鈦合金裂紋產(chǎn)生原因及改進(jìn)工藝
2019-12-19 08:40:32吳曉明高懷勝楊歡慶
火箭推進(jìn) 2019年6期
吳曉明,王 玉,郭 蓓,高 斌,高懷勝,楊歡慶
(西安航天發(fā)動(dòng)機(jī)有限公司,陜西 西安 710100)
0 引言
液體火箭發(fā)動(dòng)機(jī)作為一個(gè)高功率的熱機(jī),在高溫、高壓、大震動(dòng)的惡劣環(huán)境下工作,高可靠性、長(zhǎng)壽命是航天工作者不斷追求的目標(biāo)[1]。在產(chǎn)品制造過程中可靠性增長(zhǎng)可以通過采取有效的工藝改進(jìn)措施,逐步改進(jìn)產(chǎn)品制造過程中的薄弱環(huán)節(jié),提高產(chǎn)品的可靠性[2]。為提高產(chǎn)品的可靠性,應(yīng)系統(tǒng)開展設(shè)計(jì)方案工藝可行性、質(zhì)量問題剖析、方案優(yōu)化和改進(jìn)工作,切實(shí)實(shí)現(xiàn)工藝設(shè)計(jì)由簡(jiǎn)單滿足產(chǎn)品設(shè)計(jì),適應(yīng)單件研制、小批量生產(chǎn)向適應(yīng)多產(chǎn)品、變批量生產(chǎn)轉(zhuǎn)變。
殼體組件進(jìn)口段是某型號(hào)發(fā)動(dòng)機(jī)重要組成部分,是煤油從噴嘴環(huán)進(jìn)入誘導(dǎo)輪的流道,對(duì)進(jìn)入誘導(dǎo)輪的液體進(jìn)行導(dǎo)流、整流,同時(shí)依靠?jī)?nèi)部結(jié)構(gòu)平衡預(yù)壓泵轉(zhuǎn)子軸向力[3]。其材質(zhì)為ZTC4,采用熔模精密鑄造工藝生產(chǎn)。
某批殼體組件進(jìn)口段水力試驗(yàn)后,熒光檢查發(fā)現(xiàn)過渡圓角、法蘭外壁存在多處熒光線性缺陷,表面打磨排除缺陷形成的凹坑,影響液流數(shù)據(jù)以及轉(zhuǎn)子軸向的平衡,降低發(fā)動(dòng)機(jī)的可靠性,同時(shí)延長(zhǎng)交付周期,影響發(fā)動(dòng)的裝配進(jìn)度。
本文以質(zhì)量問題為突破口,通過缺陷宏觀、微觀分析,結(jié)合生產(chǎn)流程,確定問題癥結(jié)。依托Procast數(shù)字化仿真模擬軟件,優(yōu)化鑄造工藝,加強(qiáng)質(zhì)量管控要求,提高產(chǎn)品質(zhì)量,為落實(shí)產(chǎn)品設(shè)計(jì)可靠性提供保證,提高發(fā)動(dòng)機(jī)整體可靠性。本文所述質(zhì)量問題缺陷分析以及基于數(shù)字化仿真技術(shù)工藝改進(jìn)方法對(duì)于液體火箭發(fā)動(dòng)機(jī)其他鈦合金產(chǎn)品具有借鑒意義。
1 質(zhì)量問題分析
1.1 宏觀組織分析
鈦合金進(jìn)口段熒光缺陷位置如圖1(a)所示,主要出現(xiàn)在入口法蘭內(nèi)壁、外壁。采用光學(xué)顯微鏡對(duì)線性缺陷進(jìn)行宏觀檢查,該缺陷呈現(xiàn)裂紋特征,裂紋附近區(qū)域出現(xiàn)深藍(lán)色斑點(diǎn)。裂紋走向曲折,伴有開叉,內(nèi)部未見填充物,如圖1(b)所示。
將裂紋打開,斷口宏觀形貌如圖1(c)所示,裂紋斷口比較平直,無明顯的塑性變形,表面未見腐蝕產(chǎn)物。表層可見深度為1~2 mm藍(lán)色氧化層。

圖1 缺陷宏觀觀察Fig.1 Macrograph of the defect
1.2 微觀分析
1.2.1 斷口微觀組織分析
采用Tescan VEGA型掃描電子顯微鏡對(duì)裂紋斷口進(jìn)行觀察,裂紋從表面向內(nèi)部擴(kuò)展,斷口區(qū)域表面光潔,未見腐蝕產(chǎn)物。斷口源區(qū)放射棱線清晰可見,出現(xiàn)河流狀花樣,為典型的準(zhǔn)解理開裂特征[4],如圖2所示。
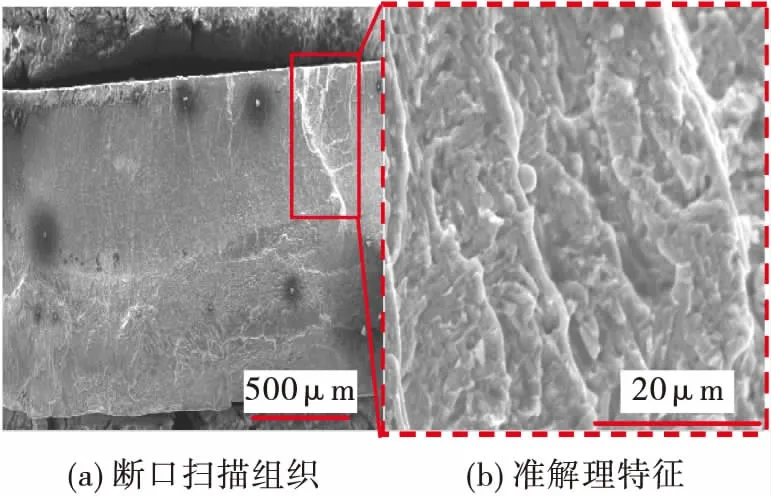
圖2 斷口微觀觀察Fig.2 Micrograph of crack
1.2.2 斷口成分分析
斷口超聲波清洗后,使用SEM配備的能譜儀進(jìn)行成分檢測(cè),檢測(cè)結(jié)果如圖3所示。斷面成分以Ti,Al,V,O為主,無其他腐蝕產(chǎn)物,排除汞、鎘、銀、銅等液態(tài)金屬致脆導(dǎo)致開裂[5]。
內(nèi)、外壁表面及中心處各切取厚度1 mm的薄片進(jìn)行N,H,O元素的化學(xué)分析,內(nèi)、外壁附近的氧含量均超出標(biāo)準(zhǔn)GJB2896-2007要求,各部位的成分如表1所示。
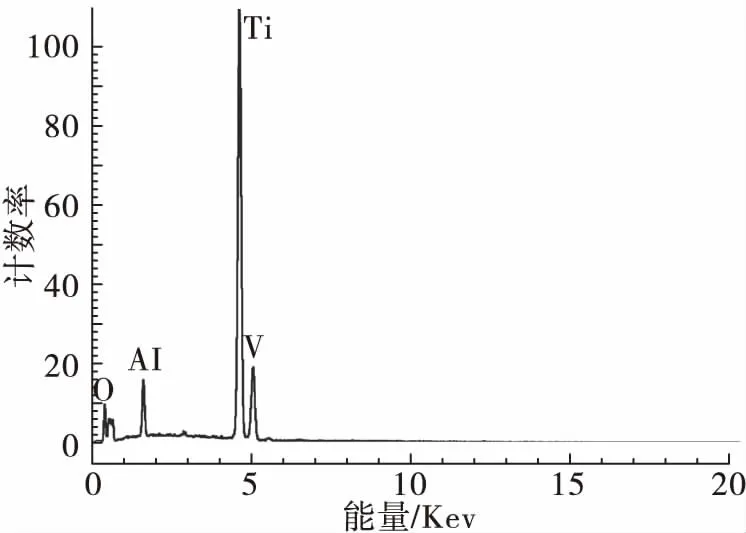
圖3 能譜檢測(cè)結(jié)果Fig.3 EDS result of the crack surface
表1 N,H,O元素分析結(jié)果
Tab.1 The component analysis results of N,H,O單位:%
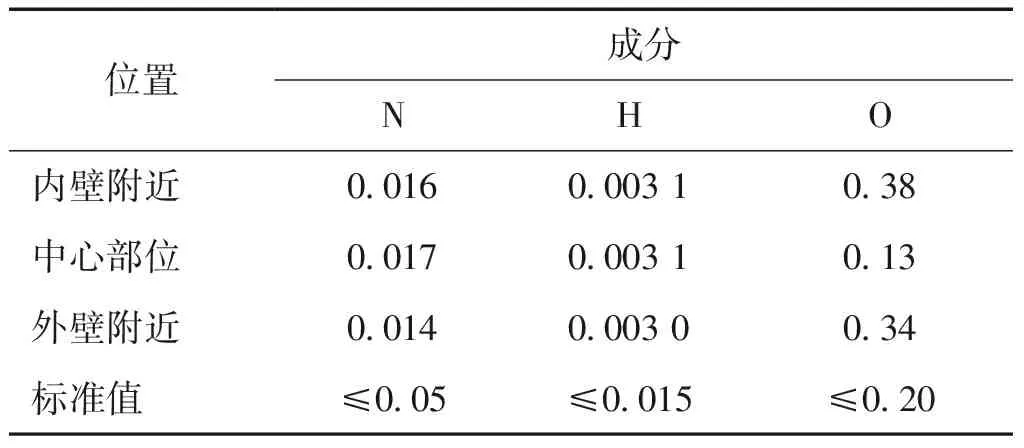
位置成分NHO內(nèi)壁附近0.0160.003 10.38中心部位0.0170.003 10.13外壁附近0.0140.003 00.34標(biāo)準(zhǔn)值≤0.05≤0.015≤0.20
1.2.3 金相組織分析
截取金相試樣,磨制、拋光后采用HF+HNO3+H2O腐蝕液進(jìn)行腐蝕,使用Olympus-PMG3型金相顯微鏡觀察裂紋形態(tài)。從金相照片可以看出,裂紋從鑄件表面沿片層的生長(zhǎng)方向向下延伸,走向曲折,并伴有分叉,裂紋尖端較圓鈍,裂紋區(qū)域未見鑄造冶金缺陷,同時(shí)也并未存在填充物,如圖4(a)所示。裂紋附近可見明顯補(bǔ)焊痕跡,沿熔合線走向開裂,如圖4(b)所示。

圖4 裂紋形態(tài)Fig.4 Appearance of the crack
1.3 顯微硬度分析
對(duì)過渡圓角內(nèi)外壁及中心部位的硬度進(jìn)行測(cè)定,內(nèi)、外壁表層附近硬度水平較高,硬度向中心部位逐漸遞減,距外壁表層0.9 mm處、距內(nèi)壁表層2.5 mm處的硬度可基本降至與心部硬度(290 HV)同等水平,如圖5所示。表層因硬度偏高而出現(xiàn)材料脆化,在應(yīng)力釋放過程中,脆性層優(yōu)先崩裂,成為裂紋源,引起開裂。
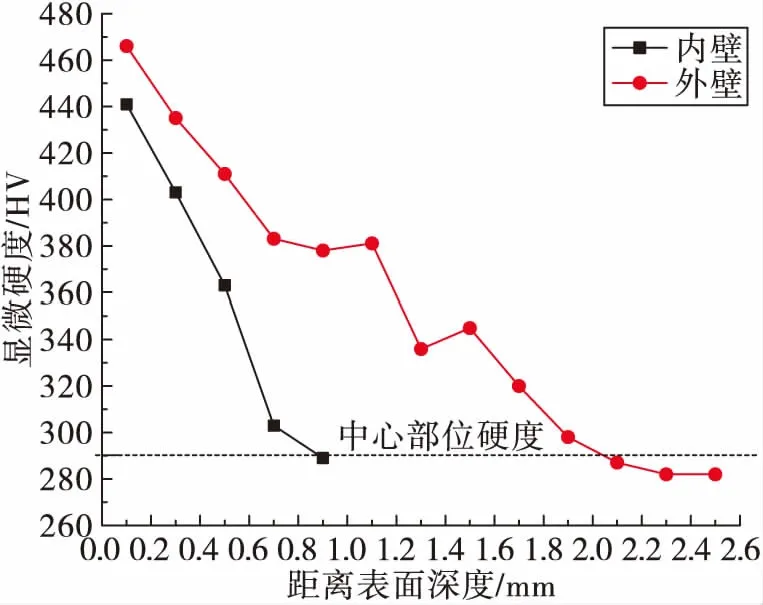
圖5 內(nèi)外壁硬度梯度圖Fig.5 The results of the hardness
1.4 結(jié)果分析與討論
試驗(yàn)結(jié)果表明,殼體組件進(jìn)口段裂紋起源于表面,走向與表面應(yīng)力垂直,斷口平直,未見塑性變形,宏觀上呈現(xiàn)脆性斷裂特征,微觀上斷口為河流狀花樣,其間伴有少量韌窩,為典型準(zhǔn)解理斷裂特征。斷口成分以Ti,Al,V,O,C元素為主,未見其他腐蝕產(chǎn)物以及耳狀凸起。結(jié)合鈦合金失效方式微觀特征[6-10](見表2)以及生產(chǎn)流程[11-12],排除應(yīng)力腐蝕破裂、氫脆以及凝固破裂。
鈦合金氧化色與溫度有關(guān),具體特征為銀灰色(300~400 ℃)、黃色(350~600 ℃逐漸加深)、紫色/綠色/藍(lán)色(600~650 ℃)、灰褐色及褐色(650 ℃以上)[13-15],由裂紋附近的金黃色、藍(lán)色斑點(diǎn)、斷口表層藍(lán)色氧化色、表層氧含量超出標(biāo)準(zhǔn)值以及表層硬度偏高可推斷出裂紋附近區(qū)域存在600 ℃以上高溫氧化過程。同時(shí)裂紋沿熔合線進(jìn)行擴(kuò)展,附近區(qū)域可見明顯的補(bǔ)焊痕跡。
綜上所述,鈦合金進(jìn)口段表面裂紋是由于補(bǔ)焊過程中氣體保護(hù)效果差,高溫吸氧形成富氧層,與基體相比,呈現(xiàn)高硬度、低塑性特征,在去應(yīng)力退火應(yīng)力釋放過程中產(chǎn)生開裂。
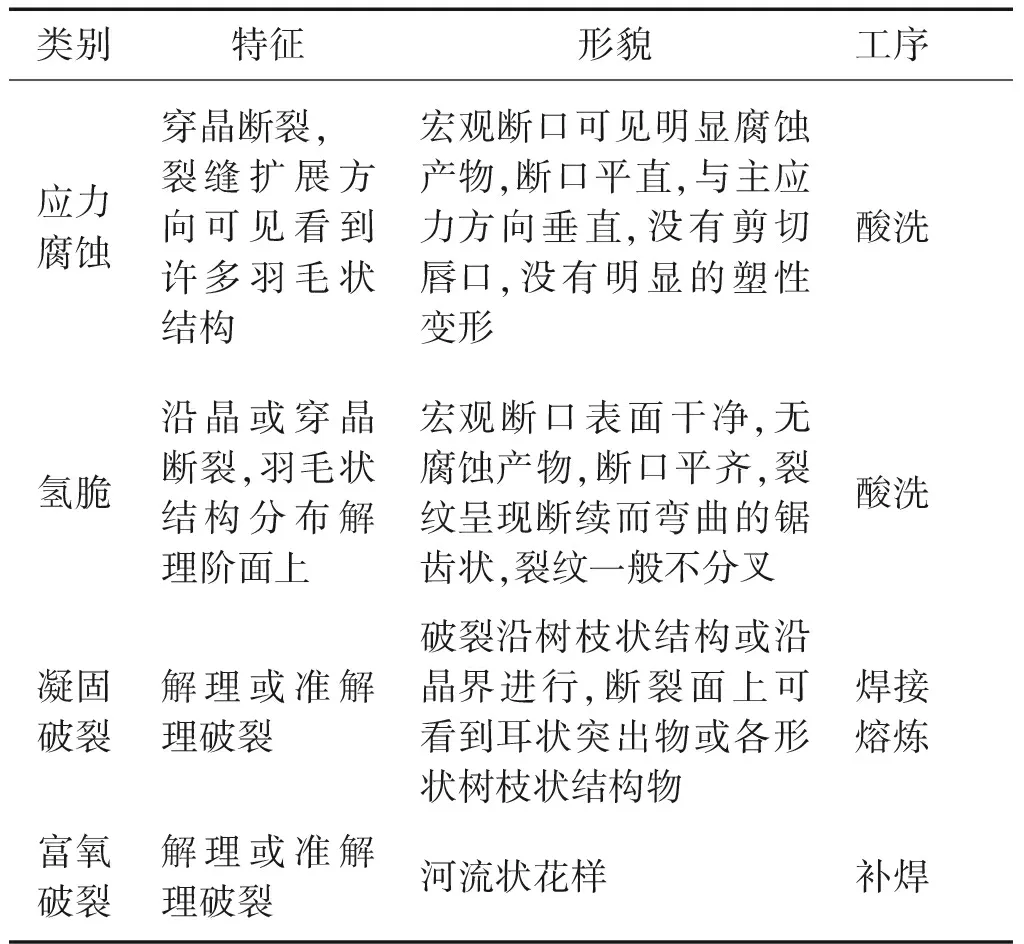
表2 鈦合金常見開裂方式
2 改進(jìn)措施
2.1 鑄造工藝方案優(yōu)化
進(jìn)口段原澆注方案采用側(cè)注式,厚大法蘭無法放置冒口補(bǔ)縮,易產(chǎn)生疏松缺陷。本文采用底注式取代原澆注方案,分別從上端面、下端面引入澆注系統(tǒng),確保金屬液充型平穩(wěn)。
通過采用Procast進(jìn)行充型及凝固過程仿真模型,充型結(jié)果如圖6所示。
充型2.46 s時(shí)合金流經(jīng)橫澆道通過內(nèi)澆道進(jìn)入型腔,開始沿高度方向自下而上進(jìn)行充型。分別于4.6 s,5.5 s完成充型,兩種方案充型時(shí)間均較短,過程平穩(wěn),無湍流現(xiàn)象,有利于排氣排渣,表明澆注位置與澆注系統(tǒng)的設(shè)置合理。
凝固后縮孔分布如圖7所示,方案二在法蘭處出現(xiàn)縮孔,而方案一則將缺陷從法蘭處引入冒口。由圖6(d)可以看出,澆注系統(tǒng)金屬液溫度低于液相線,鑄件補(bǔ)縮只能依靠冒口,方案二法蘭部位溫度高于其他部位,冒口與法蘭間金屬凝固,補(bǔ)縮通道關(guān)閉,該處凝固收縮后得不到金屬液的補(bǔ)充而出現(xiàn)集中縮孔,而方案一冒口根部溫度高于其他部位,補(bǔ)縮通道暢通,故法蘭處無縮孔缺陷。因此選擇從上端面引入的底注式澆注方案。

圖6 充型過程溫度分布Fig.6 Temperature field of mold filling
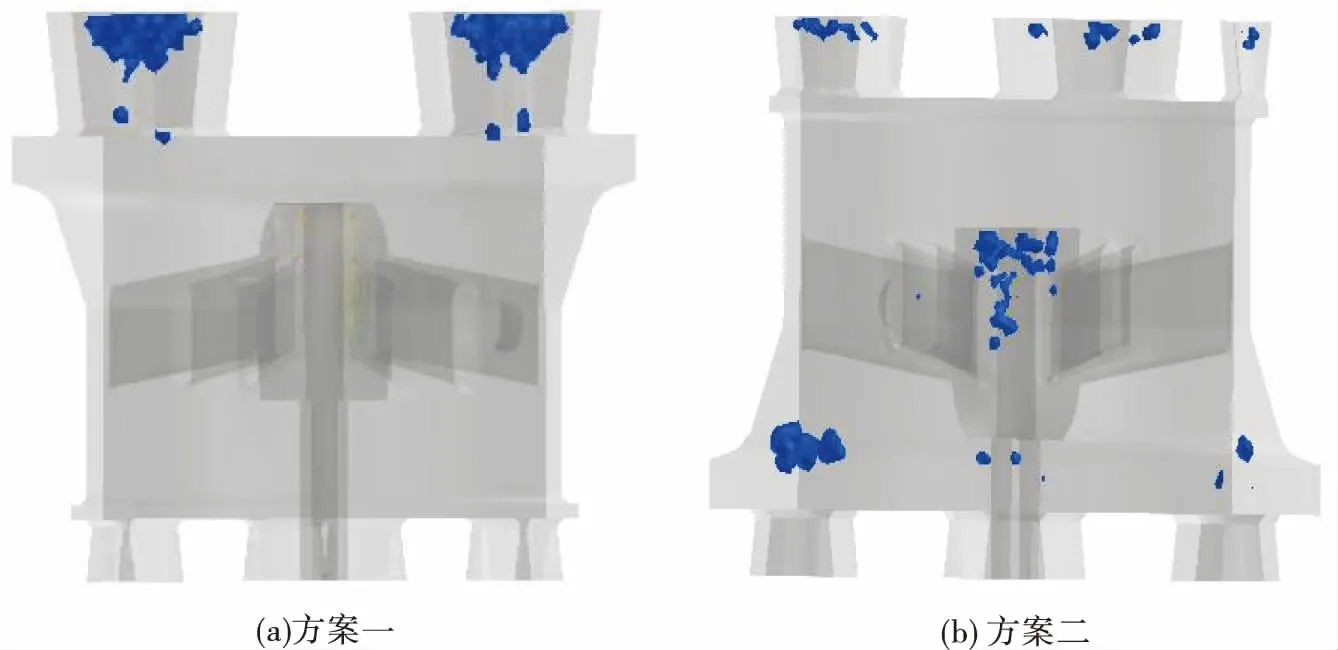
圖7 縮孔預(yù)測(cè)分布Fig.7 Distribution results of shrinkage
2.2 改善氣體保護(hù)
鈦合金活性大,表面易氧化形成富氧α層,在應(yīng)力作用下,引起表面開裂,因此補(bǔ)焊時(shí)需進(jìn)行氣體保護(hù)。傳統(tǒng)氣體保護(hù)方式在大氣環(huán)境中施焊,利用焊槍噴嘴、拖罩和背面保護(hù)裝置通以適當(dāng)流量的Ar或Ar+He混合氣體,把焊接高溫區(qū)與空氣隔開,以防止空氣侵入而沾污焊接區(qū)的金屬,這是一種局部氣體保護(hù)的焊接方法。當(dāng)焊件結(jié)構(gòu)復(fù)雜,局部氣體保護(hù)裝置不易放置,導(dǎo)致氣體保護(hù)效果差。本方案采用氬氣保護(hù)箱(圖8),箱體在焊接前先抽真空,然后充惰性氣體,將焊接高溫區(qū)與空氣完全隔開,提高氣體保護(hù)效果。

圖8 氬氣保護(hù)箱Fig.8 Box of argon protection
3 驗(yàn)證效果
工藝優(yōu)化控制措施應(yīng)用到鑄件生產(chǎn)中,X光透視法蘭處鑄造缺陷數(shù)量由改進(jìn)前13處減少為1處,平均打磨深度由2.7 mm減少為0.5 mm,如圖9所示,法蘭處缺陷數(shù)量明顯減少,程度明顯減輕,與仿真預(yù)測(cè)結(jié)果一致,鑄造工藝優(yōu)化效果明顯。采用箱內(nèi)焊接,提高氣體保護(hù)效果,補(bǔ)焊一次合格率由70%提高至95%。
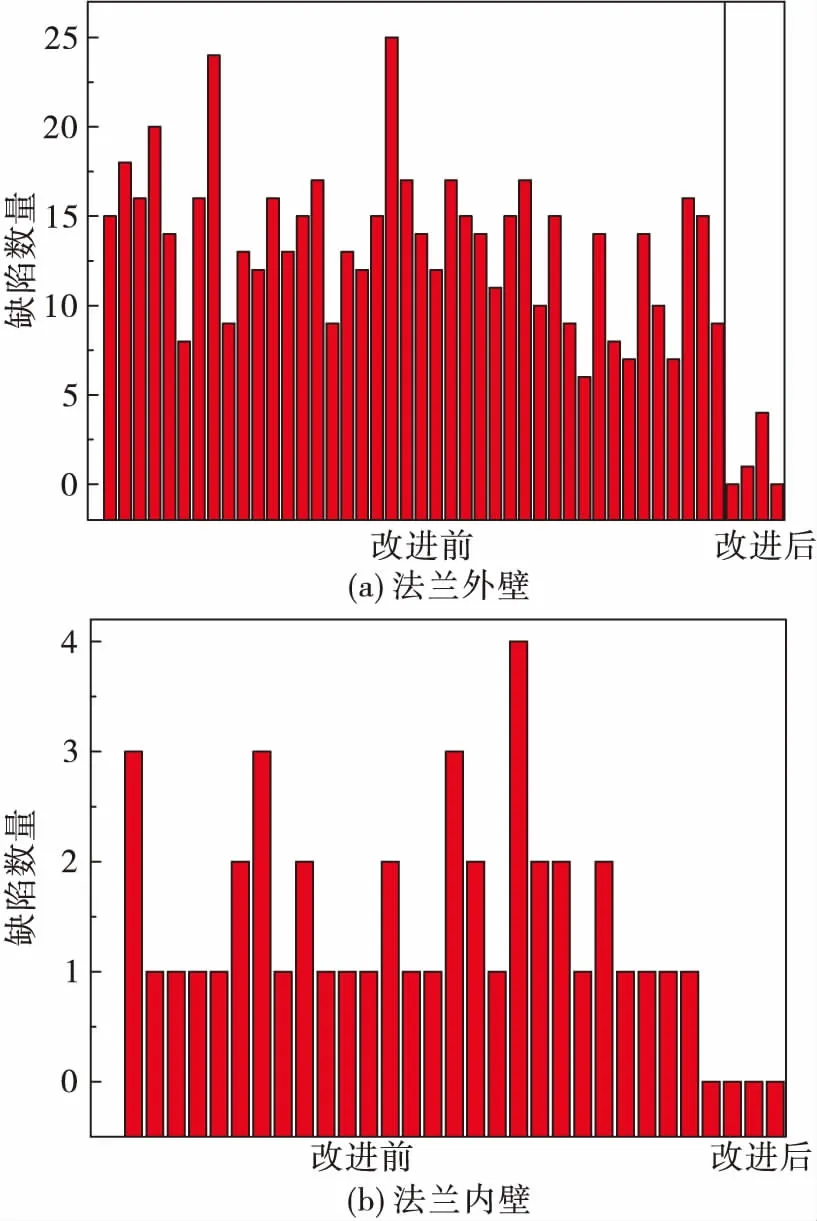
圖9 改進(jìn)前后不同部位缺陷數(shù)量統(tǒng)計(jì)Fig.9 The number of defects before and after improvement
4件產(chǎn)品熱處理后熒光檢查均一次合格,解決了熒光線性顯示問題。改進(jìn)后鑄件理化性能、內(nèi)部質(zhì)量(X光透視)、表面質(zhì)量(熒光檢查)、尺寸、液壓強(qiáng)度測(cè)試、水力試驗(yàn)均符合設(shè)計(jì)要求,改進(jìn)措施有效,效果明顯。
4 結(jié)論
1)通過對(duì)進(jìn)口段熒光線性缺陷問題進(jìn)行宏觀、微觀形貌觀察、材料成分檢測(cè),確定缺陷類型為裂紋,結(jié)合裂紋特征以及生產(chǎn)流程,排除了應(yīng)力腐蝕開裂、氫脆、凝固破裂等可能原因,確定了裂紋為富氧破裂,其產(chǎn)生與補(bǔ)焊過程有關(guān)。
2)針對(duì)薄弱環(huán)節(jié),應(yīng)用仿真模擬技術(shù)進(jìn)行工藝優(yōu)化,將缺陷由法蘭R角引至冒口中,提高鑄件內(nèi)部質(zhì)量,缺陷數(shù)量大幅減少。采用氬氣保護(hù)箱整體保護(hù)方式,提高氣體保護(hù)效果,補(bǔ)焊合格率大幅提高,熒光檢查均一次合格,解決進(jìn)口段表面裂紋質(zhì)量問題,可靠性試車考核合格,消除薄弱環(huán)節(jié),大幅提高了發(fā)動(dòng)機(jī)的使用可靠性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02