鋁及鋁合金熔鑄新技術(shù)
2019-12-11 06:56:34何向問(wèn)
有色金屬加工 2019年6期
何向問(wèn)
(中色科技股份有限公司,河南 洛陽(yáng) 471039)
近20年來(lái)鋁合金熔鑄技術(shù)發(fā)展迅猛,一些新的熔鑄技術(shù)生根發(fā)芽快速成長(zhǎng),尤其是近10年來(lái),隨著人們對(duì)熔鑄產(chǎn)品重視度的提高,各種熔鑄技術(shù)遍地開(kāi)花,以其各自不同的特點(diǎn)有針對(duì)性的服務(wù)于各個(gè)工序,以下將介紹一些近5~10年來(lái)具有代表性的熔鑄技術(shù),主要包括熔體處理技術(shù)、鑄造技術(shù)、短流程鑄造技術(shù)和自動(dòng)化智能化集成技術(shù)。
1 熔體處理技術(shù)
1.1 除堿裝置
采用電解鋁液直接配料的熔鑄車間,通常會(huì)面臨電解鋁液內(nèi)堿金屬含量高、氫含量高、渣含量高的問(wèn)題。如果將未經(jīng)處理的電解鋁液直接轉(zhuǎn)入熔煉爐內(nèi),爐內(nèi)的精煉壓力會(huì)增大,熔煉爐生產(chǎn)周期會(huì)加長(zhǎng);同時(shí)堿金屬的去除需要加入鹽類精煉劑或氯氣,對(duì)爐子的內(nèi)襯要求大大提高,同等條件下?tīng)t子的壽命也會(huì)相對(duì)降低。因此,如果將電解鋁液凈化這一工序提前控制在一個(gè)較小的鋁液包范圍內(nèi),無(wú)論其在造渣量(相對(duì)于熔煉爐內(nèi))方面、廢氣的有組織回收方面還是熔煉爐的使用率和內(nèi)襯損耗方面均能產(chǎn)生較大的經(jīng)濟(jì)效益和環(huán)境效益。另外對(duì)于部分熔體質(zhì)量要求不高的產(chǎn)品,可以不用經(jīng)過(guò)爐前除堿處理,直接進(jìn)行后續(xù)爐內(nèi)精煉,而此時(shí)除堿裝置可用于其他生產(chǎn)線上電解鋁液的凈化,生產(chǎn)的靈活性較高。
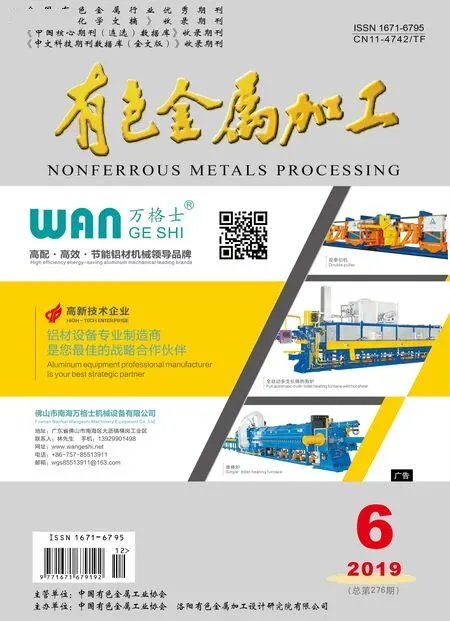
爐前電解鋁液包內(nèi)的除堿工作原理是:采用專用鋁液車將電解鋁液包運(yùn)至除堿裝置工作位,對(duì)正放好后,除堿裝置的轉(zhuǎn)子伸入包內(nèi)進(jìn)行旋轉(zhuǎn),噴入精煉氣體或精煉劑顆粒,完成精煉后,包內(nèi)產(chǎn)生的絕大部分鋁渣會(huì)上浮或下沉與中間的電解鋁液分離開(kāi),然后將干凈的電解鋁液轉(zhuǎn)注到熔煉爐內(nèi),殘?jiān)粼诎鼉?nèi)定期清理。
除堿裝置按轉(zhuǎn)子數(shù)量分為單轉(zhuǎn)子和雙轉(zhuǎn)子兩種,按處理的鋁液包形式分為敞口包的除堿和真空包的除堿,如圖1所示。
1.2 爐側(cè)旋轉(zhuǎn)除氣裝置
熔煉爐、保溫爐內(nèi)一般都會(huì)對(duì)鋁熔體進(jìn)行精煉,現(xiàn)代化的工廠對(duì)精煉有以下要求:①降低操作工勞動(dòng)強(qiáng)度。目前一些精煉方法由人工拋灑精煉劑,人工攪拌均勻,工人操作量大,勞動(dòng)強(qiáng)度高。②改善操作工作業(yè)環(huán)境。人工爐前精煉的方法,人員作業(yè)環(huán)境惡劣,安全性較差;高溫、有毒煙氣、灰塵等均對(duì)工人的職業(yè)健康造成危害。③降低精煉過(guò)程能源消耗。一些精煉過(guò)程需要長(zhǎng)時(shí)間開(kāi)啟爐門(mén),熱量損失嚴(yán)重,能源消耗量較大。④減少環(huán)境污染。一些加精煉劑和攪拌的操作中,爐門(mén)開(kāi)啟,部分有害煙氣會(huì)由爐門(mén)排到車間,污染環(huán)境。⑤精煉裝置結(jié)構(gòu)簡(jiǎn)單易維護(hù)。部分爐內(nèi)精煉方法在人工安全、節(jié)能和環(huán)保方面均能滿足要求,但是機(jī)構(gòu)相對(duì)復(fù)雜,不易維護(hù)。爐側(cè)旋轉(zhuǎn)除氣的方式在爐內(nèi)精煉中能較好的滿足上述要求,具有很大優(yōu)勢(shì)。
(a)單轉(zhuǎn)子敞口包除堿裝置 (b)雙轉(zhuǎn)子真空包除堿裝置 圖1 除堿裝置Fig.1 Alkali removal device
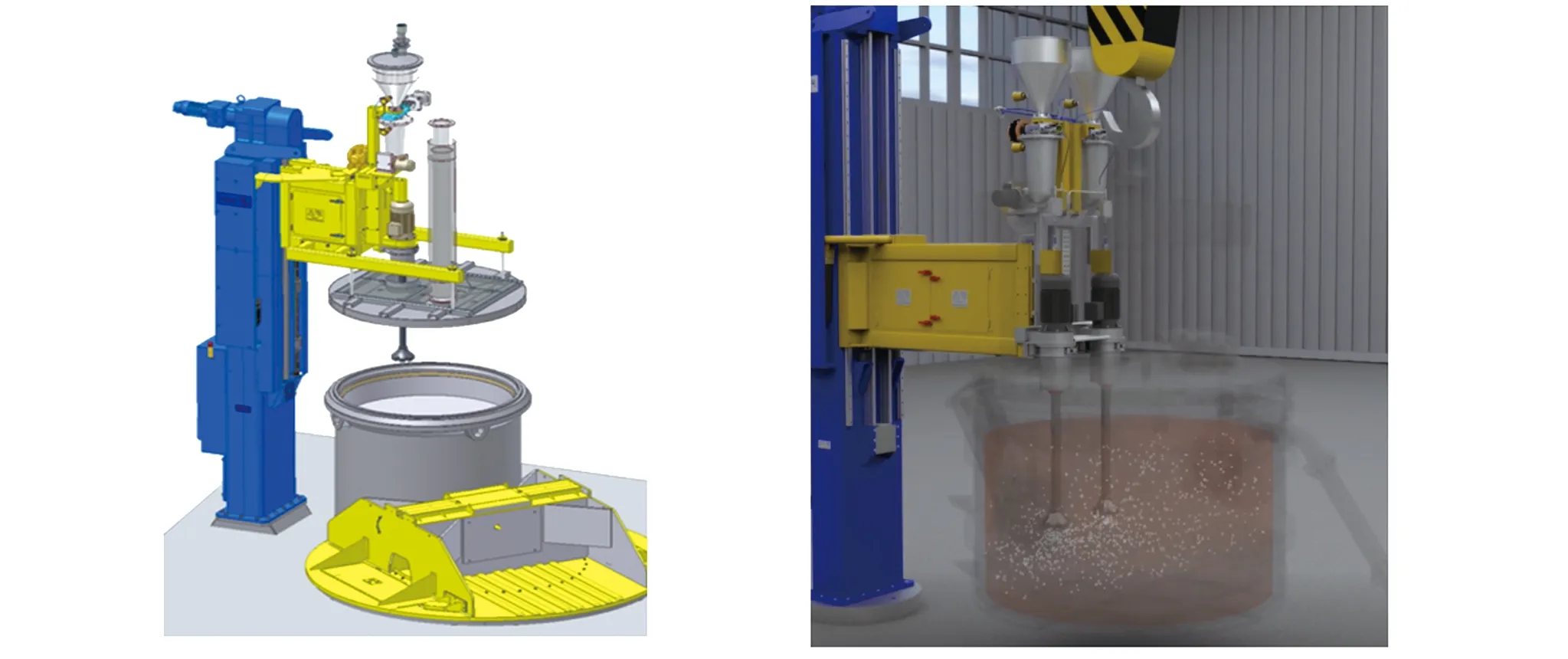
爐側(cè)旋轉(zhuǎn)除氣裝置的工作原理是:在爐側(cè)或者爐門(mén)上預(yù)留一個(gè)供爐側(cè)旋轉(zhuǎn)除氣裝置轉(zhuǎn)子進(jìn)出的小爐門(mén),在大爐門(mén)關(guān)閉的情況下,通過(guò)與爐子進(jìn)行信號(hào)交換,打開(kāi)小爐門(mén),使?fàn)t側(cè)旋轉(zhuǎn)除氣裝置的轉(zhuǎn)子伸入到爐池內(nèi),精煉劑和精煉氣體通過(guò)旋轉(zhuǎn)的轉(zhuǎn)子噴入鋁熔體內(nèi),同時(shí)起到了拋灑和攪拌的作用,無(wú)需人力介入。精煉完成后,轉(zhuǎn)子伸出爐外待下一次作業(yè)。爐側(cè)旋轉(zhuǎn)除氣裝置按其工作方式分為固定式和移動(dòng)式,如圖2所示。
(a)固定式 (b)移動(dòng)式 圖2 爐側(cè)旋轉(zhuǎn)除氣裝置Fig.2 Rotary degassing device at furnace side
2 鑄造技術(shù)
目前鑄造技術(shù)的發(fā)展主要集中在鑄造質(zhì)量提升和鑄造安全性提升兩個(gè)方面。以下介紹的幾種鑄造技術(shù)是近5~10年在國(guó)內(nèi)引進(jìn)并逐步發(fā)展起來(lái)的,具有一定的代表性。
2.1 扁錠的可調(diào)節(jié)能變形結(jié)晶器技術(shù)(Adjustable Flexible Mould)
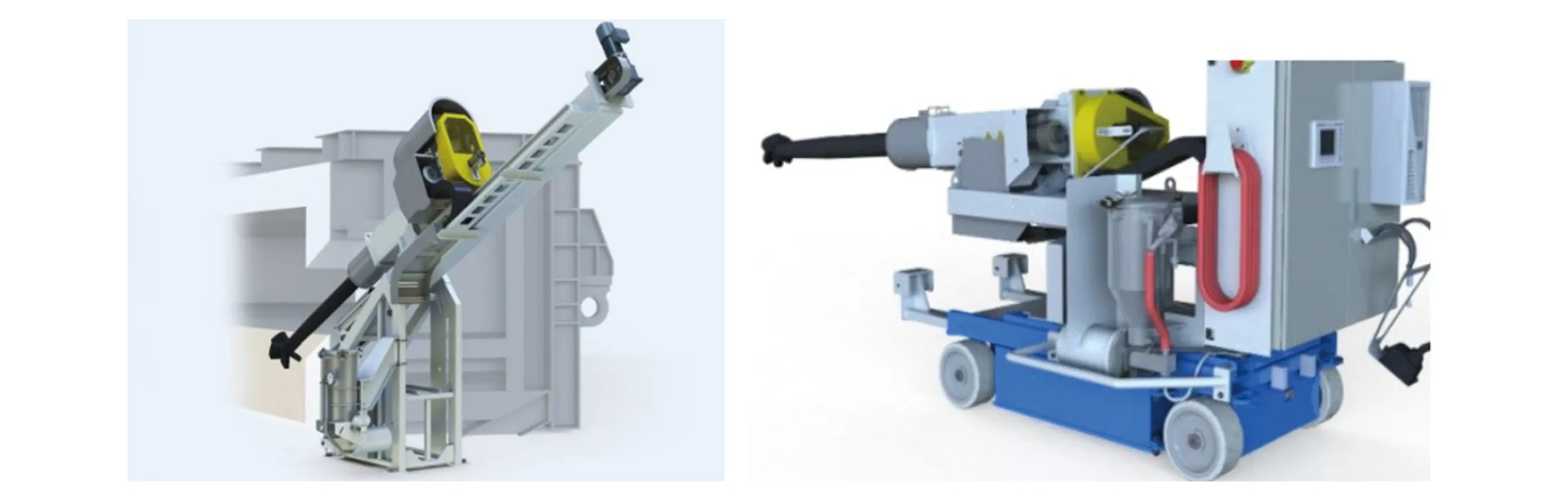
可調(diào)結(jié)晶器的推出,通過(guò)調(diào)整結(jié)晶器短邊的間距,可實(shí)現(xiàn)一套結(jié)晶器完成多個(gè)厚度相同、寬度相近的扁錠鑄造,有效降低了結(jié)晶器的單位產(chǎn)能成本。而可調(diào)節(jié)能變形結(jié)晶器技術(shù)(AFM)與其有相似的作用,在鑄造之前可調(diào)整結(jié)晶器短邊距離,與其不同的是其在結(jié)晶器長(zhǎng)邊上仍可以進(jìn)行微調(diào)。可調(diào)節(jié)能變形結(jié)晶器技術(shù)(AFM)組成及原理見(jiàn)圖3。
圖3 可調(diào)節(jié)能變形結(jié)晶器技術(shù)(AFM)組成及原理圖Fig.3 Composition and schematic diagram of adjustable flexible mould technology (AFM)
針對(duì)不同合金結(jié)晶器長(zhǎng)邊鑄錠的收縮率不同,提前可將大面的結(jié)晶器弧度進(jìn)行微調(diào),盡量減少錠尾膨脹和翹曲。另外在鑄造開(kāi)始后,由于起鑄階段和平穩(wěn)鑄造時(shí)速度不同,大面的收縮發(fā)生變化,會(huì)引起錠尾膨脹和翹曲,此時(shí)可以在鑄造過(guò)程中微調(diào)結(jié)晶器的長(zhǎng)邊達(dá)到一定的收縮補(bǔ)償,從而減小錠尾的膨脹。這種可調(diào)節(jié)能變形結(jié)晶器技術(shù)(AFM)在同等條件下,可進(jìn)一步減少錠尾膨脹,提升成品率。
2.2 圓錠的低壓鑄造技術(shù)(Low Pressure Casting)
圓錠低壓鑄造技術(shù)主要用于改善鑄錠表面質(zhì)量,其適用范圍為Φ127mm~Φ735mm。小規(guī)格、成分簡(jiǎn)單的低合金圓鑄錠一般可通過(guò)氣滑鑄造技術(shù)來(lái)改善表面質(zhì)量,而鑄造直徑較大、合金成分較復(fù)雜的硬質(zhì)合金圓鑄錠時(shí),可以考慮這種低壓鑄造技術(shù)改善其表面質(zhì)量。
常規(guī)鑄造原理如圖4所示,鑄造時(shí),在與結(jié)晶器接觸的固液帶上,液體凝固成固體時(shí)收縮,在固液帶內(nèi)部收縮面上受到了一個(gè)大氣壓+△P的壓力,而在收縮面外部只受到一個(gè)大氣壓的壓力,因此在這個(gè)收縮面上會(huì)多出一個(gè)△P的壓力。這個(gè)壓力會(huì)將固液帶內(nèi)尚未凝固的液體擠到收縮面邊緣,而收縮帶在收縮后與結(jié)晶器離開(kāi)一段間隙,這時(shí)未凝固的液體就會(huì)將收縮帶表面二次熔化后析出,生成偏析瘤,使鑄錠表面質(zhì)量變差。
為了解決這一問(wèn)題,采用了如下方法(圖5):封閉鑄造流盤(pán)上方,將流盤(pán)上方的空氣抽成近真空,在鑄造流盤(pán)下部開(kāi)一個(gè)小的通氣管路,連接結(jié)晶器內(nèi)液面上方的空氣和外部大氣,使流槽內(nèi)液面上和結(jié)晶器內(nèi)液面上都只受到一個(gè)大氣壓,從而最大限度減少△P的大小;這樣收縮面上受到的壓差將大大減小,析出物也會(huì)減少或者消除,從而達(dá)到改善鑄錠表面質(zhì)量的目的。

圖4圓錠常規(guī)鑄造原理圖 圖5圓錠低壓鑄造原理圖Fig.4 Schematic diagram of conventional casting of round ingot Fig.5 Schematic diagram of low pressure casting of round ingot
2.3 電磁攪拌鑄造技術(shù)
電磁鑄造技術(shù)不同于前面兩種鑄造技術(shù)的思路,它主要是通過(guò)增加外場(chǎng),改善鑄造過(guò)程中鑄錠的內(nèi)部組織和表面質(zhì)量,從而提高鑄錠性能。電磁鑄造技術(shù)國(guó)內(nèi)外已經(jīng)研究多年,但是市場(chǎng)上仍使用較少,主要是成本太高,除了國(guó)防軍工、航空航天等高端產(chǎn)品不計(jì)成本可能會(huì)使用外,其他產(chǎn)品應(yīng)用上受限較大。相對(duì)于電磁鑄造技術(shù),電磁攪拌鑄造技術(shù)的產(chǎn)生,一方面使成本得到了控制,另一方面延續(xù)了電磁鑄造的一些顯著的優(yōu)點(diǎn)。
電磁攪拌鑄造技術(shù)的優(yōu)勢(shì):①能夠顯著改善高合金鑄錠成分均勻性,晶粒尺寸顯著細(xì)化;②鑄錠中心等軸晶率增加明顯、中間裂紋基本消除,偏析大大減少,表面質(zhì)量得到提升。
以圓錠生產(chǎn)為例,如圖6所示,其工作原理為:在鑄造流盤(pán)上結(jié)晶器邊的水箱區(qū)域,安裝有一圈多個(gè)電磁攪拌器;鑄造進(jìn)行時(shí),電磁攪拌器通過(guò)磁場(chǎng)在正在凝固的鑄錠中產(chǎn)生電磁力,電磁力作用于鋁熔體上,通過(guò)控制電流變化改變電磁力的大小,從而控制鋁熔體的流動(dòng)狀態(tài),進(jìn)而達(dá)到改善鑄錠內(nèi)部組織、提升成分均勻度、減少偏析和提高表面質(zhì)量的目的。電磁攪拌鑄造技術(shù)的結(jié)晶器及鑄造流盤(pán)分別如圖7和圖8所示。
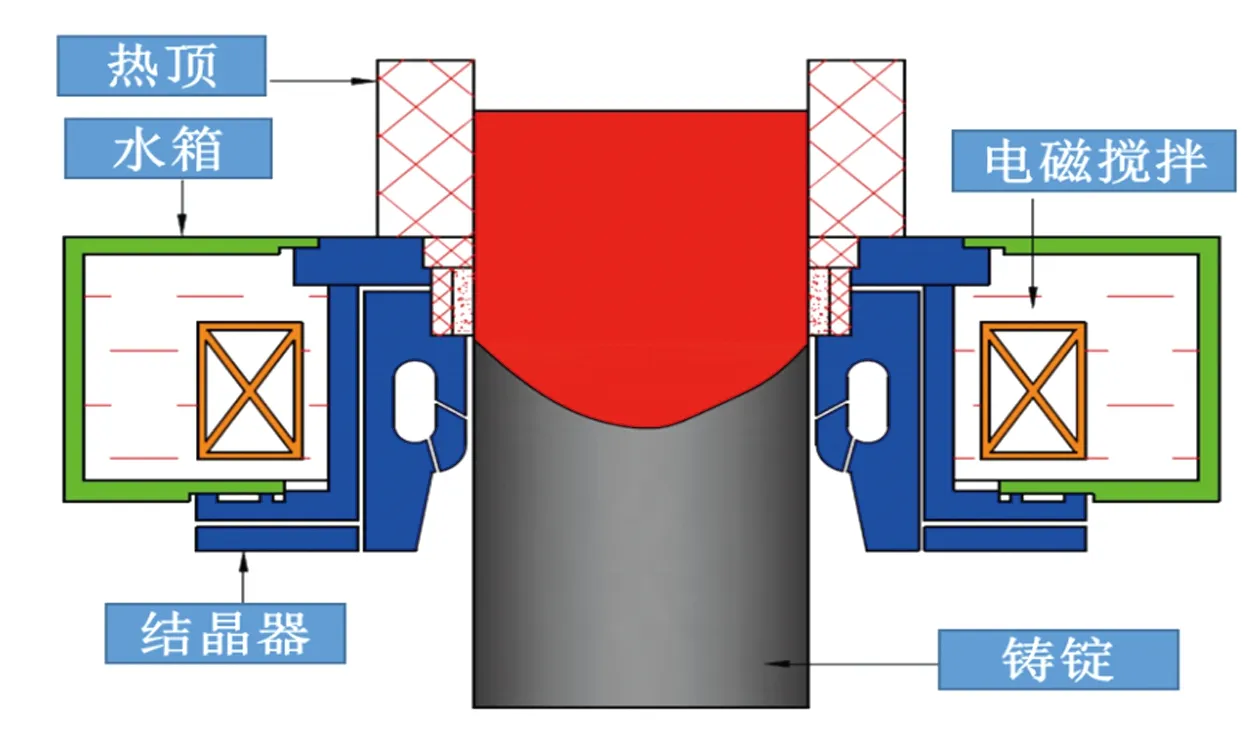
圖6 電磁攪拌鑄造原理圖Fig.6 Schematic diagram of electromagnetic stirring and casting
圖7電磁攪拌技術(shù)結(jié)晶器 圖8 電磁攪拌技術(shù)鑄造流盤(pán)Fig.7 Electromagnetic stirring technology mould Fig.8 Electromagnetic stirring technology casting flow plate
3 短流程鑄造技術(shù)
短流程鑄造技術(shù)是相對(duì)于需要熱軋開(kāi)坯的工藝技術(shù)路線而言的,由于其將熔煉鑄造和后序軋制緊密結(jié)合起來(lái),直接做成接近鋁加工廠的最終產(chǎn)品,因此這些技術(shù)很適合大規(guī)模生產(chǎn)單一產(chǎn)品。能耗低、占地面積小、生產(chǎn)成本低、人員占用少,這些優(yōu)點(diǎn)使其在綜合競(jìng)爭(zhēng)中占據(jù)優(yōu)勢(shì)。 以下是兩種比較有特色的短流程鑄造技術(shù)。
3.1 Micro mill技術(shù)
Micro mill技術(shù)將鑄造和軋制兩道工序結(jié)合起來(lái),鑄造時(shí)采用雙輥高速冷卻,高速鑄軋為水平式雙輥鑄軋,解決了傳統(tǒng)鑄軋技術(shù)的中心偏析問(wèn)題和生產(chǎn)速度受限問(wèn)題。該技術(shù)適用于生產(chǎn)5xxx和6xxx部分合金,主要產(chǎn)品是汽車內(nèi)外板坯料,其最大優(yōu)勢(shì)就是可以替代目前以熱軋開(kāi)坯方式生產(chǎn)的汽車板。該工藝具有以下特點(diǎn):①工藝流程短,傳統(tǒng)扁錠熱軋需要約20d才能將鋁熔體轉(zhuǎn)化成鋁卷,而Micro mill完成此項(xiàng)工作僅需20min;②占地面積小,能耗低,占地面積和能耗分別是傳統(tǒng)熱軋生產(chǎn)線的1/4和1/2;③產(chǎn)品綜合性能優(yōu),凝固速度高,顯微組織得到了極大改善,晶粗細(xì)小。比傳統(tǒng)汽車鋁板的成形性提高40%,強(qiáng)度提高30%,為客戶提供了更大的設(shè)計(jì)靈活性和更好的車輛性能。
3.2 哈茲列特連鑄連軋技術(shù)
哈茲列特連鑄連軋技術(shù)由連鑄和連軋兩部分組成,核心在連鑄上。鑄造成型時(shí),鋁熔體通過(guò)鑄嘴進(jìn)入完全張緊的兩張鋼帶和兩條根據(jù)寬度可調(diào)節(jié)的矩形金屬塊鏈形成的模腔內(nèi),鋼帶和金屬塊鏈同時(shí)運(yùn)動(dòng),冷卻水通過(guò)冷卻鋼帶使模腔內(nèi)的熔體冷卻,從而完成鑄造。這種方法鑄造成型速度快,和后面的連軋機(jī)進(jìn)行匹配,可生產(chǎn)1xxx、3xxx、8xxx和部分4xxx、5xxx、6xxx產(chǎn)品。快速的凝固使其鑄造速度較大,按照寬度1650mm、厚度19mm、鑄造速度7m/min~9m/min進(jìn)行計(jì)算,其生產(chǎn)能力可達(dá)35t/h~45t/h,因此在大規(guī)模生產(chǎn)單一產(chǎn)品時(shí)有很大優(yōu)勢(shì),如鋁箔坯料、建筑維護(hù)板、交通用板等。
4 自動(dòng)化和智能化技術(shù)
4.1 超聲測(cè)液位技術(shù)
目前鑄造機(jī)前流槽內(nèi)液位的探測(cè)大多采用激光形式,但這種方式在使用過(guò)程中成本較高。激光發(fā)生器采用高壓壓縮空氣冷卻(一般要求大于0.7MPa),而工廠里一般需要的壓縮空氣為0.4MPa~0.6MPa,因此為保證此處激光發(fā)生器的安全需要額外對(duì)普通壓縮空氣加壓或在站房?jī)?nèi)增加高壓空壓機(jī),造成公輔成本增加;另外,激光發(fā)生器本身價(jià)格較高,而且冷卻不好易損壞,運(yùn)行維護(hù)成本較高。超聲測(cè)液位技術(shù)中所用的超聲發(fā)生器,不僅能夠滿足測(cè)量液位的精度要求,而且耐高溫、易維護(hù),無(wú)需額外的配套設(shè)施。因此,這種新的超聲測(cè)液位技術(shù)以其較低的投入和運(yùn)行成本將逐步替代激光測(cè)液位技術(shù)。目前該技術(shù)已經(jīng)有多家國(guó)外知名鑄造機(jī)廠家開(kāi)始投入使用。
4.2 鑄造安全檢測(cè)及處理技術(shù)
鑄造過(guò)程中的安全一直是熔鑄技術(shù)中不可回避的一個(gè)重要問(wèn)題,而起鑄階段人工對(duì)結(jié)晶器內(nèi)漏鋁的查看和及時(shí)處理是其中一個(gè)重要方面。傳統(tǒng)的人工查看可能會(huì)因?yàn)殍T造速度過(guò)快、人工堵漏反應(yīng)不及時(shí)或漏鋁未發(fā)現(xiàn)而導(dǎo)致嚴(yán)重的漏鋁事件,甚至因漏鋁過(guò)多而導(dǎo)致爆炸事故,給人員和設(shè)備安全造成嚴(yán)重隱患。
以更易漏鋁的圓鑄錠生產(chǎn)為例,目前一些鑄造設(shè)備廠家正致力于研發(fā)一種能夠自動(dòng)識(shí)別漏鋁和自動(dòng)堵漏的自動(dòng)化系統(tǒng)。如采用熱成像儀在鑄造鋁棒間巡回檢測(cè),發(fā)現(xiàn)漏鋁的結(jié)晶器及時(shí)定位并報(bào)警,給操作人員足夠的反應(yīng)時(shí)間,或者采用機(jī)械臂根據(jù)定位的信息直接自動(dòng)堵漏。這一系統(tǒng)如能研發(fā)并實(shí)驗(yàn)成功,將大大提高鑄造生產(chǎn)時(shí)漏鋁檢測(cè)的安全性和可靠性,同時(shí)可以相應(yīng)的減少鑄造時(shí)的操作人員,降低人工成本。此技術(shù)目前尚不成熟,處在研發(fā)階段,部分設(shè)備廠家仍在積極嘗試。
4.3 自動(dòng)化集成技術(shù)
熔鑄車間的設(shè)備比較集中,工序銜接較多,按照傳統(tǒng)的布局方式,設(shè)備間需要預(yù)留很多在制品周轉(zhuǎn)區(qū),否則可能會(huì)難以組織生產(chǎn)。現(xiàn)在隨著各種單體設(shè)備自動(dòng)化程度的提高,車間各級(jí)管理系統(tǒng)的完善,高度集成的自動(dòng)化系統(tǒng)得以發(fā)展。通過(guò)自動(dòng)化集成,車間各工序周轉(zhuǎn)時(shí)間可以大大縮短,操作工人顯著減少,生產(chǎn)的安全性和可靠性也大大提高。因鑄造成型階段危險(xiǎn)性較大,工況比較復(fù)雜,各設(shè)備廠家正積極研發(fā)可靠的自動(dòng)化智能化系統(tǒng),而目前的自動(dòng)化和智能化集成主要集中在鑄造工序之后的均熱、鋸切、探傷等工序,采用輥道、小車、機(jī)械臂、智能天車等實(shí)現(xiàn)具體操作。
這種技術(shù)目前在國(guó)內(nèi)一些知名企業(yè)已經(jīng)逐步使用,后期隨著人力資源成本的增加和人們對(duì)安全和效率的追求,自動(dòng)化集成技術(shù)將逐步在各企業(yè)中普及。
5 結(jié)束語(yǔ)
熔鑄技術(shù)的發(fā)展一方面是提高產(chǎn)品的內(nèi)外部質(zhì)量,另一方面是提高產(chǎn)品的生產(chǎn)效率,同時(shí)還應(yīng)考慮生產(chǎn)的穩(wěn)定性、安全性和可靠性,保障生產(chǎn)在環(huán)保、節(jié)能方面的先進(jìn)性。熔鑄新技術(shù)的推出正是在不斷的靠近和滿足上述需求,以自動(dòng)化和智能化為手段,最終為下游加工產(chǎn)品提供高質(zhì)量合格的坯料。各種熔鑄新技術(shù)有不同的技術(shù)特點(diǎn),只有在充分了解和認(rèn)清其特點(diǎn)的情況下才能選擇更為合適的技術(shù),本文通過(guò)對(duì)各種熔鑄新技術(shù)的介紹,為讀者在熔鑄設(shè)備的選擇及更新?lián)Q代上提供參考。