10×104 m3儲罐T形焊接接頭開裂原因分析
2020-01-07 05:49:14吉章紅
石油化工設備技術
2020年1期
吉章紅
(石油化工工程質量監督總站,北京 100728)
1 T形焊接接頭開裂情況
1.1 T13罐T形接頭內側角焊縫開裂現象
某項原油商業儲備基地工程,共建造8臺10×104m3原油儲罐及附屬的配套設施。儲罐罐體采用12MnNiVR鋼板,內罐底板直徑φ80 m,底圈壁板厚32 mm,邊緣板厚20 mm。邊緣板與底圈壁板焊接的焊腳尺寸13 mm。焊接時采用手工電弧焊或二氧化碳氣體保護焊打底,埋弧自動焊填充蓋面。每臺儲罐在驗收合格后進行充水試驗工作,充水試驗最高液位20.2 m。
T13、T14、T15罐在充水試驗完成并清理完畢后檢查發現,底板的通長板焊縫附近出現規則的凸起變形。按照儲罐施工程序及設計要求進行大角焊縫充水后的無損檢測,在打磨過程中發現T13罐內大角焊縫內側邊緣板局部有明顯裂紋,共8處,分布在GJ-10、GJ-11、GJ-13、GJ-19、GJ-20、GJ-21、GJ-28、GJ-29號邊緣板上,見圖1。
裂紋發生在內側角焊縫焊趾處,最大連續長度達到4 630 mm,外觀如圖2所示。在發現大角焊縫內側邊緣板母材表面裂紋后,為確認裂紋內部走向,對位置7部位局部用砂輪機進行打磨,長度約為150 mm,發現裂紋呈45°向大角焊縫內側邊緣板母材下部延伸,打磨深度約15 mm仍能夠看到微裂紋,如圖3所示。內側角焊縫開裂位置如圖4 所示。
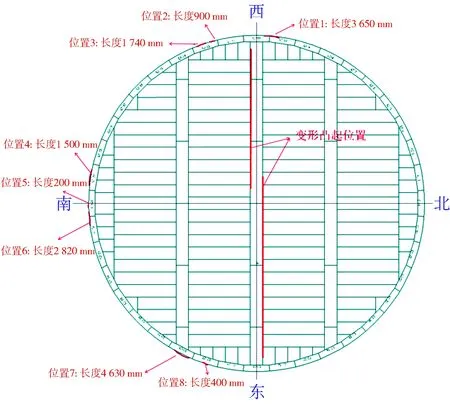
圖1 裂紋位置平面布置
1.2 充水過程中罐底板沉降變形現象
在充水試壓過程中,對儲罐的沉降進行檢測,主要監測儲罐基礎沉降和罐底板錐面變形。結果顯示,在試水完畢后,T-13、T-14、T-15罐相比其他儲罐下沉大。
T13、T14、T15罐底板在充水預壓過程中沉降變形以及罐底板錐面變形測量結果如圖5~圖7 所示。……
登錄APP查看全文
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02