典型水冷式鋁合金電動機外殼擠壓模結(jié)構(gòu)的改進
2019-12-11 06:56:36馮顯澤寸海燕廖嘉杰鄧汝榮
有色金屬加工 2019年6期
關鍵詞:結(jié)構(gòu)
馮顯澤,寸海燕,廖嘉杰,鄧汝榮
(廣州科技職業(yè)技術大學,廣東 廣州 510550)
隨著現(xiàn)代制造技術的發(fā)展以及材料科學的進步,水冷式電機成為了一些重大裝備和設備的必要與重要部件,其外殼材質(zhì)使用鋁合金型材引起了行業(yè)廣泛關注。傳統(tǒng)材質(zhì)采用的是鑄造合金,效率低,也不適應時代對環(huán)保的要求。但水冷式電機殼型材的結(jié)構(gòu)要比風冷和自然冷卻方式的結(jié)構(gòu)復雜得多,模具的設計、加工及擠壓生產(chǎn)的難度要大得多。開發(fā)適用的、經(jīng)濟的水冷式電機外殼和模具是關鍵和根本。目前行業(yè)的難點和痛點在于如何將高性能的鋁合金材料通過模具生產(chǎn)成水冷式電機殼產(chǎn)品,模具的問題制約了水冷式電機的推廣應用。常常因為模具的原因,在水冷式電動機外殼的鋁型材生產(chǎn)過程中,使得產(chǎn)品的內(nèi)孔出現(xiàn)橢圓的情況,或出現(xiàn)內(nèi)孔偏心即產(chǎn)品壁厚不均勻現(xiàn)象,需要進行二次或三次的再加工。同時,模具的壽命不高,出現(xiàn)模具過早失效的現(xiàn)象,而且模具失效后,可重復使用的部件率低,可互換性差,造成材料的巨大浪費。本文針對一款典型水冷式電動機鋁合金外殼型材的擠壓模的傳統(tǒng)結(jié)構(gòu)進行研究,在分析傳統(tǒng)模具的基礎上,提出新的模具結(jié)構(gòu),能夠有效解決模具在生產(chǎn)過程中出現(xiàn)的問題并大大提高模具的壽命,而且模具制造簡單、成本低。
1 產(chǎn)品結(jié)構(gòu)特征分析
圖1所示為一款典型的大型水冷式電動機外殼鋁型材斷面,其斷面面積為11803.8mm2,一般采用6061或6063鋁合金,具有良好的散熱功能。該斷面有內(nèi)、外兩層的13個空腔,其中外層(中間)有12個較小的空腔,是起冷卻用的過水槽;內(nèi)層(中心)有1個大的空腔,該部位安裝電動機的定子與轉(zhuǎn)子等部件,是電動機外殼的主要安裝部位,該部位的尺寸精度特別是圓度要求最高。雖然形狀具有對稱性,但形狀較為復雜。
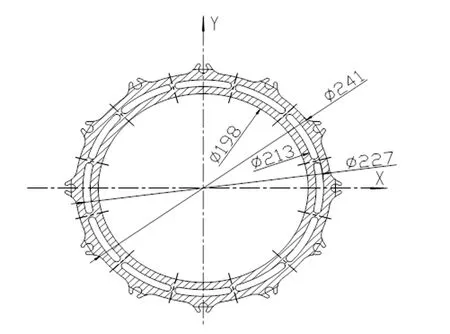
圖1 型材斷面Fig.1 Profile section
目前廠家生產(chǎn)這款鋁型材時,模具的成本較大,原因主要是,一方面模具加工難度較大,制造所需周期長,特別是要采用銅電極進行電火花加工,電極的加工及材料損耗費用都比較大,制造成本高,模具制造精度不易保證,模芯、分流孔及分流橋加工誤差大,容易造成對應部位流速的不均而導致內(nèi)腔出現(xiàn)橢圓現(xiàn)象;另一方面是模具強度不易保證,模具容易斷裂。
2 傳統(tǒng)模具結(jié)構(gòu)分析
根據(jù)型材的特點,并考慮適合的擠壓系數(shù)和較低的模具成本,傳統(tǒng)模具設計在擠壓機能力及模具尺寸規(guī)格選擇方面都是合理的。選擇的擠壓機能力為40MN,其擠壓筒內(nèi)徑為Φ365mm,經(jīng)計算,擠壓系數(shù)為8.9,擠壓比較小,型材擠出后可能會保留鑄態(tài)組織,導致性能降低。其采用的結(jié)構(gòu)是傳統(tǒng)的三件式分流模,分別由前置分流板、上模與下模三件組成,如圖2所示。

圖2 傳統(tǒng)模具結(jié)構(gòu)總成Fig.2 Conventional mold structure assembly
傳統(tǒng)結(jié)構(gòu)不足的是,13個空腔形成的模芯均在上模,上模結(jié)構(gòu)如圖3所示。從圖中可知,內(nèi)層空腔形成的大模芯與外層空腔形成的小模芯之間的金屬成型由內(nèi)層對應的分流孔進行金屬流量的供應,但內(nèi)層12個分流孔之間的分流橋(圖中的A處),由于大模芯與小模芯形成的障礙,是不能像常規(guī)的分流橋一樣加工成水滴狀而有利于金屬在該處的分流和焊合,因此,這些部位是金屬難于成型的地方,流速很慢,甚至出現(xiàn)金屬充不滿的現(xiàn)象。
另外上模厚度大(175mm),也使得內(nèi)層分流孔的加工難度大,如同在上模中加工涵洞一般,因而加工精度不易得到保證。更主要的是,13個模芯必須采用銅電極在電火花機上進行電加工方法才能加工出來,由于型材的空腔面積大,因此要消耗的電極材料較大,而且電加工后的模芯表面粗糙度差,模芯的拋光研磨困難,一方面研磨后達到的精度低,另一方面制造的周期長。最終結(jié)果是模具的制造精度低,在結(jié)構(gòu)上的對稱部位因制造難于達到均勻或相稱,造成擠壓時產(chǎn)品的尺寸精度難于保證。傳統(tǒng)結(jié)構(gòu)雖然采用前置分流板(圖4),但由于上模分流孔的布置使可采用大分流比的可能受到了一定限制,經(jīng)計算,前置板的分流比為2.93,而上模的分流比為4.9,兩者相差過大(約50%),而且是前者的分流比較后者的小,容易引起擠壓力激增。由此可見,傳統(tǒng)結(jié)構(gòu)不能充分降低擠壓力,減輕模具的受力情況。
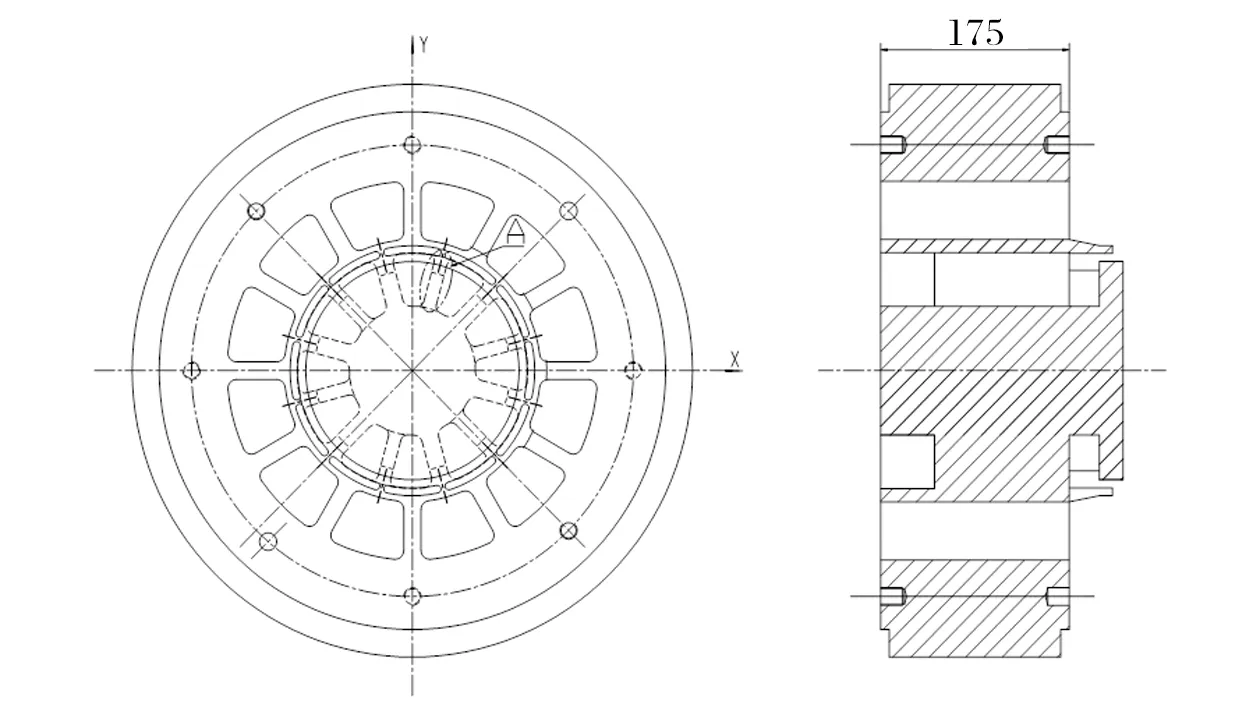
圖3 傳統(tǒng)上模結(jié)構(gòu)Fig.3 Conventional upper die structure
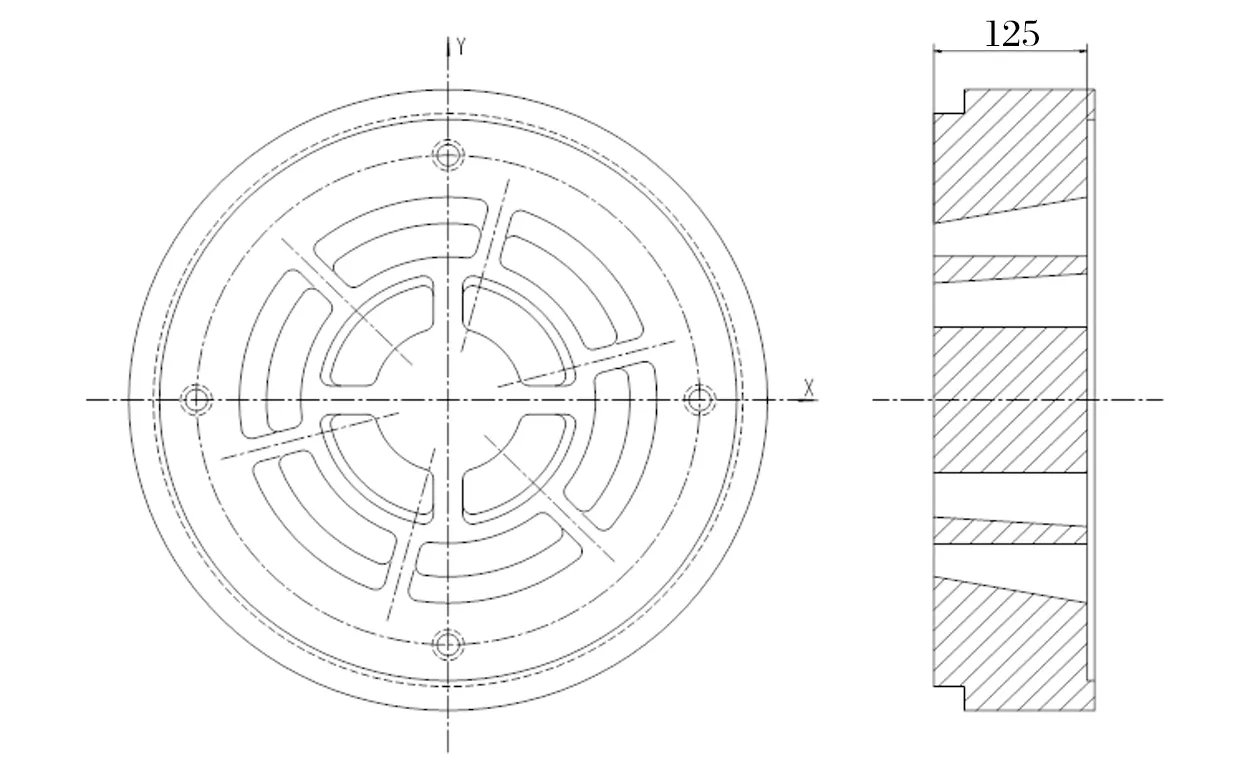
圖4 傳統(tǒng)結(jié)構(gòu)前置分流板結(jié)構(gòu)Fig.4 Front shunt plate structure of conventional structure
傳統(tǒng)結(jié)構(gòu)的主要技術參數(shù)如下:(1)前置分流板分流比2.93。(2)上模分流比4.9。(3)前置分流板外層分流孔10個,外層6個和內(nèi)層4個;外層分流孔間的分流橋?qū)挾?0mm,內(nèi)層分流孔間的分流橋?qū)挾?4mm。(4)上模共24個分流孔,外層分流孔12個和內(nèi)層分流孔12個,其中內(nèi)層采用了“一分為二”的分流孔結(jié)構(gòu)。外層分流孔間分流橋?qū)挾?6mm,內(nèi)層分流孔間的分流橋?qū)挾确謩e為16和12mm。(5)前置分流板厚度125mm,上模厚度175mm。
3 改進后的模具結(jié)構(gòu)
根據(jù)型材模芯結(jié)構(gòu)的特點,改變傳統(tǒng)的三件組成結(jié)構(gòu)形式,將上模拆分成兩個,把內(nèi)、外兩層的模芯分別置于兩個上模中,可分別稱之為上模1和上模2,上模1的模芯為內(nèi)空腔的大模芯,而上模2的模芯由外空腔形成的12個小模芯組成,兩個上模分開加工,然后上模1鑲嵌在上模2中。這是模具結(jié)構(gòu)改進的關鍵點。這樣新的模具結(jié)構(gòu)組成就變成了四件式,分別是前導分流板、上模1、上模2和下模(圖5)。
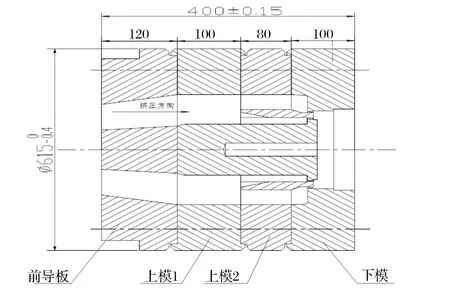
圖5 改進后的模具結(jié)構(gòu)總成Fig.5 Improved die structure assembly
改進后模具結(jié)構(gòu)的主要特點包括下列幾點:
(1)上模加工容易。上模1(圖6)這種結(jié)構(gòu)可使其模芯(即產(chǎn)品中心對應的內(nèi)腔形成大模芯)采用車削的方式和外圓磨的方式進行粗、精加工,這樣的加工方式可以得到很高的尺寸精度和表面粗糙度,取消了電加工工序和避免了人工研磨的方式,在加工過程中,不必采用銅電極與電火花加工,大大縮短了制造周期,節(jié)約了制造成本。加工過程的簡單化,使得模具的制造精度容易保證,從而使產(chǎn)品的最終質(zhì)量有了保證。
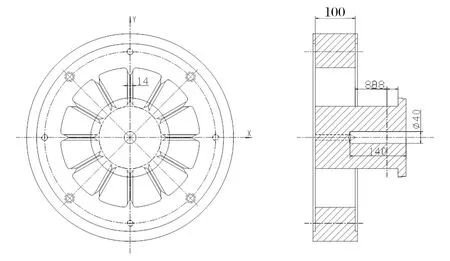
圖6 新模具結(jié)構(gòu)的上模1結(jié)構(gòu)Fig.6 Upper die 1 structure of new mold structure
而對于上模2(圖7),雖然有12個模芯,但同樣可以通過車削方式和研磨的方式進行加工。首先將模芯加工成一個圓環(huán)狀的模芯,再通過線切割加工出模芯間的金屬導流孔,并借助銅電極電火花加工出模芯間的圓弧部位,這樣的加工快捷簡單,所需電極材料少。
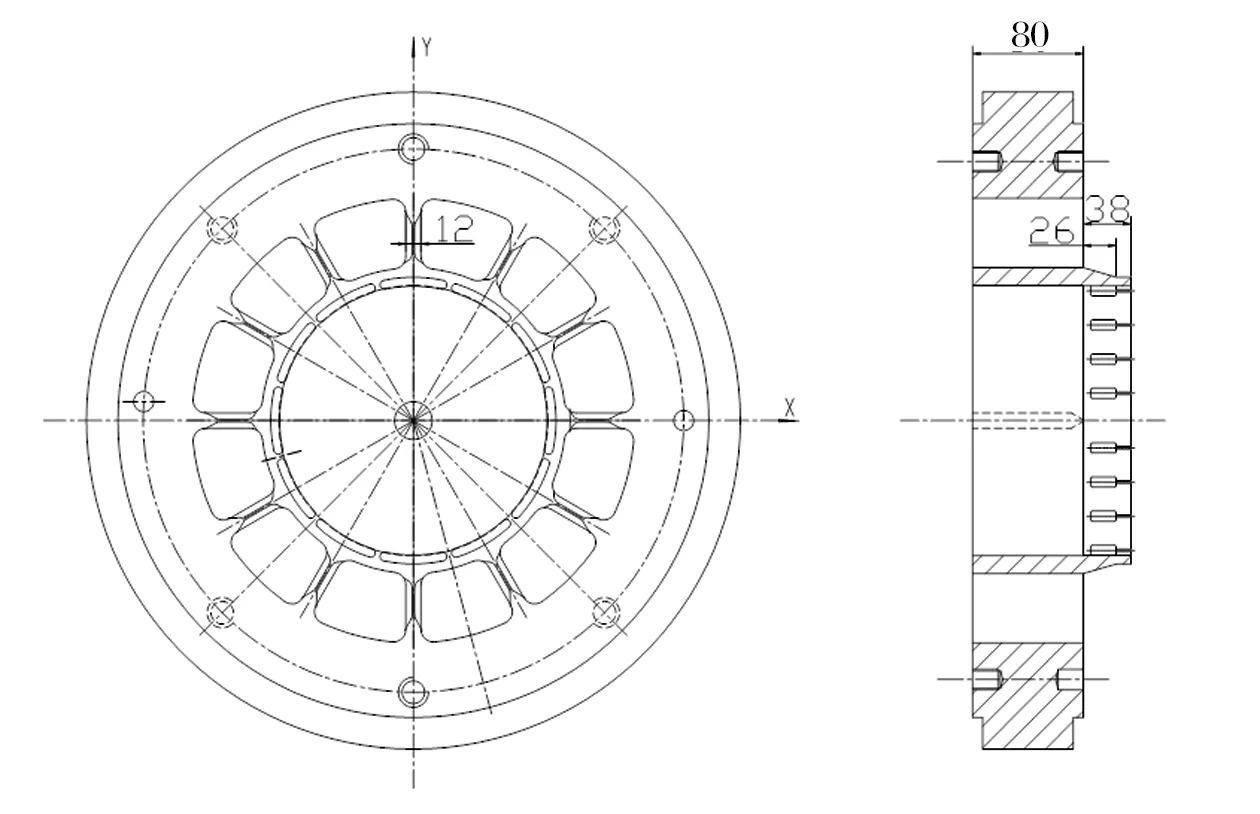
圖7 新模具結(jié)構(gòu)的上模2結(jié)構(gòu)Fig.7 Upper die 2 structure of new mold structure
(2)使得傳統(tǒng)結(jié)構(gòu)中金屬難以供應部位的金屬供應得到了改善。從上模1結(jié)構(gòu)圖可知,上模1所有的分流橋均可加工成水滴狀,解決了傳統(tǒng)結(jié)構(gòu)中小模芯與大模芯間金屬難以焊合成型的問題。從而可使這些部位的金屬流速與其它部位趨于一致,消除了型材內(nèi)腔出現(xiàn)橢圓的可能。另外,上模1和上模2均有12個分流孔,分流橋?qū)挾刃∮?4mm。實踐表明,當分流橋?qū)挾刃∮?6mm時,分流橋底金屬流速與其它部位的差異在工作帶相同的情況下幾乎可以忽略,即上模1模芯工作帶和下模模孔工作帶可不必設計成級差來進行流速調(diào)整,可以忽略分流橋底的因素,從而消除了外圓出現(xiàn)橢圓的可能。
(3)模具的機械性能與強度得到了提高。在上模1模芯的中心設計40mm×140mm的工藝孔,這樣可提高模具在熱處理時的淬透性,從而提高模具的機械性能與強度。
(4)可以取得更大的分流比,從而有效降低擠壓力,提高模具強度。由于上模結(jié)構(gòu)的改變,前置導流板的分流孔布置可以設計得更合理和簡單(圖8),共有4個分流孔,可獲得更大的分流比。
(5)下模(圖9)工作帶選擇可以更為簡單,消除了產(chǎn)品外形出現(xiàn)橢圓的可能,并使加工簡單化。
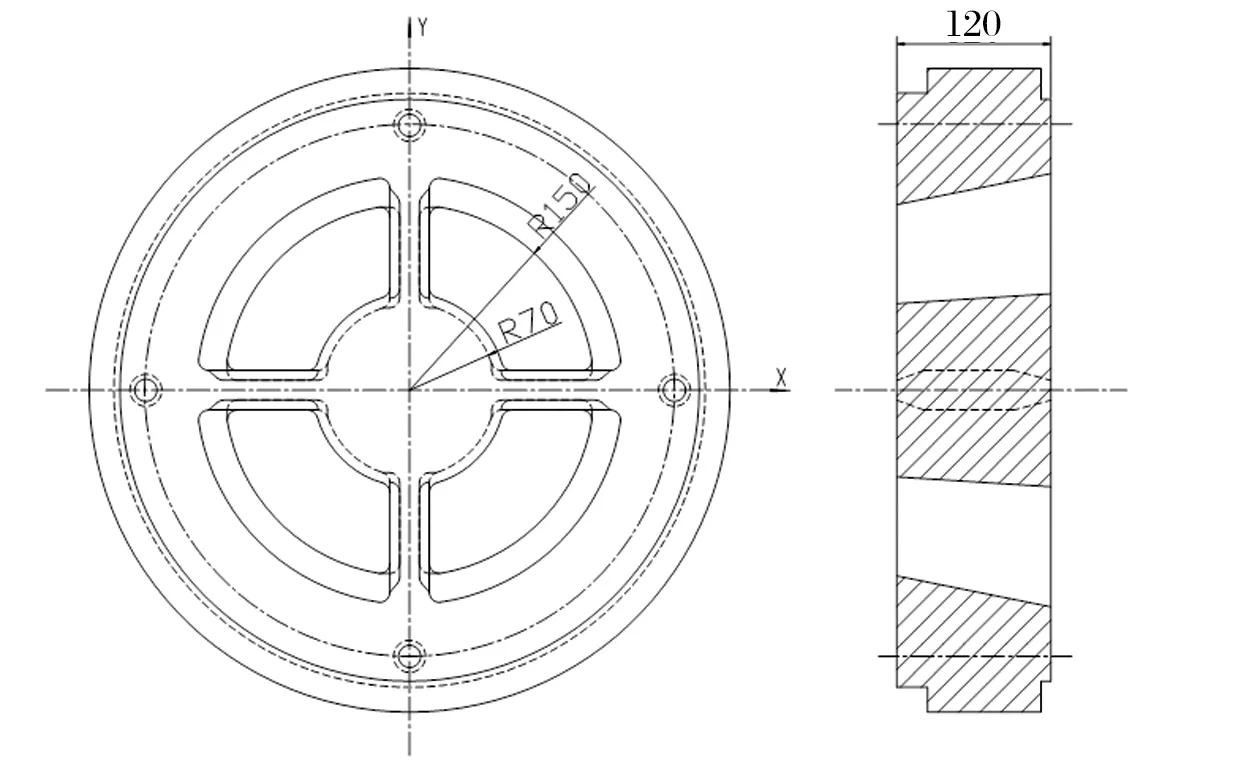
圖8 新模具結(jié)構(gòu)的前置分流板結(jié)構(gòu)Fig.8 Front shunt plate structure of new mould structure
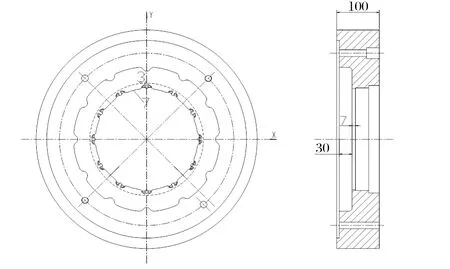
圖9 新模具結(jié)構(gòu)的下模結(jié)構(gòu)Fig.9 Lower die structure of new die structure
4 結(jié)束語
對改進后的新模具投入制造和擠壓生產(chǎn)進行跟蹤。數(shù)據(jù)表明,新模具制造周期僅為15d,對比傳統(tǒng)模具的40d,大大縮短了加工周期,而且模具的平均壽命是傳統(tǒng)的2.5倍以上。更重要的是,經(jīng)改進后的新模具擠壓所得到的型材產(chǎn)品質(zhì)量大大提高, 尺寸可達GB5237的高精度等級,個別達到超高精級,消除了傳統(tǒng)模具擠壓時型材出現(xiàn)橢圓的現(xiàn)象。由此可見,在電動機外殼鋁型材的生產(chǎn)中,模具是關鍵和重要的因素,應當充分利用產(chǎn)品的形狀特征來進行模具結(jié)構(gòu)設計。如上所述,采用了將上模拆分的方式,巧妙的將內(nèi)、外空腔形成的模芯分別放置在兩個上模中并且采用將上模整體鑲嵌的方式,一方面簡化了加工工序,降低了生產(chǎn)成本;另一方面改善了金屬的流動狀況,可得到高精度的優(yōu)質(zhì)產(chǎn)品。這說明,這種對傳統(tǒng)結(jié)構(gòu)進行改進的方法是有效的,值得復制和推廣。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50