6061-T6/A356-T6鋁合金焊接工藝研究
2019-12-11 06:05:40金文福沈其明魏鵬堯齊芃芃
有色金屬加工 2019年6期
關(guān)鍵詞:焊縫
金文福,沈其明,魏鵬堯,齊芃芃
(遼寧忠旺集團(tuán)有限公司, 遼寧 遼陽 111003)
近幾年來,隨著國家節(jié)能、減排、降耗型“低碳經(jīng)濟(jì)”的提出,鋁合金材料的應(yīng)用在提高能源效率方面起到了重要作用。A356鑄造鋁合金[1-2]是一種具有優(yōu)秀綜合性能的鑄造鋁合金,具有優(yōu)良的熱處理性能、加工性能、良好的強(qiáng)度和韌性、良好的導(dǎo)熱導(dǎo)電等性能,逐漸成為工業(yè)中廣泛應(yīng)用的Al-Si系鑄造合金。隨著汽車、飛機(jī)等工業(yè)的不斷進(jìn)步與發(fā)展,在實(shí)際生產(chǎn)中會(huì)出現(xiàn)A356鑄造鋁合金與擠壓鋁合金型材焊接的連接形式,目前國內(nèi)對于鑄造鋁合金與擠壓鋁合金焊接的研究很少,本文通過采用A356-T6鑄造鋁合金與6061-T6鋁合金板材進(jìn)行對接焊接試驗(yàn),主要研究其焊接工藝過程及焊接接頭的各項(xiàng)性能,為A356鋁合金焊接生產(chǎn)提供合理的焊接工藝指導(dǎo)[3-5]。
1 試驗(yàn)材料與方法
本研究選用的材料為A356-T6 鑄造鋁合金板材和6061-T6變形鋁合金板材,尺寸均為300mm × 150mm × 6mm。使用的填充絲為ER5356,直徑為1.2mm。母材成分見表1;合金A356-T6的屈服強(qiáng)度為230MPa,抗拉強(qiáng)度為290MPa,延伸率為11%;合金6061-T6的屈服強(qiáng)度為294MPa,抗拉強(qiáng)度為326MPa,延伸率為17%。

表1 試驗(yàn)材料的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
焊接試板在焊前需開35°V型坡口,不留鈍邊,選用福尼斯TPS-5000焊機(jī)進(jìn)行焊接,保護(hù)氣體采用氬氣(99.99%)保護(hù),氣體流量為22L/min。焊接前采用碗刷和手刷將待焊區(qū)域打磨,以去除材料表面的氧化膜,并用丙酮清洗后吹干。
選用日本島津AG-X100KNH型萬能試驗(yàn)機(jī)進(jìn)行拉伸試驗(yàn),加載速率為10mm/min,每組測試3個(gè)試樣,取平均值作為試驗(yàn)結(jié)果。采用蔡司M2m光學(xué)顯微和島津進(jìn)行接頭組織觀測。使用FV-810型維氏顯微硬度計(jì)進(jìn)行硬度檢測,測試位置為接頭壁厚1/2處,測試點(diǎn)間距為1mm。焊接取樣位置如圖1所示,焊接試板頭尾各去20mm。
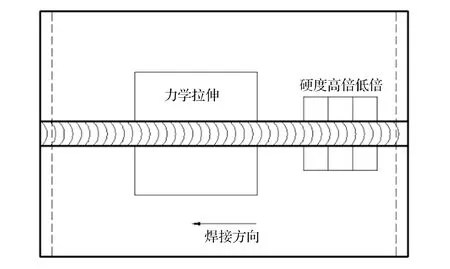
圖1 焊接取樣位置Fig.1 Welding sampling position
2 試驗(yàn)結(jié)果與分析
2.1 金相組織
截取焊縫橫截面,用水磨砂紙和金剛石拋光膏進(jìn)行金相試樣制備,拋光后用科勒試劑對試樣進(jìn)行腐蝕,采用光學(xué)顯微鏡進(jìn)行微觀組織觀測。圖2為6061/A356鋁合金接頭不同區(qū)域的微觀組織照片,其中(a)(b)為兩種母材的微觀組織,(c)(d)為兩種金屬熔合線側(cè)的微觀組織,(e)(f)為焊縫中心處的微觀組織。
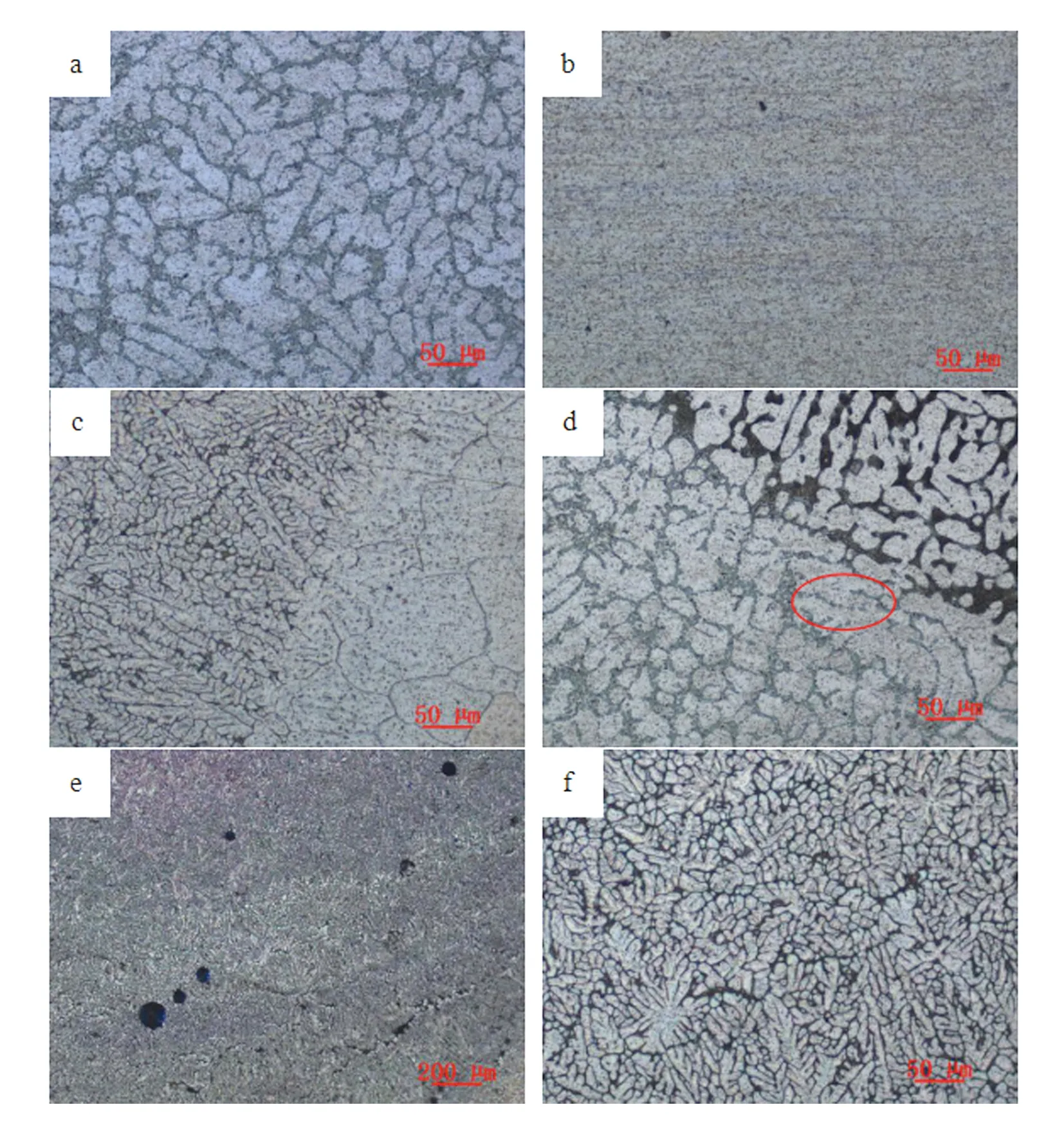
(a)母材A356; (b) 母材6061; (c) A356側(cè)熔合線;(d) 6061側(cè)熔合線; (e) 焊縫中心; (f) 焊縫中心圖2 焊縫顯微組織Fig.2 Weld microstructure
從圖2可以看出,焊縫區(qū)域組織由α-Al晶粒和晶間的Al-Si共晶組成,圖2(f)中的淺灰色區(qū)域?yàn)棣?Al基體,黑色的網(wǎng)狀組織為Al-Si共晶組織。熱影響區(qū)的組織和母材相同,為α-Al基體+大量的晶間共晶Si顆粒。圖2(d)為6061側(cè)熔合線附近微觀組織,可以看出在熔融區(qū)存在明顯的晶間液化現(xiàn)象(紅圈處)。主要是由于焊接過程中熱循環(huán)導(dǎo)致,在焊接過程中,部分熔融區(qū)溫度位于固相線和液相線之間,晶界位置低熔點(diǎn)相和部分基體熔化后得到亞共晶成分液體,形成環(huán)繞各個(gè)晶粒的晶間液化帶,最終凝固形成由白色貧化Al固溶體+黑色晶界共晶體組成的晶間液化組織。
2.2 接頭力學(xué)性能
表2為A356-T6板材與6061-T6焊接接頭的力學(xué)性能檢測結(jié)果,可以看出焊縫抗拉強(qiáng)度平均值為190MPa,分別為A356-T6和6061-T6母材抗拉強(qiáng)度的66%和60%,斷裂位置均在鑄件側(cè)熔合線附近。
2.3 接頭硬度分布
圖3為沿焊縫橫截面測試得到的接頭顯微硬度分布圖。可以看出,硬度分布表現(xiàn)為典型的“W”型。在焊縫填充金屬區(qū)域,中心處硬度達(dá)到一個(gè)極大值97HV,向兩側(cè)硬度逐漸減小,在A356熔合線處達(dá)到最小值43HV,6061側(cè)熱影響區(qū)存在硬度最低點(diǎn)達(dá)到66HV,硬度最低點(diǎn)為力學(xué)最薄弱位置,與力學(xué)結(jié)果一致。
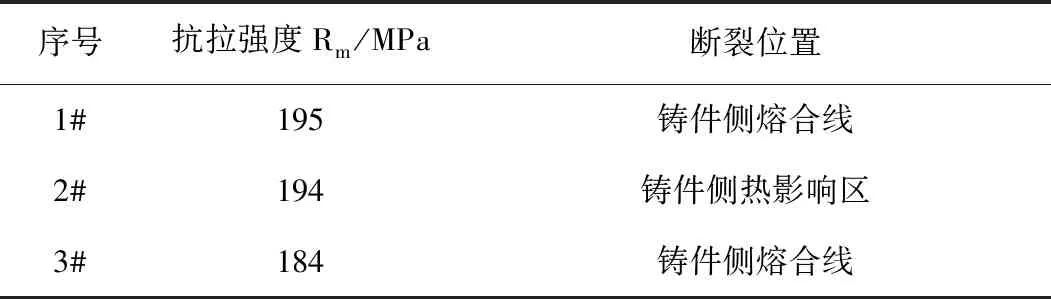
表2 接頭力學(xué)性能
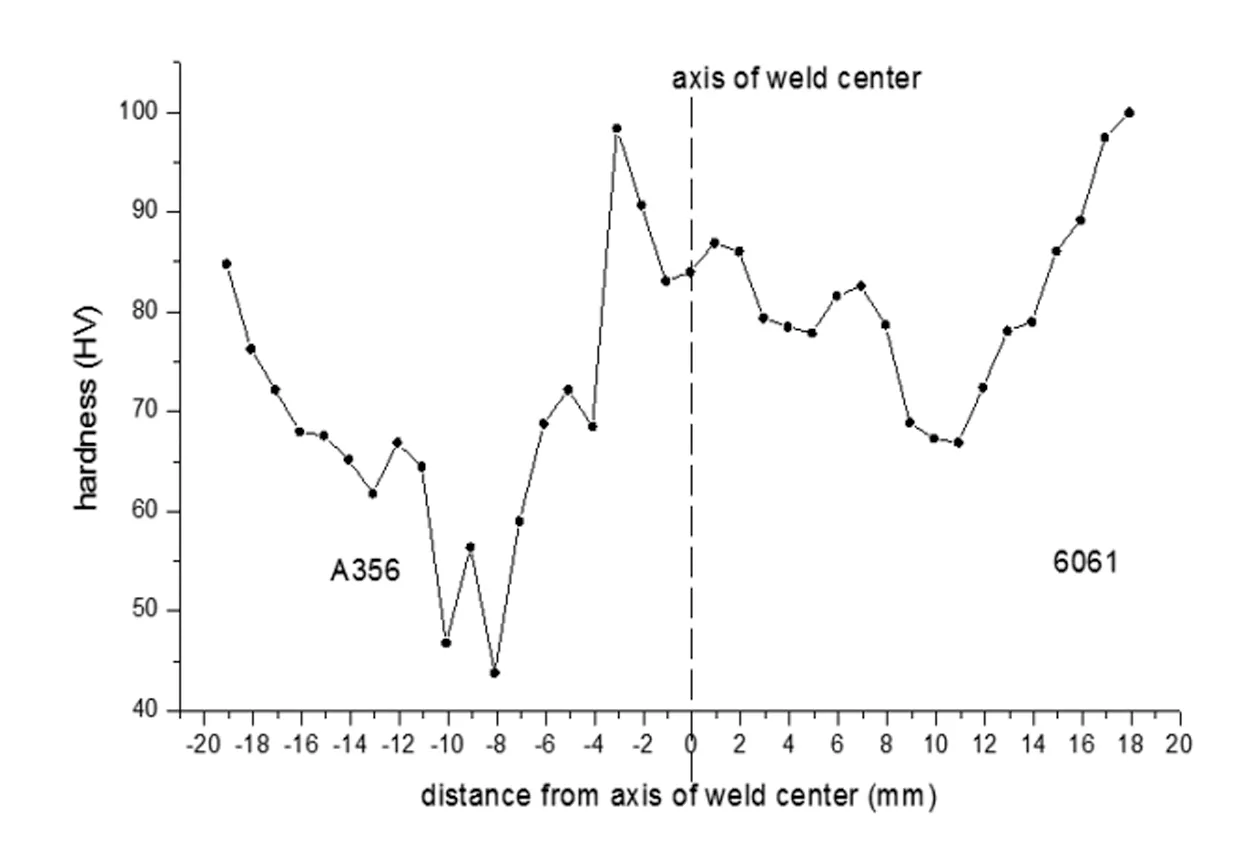
圖3 接頭硬度分布Fig.3 Joint hardness distribution
3 結(jié)論
(1)A356-T6/6061-T6焊縫組織主要由熔合線附近柱狀晶+樹枝晶+少量等軸晶組成,焊縫區(qū)域晶粒比較細(xì)小,熱影響區(qū)晶粒較大,焊縫組織主要由α-Al晶粒和Al-Si共晶組織組成。
(2)6061鋁合金側(cè)部分熔融區(qū)內(nèi)出現(xiàn)晶界液化現(xiàn)象,晶界液化組織由α-Al固溶體貧化區(qū)+晶界共晶體組成。
(3)A356-T6/6061-T6焊接接頭焊后強(qiáng)度平均可達(dá)到190 MPa,分別為A356-T6和6061-T6母材抗拉強(qiáng)度的66%和60%。
(4)焊接接頭硬度最低點(diǎn)位于A356鑄件側(cè)熔合線位置處,為整個(gè)焊接接頭的最薄弱位置。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07