酯、亞油酸乙酯、亞麻酸乙酯、十一烷酸甲酯,色譜純。
GC-2014C氣相色譜儀,日本島津;DZF-6090真空干燥箱,上海一恒科學(xué)儀器有限公司。JYT-10LC聚能式逆流超聲提取設(shè)備,上海矩源機械設(shè)備有限公司生產(chǎn),主要包括控制柜機、投料手孔、水冷分液罐、雙層玻璃視鏡、負壓過濾器、反應(yīng)釜、超聲波發(fā)生器以及機械攪拌電機,如圖1所示。
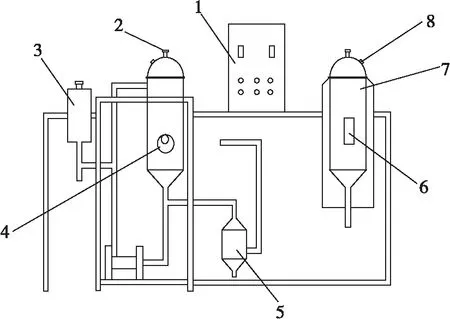
注:1.控制柜機;2.機械攪拌電機;3.超聲波發(fā)生器;4.反應(yīng)釜;5.負壓過濾器;6.雙層玻璃視鏡;7.水冷分液罐;8.投料手孔。
1.2 實驗方法
1.2.1 大豆油脫臭餾出物理化性質(zhì)測定
水分含量測定采用GB/T 5009.3—2003中直接干燥法;過氧化值測定采用GB/T 5538—2005;酸價測定采用GB/T 5530—2005;皂化值測定采用GB/T 5534—2008。
1.2.2 脂肪酸乙酯制備
實驗前將原料置于105℃真空干燥箱中干燥1 h,然后打開如圖1所示聚能式逆流超聲提取設(shè)備控制柜機電源開關(guān),調(diào)整反應(yīng)釜-超聲波發(fā)生器閥門,使其開閉狀態(tài)正確;再將按比例配制的大豆油脫臭餾出物和乙醇、催化劑(濃硫酸)經(jīng)投料口投入,加入反應(yīng)釜中,根據(jù)實驗要求設(shè)置反應(yīng)溫度,然后打開機械攪拌機、空壓機開關(guān);接著打開氣動隔膜泵開關(guān)并同時立即打開空氣壓縮機閥門開關(guān);當反應(yīng)釜溫度達到指定溫度,打開超聲波發(fā)生器,實驗進行中要保證攪拌后的混合物均勻通過空壓泵并使反應(yīng)物逆流通過超聲發(fā)生區(qū),最后再重新進入反應(yīng)釜中,反應(yīng)結(jié)束后,調(diào)整閥門,將產(chǎn)物導(dǎo)入水冷分液罐中;關(guān)閉電源,清洗、檢查設(shè)備,最后將反應(yīng)產(chǎn)物取出后進行蒸餾,干燥后得到脂肪酸乙酯。
1.2.3 產(chǎn)物分析
對反應(yīng)產(chǎn)物進行氣相色譜分析。氣相色譜條件:HP-5MS毛細管柱(30 m×0.25 mm×0.50 μm);升溫程序為在50℃條件下穩(wěn)定5 min,隨后以10℃/min的速率上升至280℃,保持8 min;載氣為氦氣(純度>99.9%),流量1.0 mL/min;燃氣為氫氣(純度>99.9%),流量1.0 mL/min;助燃氣為氧氣(純度>98%),流量1.0 mL/min;進樣量1 mL,采用不分流進樣,進樣口溫度250℃,汽化室溫度280℃。
對脂肪酸乙酯轉(zhuǎn)化率(ω)、得率(X)以及生物柴油轉(zhuǎn)化率(Z)分別按式(1)、(2)、(3)計算。采用氣相色譜(GC)對脂肪酸乙酯產(chǎn)物中各組分得率和占比進行分析。
(1)
(2)
(3)
式中:AV1、AV2分別為反應(yīng)前原料的酸價(KOH)和反應(yīng)后產(chǎn)物酸價(KOH),mg/g;m1、m2分別為反應(yīng)后產(chǎn)物質(zhì)量和反應(yīng)前原料質(zhì)量,g;Y為脂肪酸乙酯含量(質(zhì)量分數(shù)),%。
2 結(jié)果與分析
2.1 大豆油脫臭餾出物理化性質(zhì)
大豆油脫臭餾出物理化性質(zhì)測定結(jié)果如表1所示。大豆油脫臭餾出物室溫下為固態(tài)。從表1可以看出:大豆油脫臭餾出物水分含量較低,且實驗前會先進行干燥處理,故水分對實驗影響不大;酸價較高,屬于高酸價原料,故可選用酸性催化劑,但是需要考慮酸性催化劑存在反應(yīng)時間長,對設(shè)備腐蝕等不利因素;另外,所用大豆油脫臭餾出物皂化值較高,反應(yīng)體系可能會產(chǎn)生皂化現(xiàn)象,導(dǎo)致反應(yīng)困難,對脂肪酸乙酯轉(zhuǎn)化率產(chǎn)生影響。

表1 大豆油脫臭餾出物理化性質(zhì)
2.2 正交實驗
根據(jù)文獻[12-15]可知,以大豆油脫臭餾出物為原料,影響聚能式逆流超聲強化制備脂肪酸乙酯的主要因素有反應(yīng)溫度、超聲功率、催化劑用量、反應(yīng)時間以及醇油體積比。實驗中反應(yīng)釜壓力為常壓,攪拌轉(zhuǎn)速固定。分別以脂肪酸乙酯轉(zhuǎn)化率(ω)、得率(X)、含量(Y)及生物柴油轉(zhuǎn)化率(Z)為指標,在預(yù)實驗基礎(chǔ)上設(shè)計五因素四水平正交實驗優(yōu)化上述實驗條件。正交實驗因素水平如表2所示,正交實驗設(shè)計及結(jié)果如表3所示。
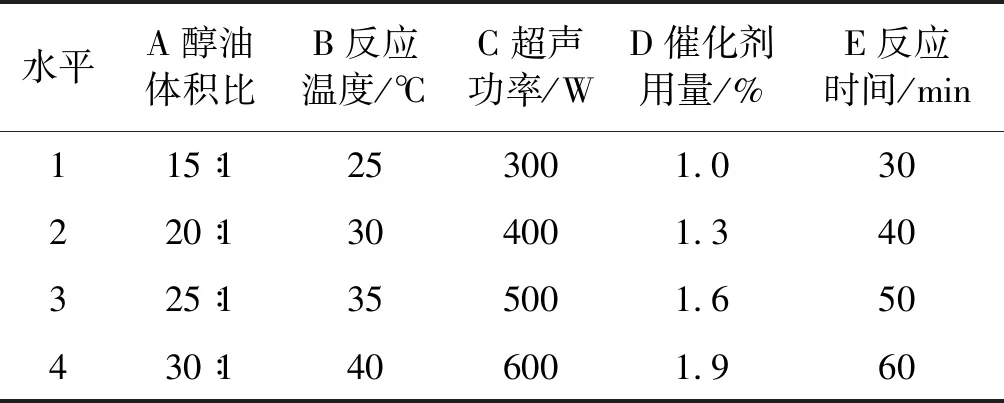
表2 正交實驗因素水平

表3 正交實驗設(shè)計及結(jié)果
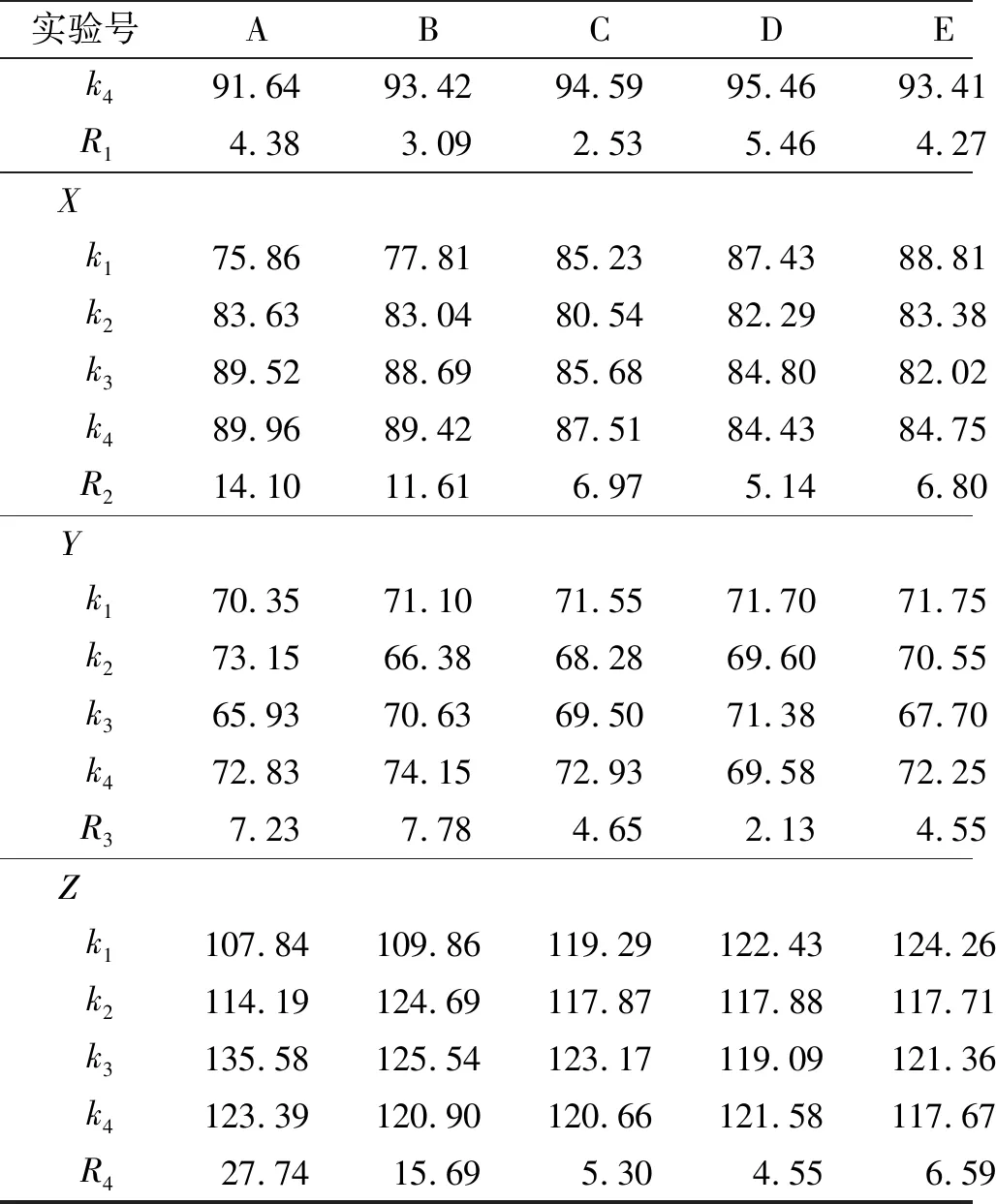
續(xù)表3
由表2可知,各個因素對脂肪酸乙酯轉(zhuǎn)化率影響程度為D>A>E>B>C。超聲強化對脂肪酸乙酯轉(zhuǎn)化率的最優(yōu)實驗條件為:醇油體積比20∶1,反應(yīng)溫度35℃,超聲功率300 W,催化劑用量1.6%,反應(yīng)時間30 min。各個因素對脂肪酸乙酯得率影響程度為A>B>C>E>D。超聲強化對脂肪酸乙酯得率的最優(yōu)實驗條件為:醇油體積比30∶1,反應(yīng)溫度40℃,超聲功率600 W,催化劑用量1%,反應(yīng)時間30 min。各個因素對脂肪酸乙酯含量影響程度為B>A>C>E>D。超聲強化對脂肪酸乙酯含量的最優(yōu)實驗條件為:醇油體積比20∶1,反應(yīng)溫度40℃,超聲功率600 W,催化劑用量1%,反應(yīng)時間60 min。各個因素對生物柴油轉(zhuǎn)化率影響程度為A>B>E>C>D。超聲強化對生物柴油轉(zhuǎn)化率的最優(yōu)實驗條件為:醇油體積比25∶1,反應(yīng)溫度35℃,超聲功率500 W,催化劑用量1%,反應(yīng)時間30 min。
2.3 影響因素的分析
根據(jù)正交實驗結(jié)果進一步分析醇油體積比、反應(yīng)溫度、超聲功率、催化劑用量及反應(yīng)時間對實驗結(jié)果的影響,并對產(chǎn)物各組分得率和占比進行分析,通過氣相色譜分析得到脂肪酸乙酯組分主要由十六烷酸乙酯(C16∶0)、硬脂酸乙酯(C18∶0)、十八碳烯酸乙酯(C18∶1)、十八碳二烯酸乙酯(C18∶2)、十八碳三烯酸乙酯(C18∶3)組成。
2.3.1 醇油體積比的影響(見圖2)

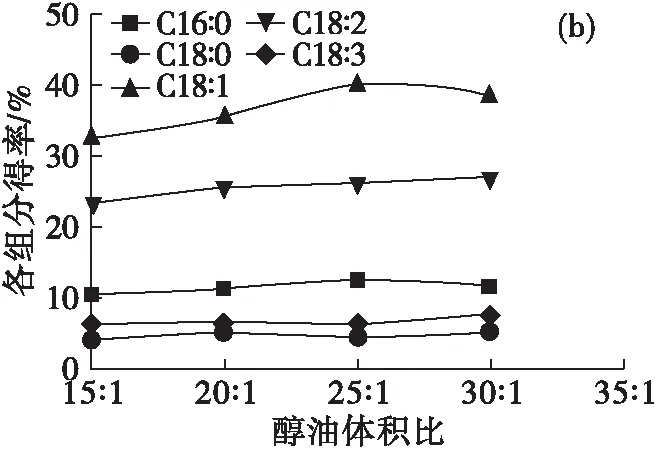
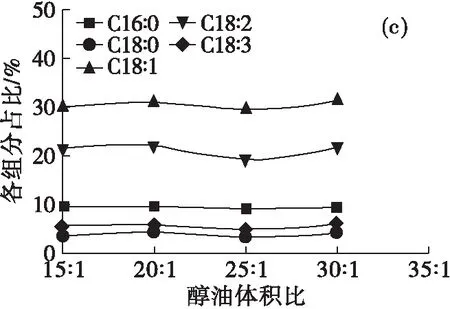
圖2 醇油體積比對實驗結(jié)果的影響
從圖2(a)可以看出,脂肪酸乙酯的轉(zhuǎn)化率變動幅度并不大,隨著醇油體積比增加有所下降,而脂肪酸乙酯得率逐漸增大,在醇油體積比30∶1時得率最高,達到89.96%,脂肪酸乙酯轉(zhuǎn)化率在醇油體積比20∶1時達到最高(96.02%)。由圖2(b)、(c)可以看出,產(chǎn)物中C18∶1占比較高,隨著醇油體積比的增加,C18∶1和C18∶2得率增加。這是因為過量乙醇可以促進反應(yīng)的進行,增加脂肪酸乙酯得率。如果進行連續(xù)性實驗,可以對蒸餾后的乙醇重復(fù)利用,降低成本,但需注意使用大量的乙醇是不經(jīng)濟的,要合理運用乙醇,保證經(jīng)濟和效率兩不誤。
2.3.2 反應(yīng)溫度的影響(見圖3)
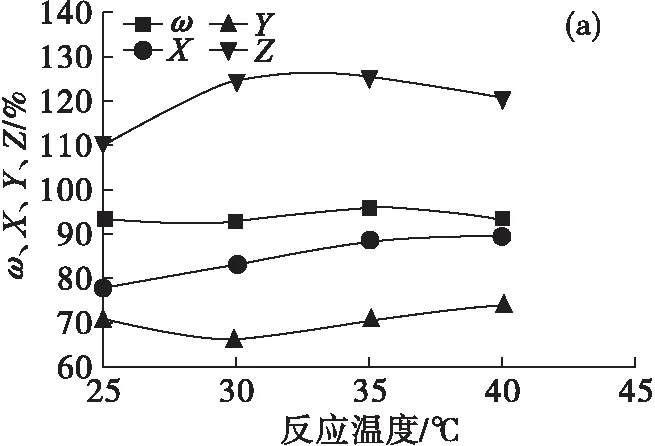

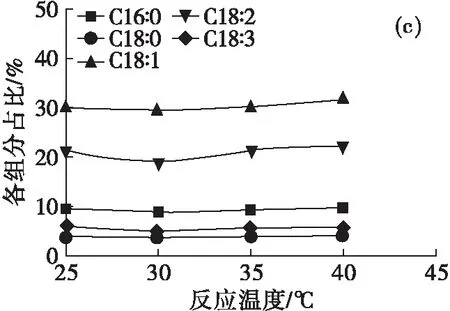
圖3 反應(yīng)溫度對實驗結(jié)果的影響
從圖3(a)可以看出:反應(yīng)溫度在25~30℃時,脂肪酸乙酯轉(zhuǎn)化率降低;隨著反應(yīng)溫度的升高,反應(yīng)物活性增大,反應(yīng)變劇烈,脂肪酸乙酯轉(zhuǎn)化率在35℃時達到最高,為96.06%,反應(yīng)溫度繼續(xù)升高,脂肪酸乙酯轉(zhuǎn)化率有所下降;而脂肪酸乙酯得率在40℃時最大,為89.42%;生物柴油轉(zhuǎn)化率在35℃時達到最高。從圖3(b)、(c)可以看出,隨著反應(yīng)溫度的升高,C18∶1和C18∶2在產(chǎn)物中占比有所增加,同時其得率也增加,在35℃時逐漸達到平衡。隨著反應(yīng)溫度的升高,反應(yīng)物活性增大,反應(yīng)速率加快。實驗過程中,觀察到有部分乙醇汽化懸浮在反應(yīng)釜上方。超聲強化帶有一定的熱效應(yīng),使得乙醇汽化,脫離反應(yīng)體系,使參與反應(yīng)的乙醇濃度降低,致使得率降低,這與鄧欣等[11]的研究結(jié)果相似。
2.3.3 超聲功率的影響(見圖4)
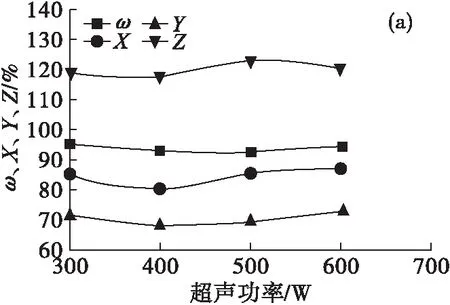
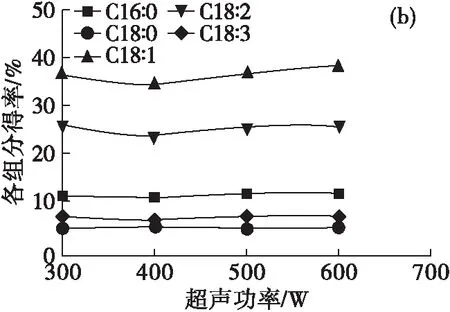
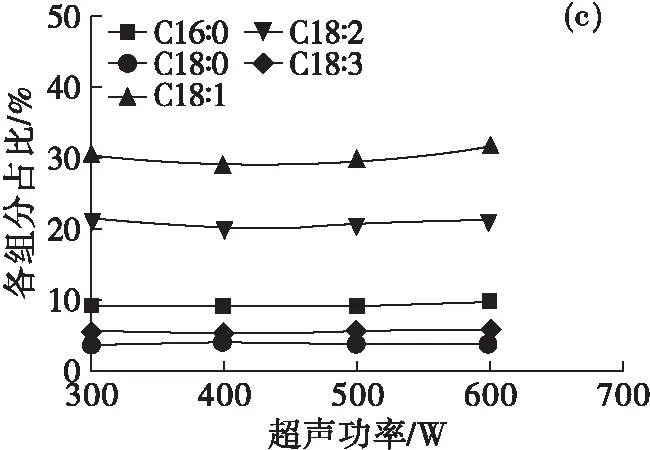
圖4 超聲功率對實驗結(jié)果的影響
超聲波是一種彈性機械波,這種含有能量的超聲振動引起的效應(yīng)包括機械效應(yīng)、熱效應(yīng)以及空化效應(yīng),而空化效應(yīng)是指液體中泡核在超聲作用下被激活,進行振動、生長、收縮及崩潰等一系列的過程,爆炸瞬間可產(chǎn)生局部高溫高壓環(huán)境,可以有效強化兩不相溶相之間的傳質(zhì)速度,從而促進反應(yīng)進行[16]。從圖4可以看出,脂肪酸乙酯轉(zhuǎn)化率隨超聲功率提高而下降,脂肪酸乙酯得率和生物柴油轉(zhuǎn)化率先降低后升高,在超聲功率為300~400 W時,C18∶1和C18∶2得率下降,從而使得脂肪酸乙酯得率也隨之下降。在超聲功率為600 W時,脂肪酸乙酯得率達到最高,為87.51%。脂肪酸乙酯轉(zhuǎn)化率下降原因可能是由于超聲的熱效應(yīng),超聲功率過高,使分子間運動加劇,使得反應(yīng)體系中乙醇汽化,減少了有效接觸面積,而且空化閾值隨著溶液溫度升高而下降,溶液溫度升高到一定值時,其溶氣量開始下降,導(dǎo)致空化核數(shù)目下降,使得空化效應(yīng)下降。實驗發(fā)現(xiàn)超聲功率對生物柴油各組分變化影響不大。
2.3.4 催化劑用量的影響(見圖5)
從圖5(a)可以看出,脂肪酸乙酯轉(zhuǎn)化率隨著催化劑用量的增加先升高后降低,催化劑用量達到1.6%時,轉(zhuǎn)化率達到最高,為95.99%,脂肪酸乙酯得率隨著催化劑用量增加先降低后升高,逐漸達到平衡。從圖5(b)、(c)可以看出,C18∶2得率和占比的變化不顯著,說明催化劑對C18∶2的影響程度較小。由于濃硫酸在催化乙酯化反應(yīng)進行的同時,會引起副反應(yīng),故催化劑用量不宜過高;另一方面超聲強化可以降低催化劑用量,避免過多催化劑腐蝕設(shè)備,故需控制合適的催化劑用量。
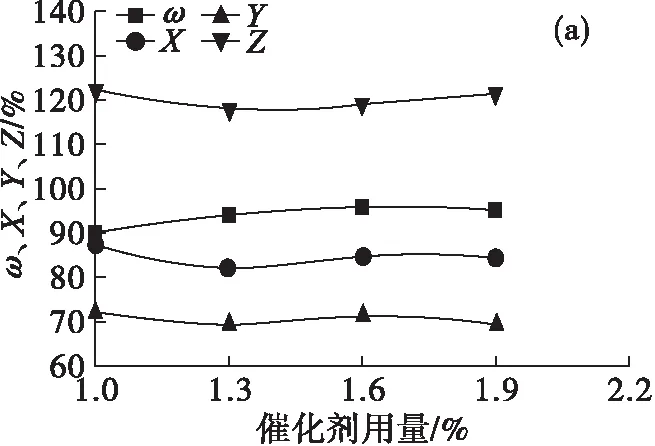
圖5 催化劑用量對實驗結(jié)果的影響
2.3.5 反應(yīng)時間的影響(見圖6)
從圖6可以看出,反應(yīng)時間在30 min時,脂肪酸乙酯轉(zhuǎn)化率、得率和生物柴油轉(zhuǎn)化率均達到最大,隨著反應(yīng)時間繼續(xù)延長,脂肪酸乙酯轉(zhuǎn)化率、得率和生物柴油轉(zhuǎn)化率、C18∶1和C18∶2得率有所下降。原因可能是超聲強化致使反應(yīng)體系溫度升高,部分乙醇汽化脫離反應(yīng),反應(yīng)時間延長,反應(yīng)中的乙醇濃度降低,同時也有部分乙醇蒸氣冷凝回流,隨后反應(yīng)逐步達到平衡。
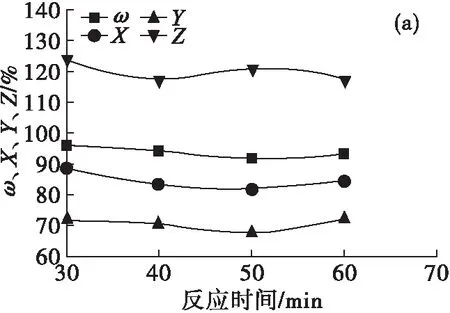
圖6 反應(yīng)時間對實驗結(jié)果的影響
3 結(jié) 論
以大豆油脫臭餾出物為原料,利用聚能式逆流超聲裝置制備脂肪酸乙酯,通過正交實驗對實驗條件進行了優(yōu)化,探究了醇油體積比、反應(yīng)溫度、超聲功率、催化劑用量、反應(yīng)時間對實驗結(jié)果的影響。結(jié)果表明:各因素對脂肪酸乙酯轉(zhuǎn)化率影響程度為催化劑用量>醇油體積比>反應(yīng)時間>反應(yīng)溫度>超聲功率,其最優(yōu)實驗條件為超聲功率300 W、醇油體積比20∶1、催化劑用量1.6%、反應(yīng)溫度35℃、反應(yīng)時間30 min。各因素對脂肪酸乙酯得率影響程度為醇油體積比>反應(yīng)溫度>超聲功率>反應(yīng)時間>催化劑用量,其最優(yōu)實驗條件為醇油體積比30∶1、反應(yīng)溫度40℃、超聲功率600 W、催化劑用量1%、反應(yīng)時間30 min。各因素對脂肪酸乙酯含量影響程度為反應(yīng)溫度>醇油體積比>超聲功率>反應(yīng)時間>催化劑用量,其最優(yōu)實驗條件為醇油體積比20∶1、反應(yīng)溫度40℃、超聲功率600 W、催化劑用量1%、反應(yīng)時間60 min。各因素對生物柴油轉(zhuǎn)化率影響程度為醇油體積比>反應(yīng)溫度>反應(yīng)時間>超聲功率>催化劑用量,其最優(yōu)實驗條件為醇油體積比 25∶1、超聲功率500 W、催化劑用量1%、反應(yīng)溫度35℃、反應(yīng)時間30 min。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
浙江大學(xué)學(xué)報(工學(xué)版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23