大直徑薄壁件加工變形的控制探討
2020-01-06 03:42:59武俊彪
今日自動化 2020年6期
武俊彪


[摘? ? 要]對大直徑薄壁件加工變形的控制,結(jié)合理論實踐,先分析了大直徑薄壁件加工的技術(shù)難點,接著探討了引發(fā)加工變形的原因,最后提出控制加工變形的措施。分析表明,在大直徑薄壁件加工中影響變形的因素比較多,包括殘余應(yīng)力、切削熱、夾緊力等,任何一個環(huán)節(jié)控制不當(dāng),都會影響加工精度,需要結(jié)合大直徑薄壁件的特性,采取有效的變形控制技術(shù)才能保證加工精度,促使我國機械加工業(yè)穩(wěn)健發(fā)展。
[關(guān)鍵詞]大直徑;薄壁件;加工變形;變形控制
[中圖分類號]TG51 [文獻標(biāo)志碼]A [文章編號]2095–6487(2020)06–000–03
Discussion on the Control of Machining Deformation of Large
Diameter and Thin Wall Parts
Wu Jun-biao
[Abstract]For the control of deformation of large diameter and thin-walled parts, combined with theory and practice, the technical difficulties in the processing of large-diameter and thin-walled parts are analyzed first, and then the causes of deformation are discussed. Finally, measures to control deformation are proposed. Analysis shows that there are many factors that affect deformation in the processing of large-diameter and thin-walled parts, including residual stress, cutting heat, clamping force, etc. Improper control of any link will affect the machining accuracy, and it needs to combine the characteristics of large-diameter and thin-walled parts. , Only by adopting effective deformation control technology can the machining accuracy be ensured and the steady development of my country's machinery processing industry is promoted.
[Keywords]large diameter; thin-walled parts; machining deformation; deformation control
在我國工業(yè)生產(chǎn)飛速發(fā)展的背景下,對零件的加工精度和質(zhì)量提出了更高的要求,大直徑薄壁件加工技術(shù)難度非常大,結(jié)構(gòu)復(fù)雜,加工余量大,剛性低,加工精度要求高。在加工中極易發(fā)生變形問題,難以滿足實際發(fā)展需求。基于此,開展大直徑薄壁件加工變形的控制探討研究就顯得尤為必要。
1 大直徑薄壁件加工技術(shù)難度分析
大直徑薄壁件具有結(jié)構(gòu)復(fù)雜、加工精度要求高等特性,加工技術(shù)難度非常大,主要體現(xiàn)在以下幾個方面:
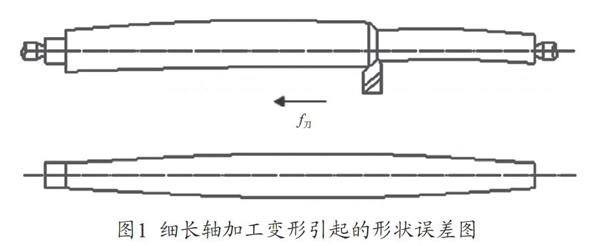
(1)大直徑薄壁件直徑大多在200 mm左右,而且需要加工強度較低的非金屬材料。壁厚度在1~5 mm,平行度要求0.02,平面度要求0.02。剛性比較差,在加工中,切削力略大一點,零件就會發(fā)生嚴(yán)重的彎曲變形,甚至是折斷。在加工時容易發(fā)生振顫、振刀等,難以保證大直徑薄壁件對加工精度和表面質(zhì)量的要求。在車床上裝精車細長軸時,工件中間部分徑向剛度比較低,在切削受力時,會引起較大的徑向變形,促使中間部位的切削深度兩端小,從而促使工件在加工之后能夠產(chǎn)生腰鼓形誤差形變,具體情況,如圖1所示:
(2)大直徑薄壁件的剛性比較差,受力之后容易發(fā)生變形,所以,在加工時如何更好的控制內(nèi)應(yīng)力變形、切削熱變形、夾緊力是保證加工精度的關(guān)鍵。
(3)大直徑薄壁件較深的內(nèi)環(huán)槽排屑比較困難,零件內(nèi)孔最小位置尺寸為φ6+0.10/+0.02 mm,兩個φ12.8 mm的內(nèi)腔較深,加工端面最遠處為13.2 mm,刀具懸伸比較長,因此,在加工中極易發(fā)生振刀,影響加工精度。
(4)大直徑薄壁件在第一道工序加工完成之后,需要進行分工序加工,但此時零件已經(jīng)基本加工成形,壁厚非常小,難以裝夾面,而且容易裝夾變形,如何保證裝夾設(shè)計的合理性是大直徑薄壁件加工的主要技術(shù)難度。
2 引發(fā)大直徑薄壁件加工變形的主要原因
2.1 殘余應(yīng)力
在大直徑薄壁件加工中存在熱塑變形效應(yīng),尤其是在高速加工過程中,該效應(yīng)更加明顯,會導(dǎo)致大直徑薄壁件里層收縮減少,外層收縮增加,就會在大直徑薄壁件表面形成張應(yīng)力,在里面形成壓應(yīng)力,從而引發(fā)加工變形。當(dāng)大直徑薄壁件表面加工完成之后,刀具對零件的作用力會消失,彈性變形恢復(fù),但受到材料表層的牽制,會導(dǎo)致零件表層處于應(yīng)力狀態(tài),一旦受到外界因素的干擾就會發(fā)生變形。此外,表層金屬會在切削熱的作用下發(fā)生相變,表層材料膨脹,里層材料牽制,在壓應(yīng)力和拉應(yīng)力的共同作用下就會發(fā)生變形。
2.2 切削熱
在大直徑薄壁件加工過程中,刀具和工件之間相互摩擦?xí)纬蔁崮埽瑹崃亢蛡魃⒚芮邢嚓P(guān),大直徑薄壁件切削加工中,產(chǎn)生的總熱量可用以下公式來表示:
(1)
式(1)中,Q為切削時形成的總熱量,Q變?yōu)榱慵谇邢鬟^程變形消耗的功轉(zhuǎn)變的熱量;Q前磨為削刀后面摩擦消耗功轉(zhuǎn)變的熱量;Q后磨為刀后面摩擦消耗功轉(zhuǎn)變的熱量;Q屑表示切屑傳散熱量;Q工為工件傳散熱量;Q刀為刀具傳散熱量;Q介為周圍介質(zhì)傳散熱量。在實際加工中各方面?zhèn)魃⒌臒崃看嬖谝欢ú顒e,其中各切屑散熱量占比最大,占總散熱量的50%~86%,工件散熱量占10%~40%,刀具散熱量占3%~9%,介質(zhì)散熱量占1%左右。
如果在大直徑薄壁件加工中不添加任何冷卻劑,其中切屑傳散熱量最大,切削溫度對大直徑薄壁件加工變形的影響高低和切削時產(chǎn)生的熱量多少及散熱條件密切相關(guān),尤其是切削溫度對刀具磨損和工件熱變形硬性關(guān)系最大,直接影響著工件的總體加工精度。由溫度引發(fā)工件徑向變形量的公式如下:
式(2)中,為工件的徑向變形量(mm);k為修正系數(shù),取值通常為112;d表示工件的直徑(mm);Q為切削溫度(℃);A為工件自身的膨脹系數(shù),通常為10-6℃-1。從式(2)中可以看出,切削熱導(dǎo)致工件熱變形非常嚴(yán)重,直接關(guān)系到工件的加工精度。
2.3 夾緊力
夾緊力主要表現(xiàn)在工件和夾具之間的接觸區(qū)域上,在大直徑薄壁件加工中,最理想夾具能夠夾緊工件,但又不會引起任何變形。但在多數(shù)情況下,夾具普遍不合理,在夾緊狀態(tài)下也會引起工具變形。
3 大直徑薄壁件加工變形的控制措施
3.1 減小殘余應(yīng)力的變形控制措施
(1)在保證刀具耐用度達標(biāo)的前提下,盡量選擇較大的刀具前后角,刀具在加工中前角每增加1°,切削溫度和切削應(yīng)力會降低10%。
(2)在加工中要嚴(yán)格控制切削三要素,包括選擇較大的切削深度、合理的進給量、底切削速度。在加工中要盡量選擇連續(xù)進給,以避免刀具在工件某個位置時間停留,防止工件局部溫度過高,形成較大的殘余應(yīng)力,導(dǎo)致工件發(fā)生變形。
(3)合理選擇加工路線,為更好的控制加工變形量,在大直徑薄壁件加工中可選擇對稱切削加工技術(shù)。減小殘余應(yīng)力的變形控制措施示意圖,如圖2所示。
3.2 減小切削熱的變形控制措施
為降低切削熱對大直徑薄壁件加工變形造成的影響,必須選擇性能穩(wěn)定的高速切削機床,保證大直徑薄壁件加工全過程時刻處于熱平衡狀態(tài)。在加工之前需要先對機床進行空轉(zhuǎn)預(yù)熱,達到要求的熱平衡狀態(tài)之后再進行加工,促使加工時間處于熱平衡區(qū)間內(nèi)。在加工時要盡量選擇間斷切削,以降低熱量對工件變形造成的影響。如果必須高速加工,則在數(shù)控機床程序設(shè)計中,要加入延時子程序,以實現(xiàn)間斷加工。此外,還要盡量縮短加工時間,可通過適當(dāng)加大走刀量、刀具直徑、刀具齒數(shù)等措施,最大限度上縮短大直徑薄壁件加工時間,減少工件變形量。
導(dǎo)致刀具熱變形的主要因素是切削熱量過大,可通過選擇膨脹系數(shù)比較小的刀具來降低熱變形對工件加工精度影響,從而達到減小工件熱變形的目的,保證大直徑薄壁件加工精度。為解決切削熱對加工變形造成的影響,工藝人員將分層界面進行調(diào)整,將原斜面部分切深由40 mm調(diào)整至30 mm,進而將中心位置螺旋進刀改為斜面外部指定點進刀,具體情況,如圖3所示。
此種加工刀具路徑,既避免了程序進刀時直接切削,又縮短了進刀路徑長度。斜面部分剩余的10 mm高度采用與底面型腔部分相同的加工方式,連續(xù)切削,降低切削熱對大直徑薄壁件加工變形造成的影響。
3.3 減少夾緊變形的控制措施
大直徑薄壁件加工和其他工件相比,很難找到最佳的夾緊位置,這也是引發(fā)夾緊變形的主要原因,為解決這一問題,可從以下幾個方面同時入手。
(1)可適當(dāng)增加輔助支撐和輔助夾緊點,以保證夾緊點無限接近最佳的夾緊位置。
(2)將夾具的著力點盡量分散,并適當(dāng)加大壓緊件的接觸面積,通過對稱夾緊的方法來控制夾緊變形。
(3)選擇好正確的夾緊點之后,再估算適當(dāng)?shù)膴A緊力,以保證夾緊點和支撐點相互對應(yīng),促使夾緊力始終作用在支撐之上,夾緊點位的選擇,要盡量靠近加工表面,選擇不至于引起過大夾緊變形的位置,降低工件夾緊造成的變形,保證大直徑薄壁件加工精度。
在夾裝過程中,要選擇機電液一體化技術(shù)和多傳感器信息融合技術(shù)的柔性工裝,柔性工裝的技術(shù)特點是定位和夾緊元件為通用元件,可互換性好;定位夾緊位置可自適應(yīng)調(diào)整;夾緊力大小、方向和夾緊順序可自動控制;驅(qū)動執(zhí)行機構(gòu)為機電液一體化部件;應(yīng)用位移、力和壓電傳感器元件。柔性工裝示意圖,如圖4所示:
柔性工裝技術(shù)可以使一套夾具滿足系列化多種尺寸規(guī)格的零件安裝要求,既具有機械式可調(diào)夾具和組合夾具的柔性,又具有特種專用夾具的高效性,適用于數(shù)控加工設(shè)備,可以使高速數(shù)控加工機床的性能得到更加充分的發(fā)揮,大幅度降低輔助準(zhǔn)備時間。
4 結(jié)束語
綜上所述,本文結(jié)合理論實踐,探討了大直徑薄壁件加工變形的控制,探討結(jié)果表明,大直徑薄壁件加工技術(shù)難度非常大,影響因素眾多,任何一個因素控制不當(dāng),都會引發(fā)工件變形,影響加工質(zhì)量。為解決殘余應(yīng)力、切削熱、夾緊力等因素造成的加工變形,需要結(jié)合其特性,選擇合理的刀具、加工線路、夾緊點等,從而最大限度上保證大直徑薄壁件加工的精度。
參考文獻
[1] 馮守勝,吳宏春,周曉茜.大直徑薄壁鋁機匣加工技術(shù)[J].中國新技術(shù)新產(chǎn)品,2018(8):68-70.
[2] 于金,王胤棋.基于ABAQUS軟件二次開發(fā)的大型曲面薄壁件加工變形預(yù)測[J].機床與液壓,2018,46(11):172-175.
[3] 韓麗麗.薄壁零件加工變形的預(yù)測及其仿真研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2009.
[4] 李文東.高速銑削薄壁件加工變形控制及工藝優(yōu)化研究[D].哈爾濱:哈爾濱理工大學(xué),2012.
[5] 孫國智.大型復(fù)雜薄壁結(jié)構(gòu)件加工變形仿真與控制技術(shù)研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2015.
[6] 許欣,段宗玉.大直徑薄壁件加工變形的控制技術(shù)[J].金屬加工(冷加工),2019(8):81-84.
[7] 施揚,王小梅.大直徑薄壁件的加工工藝研究[J].中國新技術(shù)新產(chǎn)品,2012.
[8] 潘雷雷,王柱,付裕,等.大型薄壁零件車加工變形控制研究[J].中國科技投資,2018(21):217.
[9] 馮守勝,吳宏春,周曉茜.大直徑薄壁鋁機匣加工技術(shù)[J].中國新技術(shù)新產(chǎn)品,2018(8):68-70.
[10] 李澤森.鑄鋁薄壁件數(shù)控加工變形控制分析[J].科學(xué)與信息化,2019(23).
