神朔鐵路鋼軌打磨技術
2019-12-05 02:09:06黃鵬,南杰,李軍,丁源
鐵道建筑 2019年11期
關鍵詞:鐵路
黃 鵬,南 杰,李 軍,丁 源
(1.國家能源神朔鐵路分公司,陜西神木 719316;2.國家能源投資集團有限責任公司,北京 100033)
神朔鐵路西起陜西省神木縣大柳塔,東至朔州西,北與包神鐵路貫通,南經神延鐵路與北同蒲鐵路、朔黃鐵路接軌。線路全長266 km,是我國Ⅰ級干線電氣化鐵路,主要承擔神府東勝礦區的煤炭外運任務,年運量超過2.5億t。
近年來,隨著列車軸重的提高和行車密度的增加,鋼軌病害不斷凸顯,主要表現為鋼軌表面接觸疲勞和磨耗。鋼軌表面接觸疲勞的形成與較高的輪軌接觸應力水平密切相關[1],主要分布在鋼軌表層[2-3],深度一般不超過5~10 mm。嚴重的鋼軌表面接觸疲勞會大幅提高鋼軌核傷產生概率,增加安全風險[4]。而鋼軌磨耗可明顯改變鋼軌型面,直接影響輪軌接觸狀態[5],降低直線區段穩定性和曲線區段通過性,增加輪軌相互動力作用。經過多年研究,鋼軌打磨不僅可以有效去除鋼軌表面接觸疲勞傷損,且可改變鋼軌型面,達到優化輪軌型面匹配特性、改善輪軌相互動力作用、延緩鋼軌接觸疲勞傷損和磨耗發展的目的。因此,鋼軌打磨已成為鋼軌養護維修、延長鋼軌壽命的重要手段[6-8]。
基于此,神朔鐵路配置了96個磨頭的全自動鋼軌打磨列車,自2017年開始進行鋼軌打磨。經過長期經驗積累,形成了一套適用于神朔鐵路運營環境的鋼軌打磨技術體系。本文將著重介紹神朔鐵路的鋼軌打磨技術及打磨效果,為重載鐵路鋼軌打磨提供借鑒。
1 鋼軌傷損特征
神朔鐵路上行重載線全線鋪設75 kg/m 鋼軌,材質主要為U78CrV 熱處理軌。隨著運量的逐年攀升,鋼軌接觸疲勞和磨耗不斷加劇。圖1為半徑500 m 以內曲線區段鋼軌表面狀態,可知上股接觸光帶寬度超過55 mm,軌距面側磨明顯,軌肩出現明顯的接觸疲勞裂紋,嚴重時出現剝離掉塊;下股接觸光帶寬度約50 mm,軌頂呈扁平狀,軌頂中心區域剝離掉塊嚴重。圖2為直線區段鋼軌表面狀態,可知接觸光帶寬度超過50 mm,表面狀態良好,未出現顯著接觸疲勞傷損,但部分區段軌肩處存在細微的接觸疲勞裂紋,其分布特征無規律性,2 股鋼軌同時或交替出現。此外,部分區段嚴重的鋼軌波浪形磨耗是神朔鐵路的另一重要病害形式(見圖3),在直線和曲線區段均有出現。

圖1 小半徑曲線區段鋼軌表面狀態
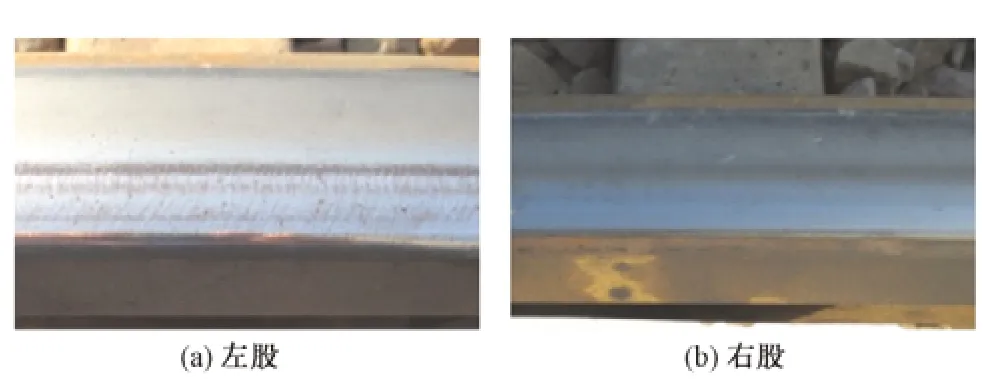
圖2 直線區段鋼軌表面狀態

圖3 鋼軌波浪形磨耗
2 打磨廓形及工藝
曲線區段鋼軌表面傷損狀態表明,列車通過曲線時輪軌間存在大幅值的導向力矩,輪軌接觸區域內形成高水平的剪切應力和蠕滑率,使得接觸疲勞裂紋在鋼軌表面快速萌生和發展。提高曲線通過性能、降低輪對沖角和切向荷載是曲線鋼軌打磨的首要任務。而直線區段鋼軌表面傷損狀態表明,輪對在部分直線區段的橫移幅值較大,導致輪緣根部接觸軌肩。提高列車穩定性、降低輪對橫移幅值是直線區段鋼軌打磨的主要目的。基于此思路,設計得到適用于神朔鐵路的鋼軌打磨模板,如圖4所示。
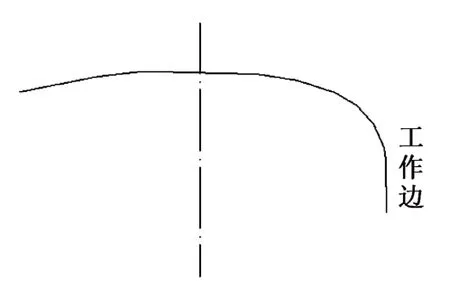
圖4 鋼軌打磨模板
為評價打磨模板的匹配特性,采用磨耗后車輪型面與打磨模板進行匹配以分析輪軌接觸狀態,如圖5所示。由圖5(a)可知,在曲線區段,上股鋼軌可與輪緣根部形成良好的共形接觸,增加接觸面積,降低接觸應力,有利于減小軌肩接觸疲勞裂紋的萌生和發展速率;下股鋼軌與車輪接觸區域分布于車輪踏面外側,滾動圓半徑的減小使上下股間的滾動圓半徑形成一定差值,補償上下股鋼軌的長度差,減小輪對沖角,提高曲線通過性能。由圖5(b)可知,在直線區段,輪軌接觸區域分布于車輪踏面名義滾動圓區域,避免了軌肩接觸輪緣根部,有利于使等效錐度處于合理范圍,保證列車穩定性。由此可知,打磨模板具有良好的匹配特性。
制定合理可行的打磨工藝是在實踐中應用打磨模板的關鍵[9]。首先根據實測型面與目標廓形的差異確定打磨區域(圖6中陰影部分),由此確定打磨砂輪角度α(打磨砂輪與水平面夾角)的偏轉范圍,以覆蓋全部打磨區域。鋼軌打磨是通過高速旋轉的打磨砂輪以一定壓力與鋼軌表面接觸來去除鋼軌表層金屬,因此,各區域的打磨深度并非實測廓形與目標廓形間的徑向差值,而是垂直于打磨砂輪工作面方向的差值d。打磨深度曲線如圖7所示。根據鋼軌表面各區域打磨深度布置數量適當的打磨砂輪,由此形成合理的打磨工藝。
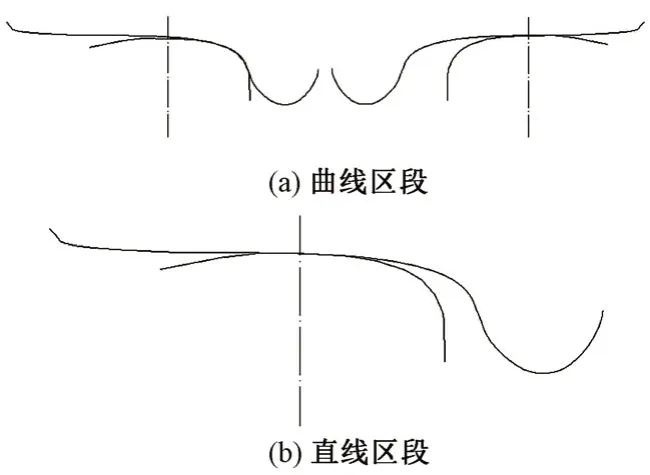
圖5 輪軌接觸狀態分析
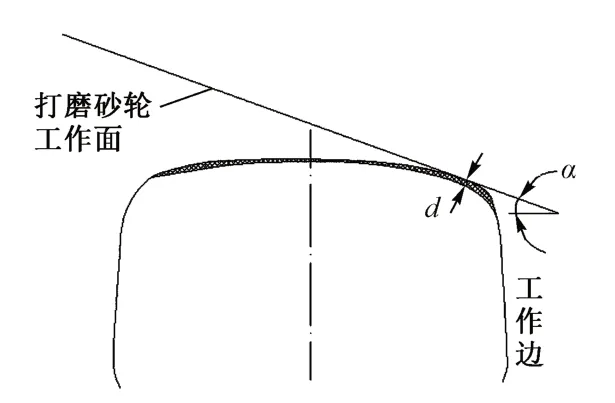
圖6 打磨區域示意
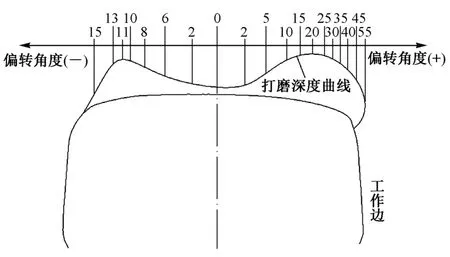
圖7 打磨深度曲線(單位:mm)
由于不同區段鋼軌磨耗和塑性變形程度不同,各區段打磨區域和深度也有所差別,據此適當調整打磨砂輪數量和偏轉角度,制定相應的打磨工藝。
3 打磨效果
采用提出的鋼軌打磨廓形和工藝對神朔鐵路開展鋼軌打磨作業。調研發現,鋼軌打磨不僅能有效去除鋼軌表面接觸疲勞,且可以減緩鋼軌和車輪磨耗。
3.1 去除鋼軌表面接觸疲勞
圖8對比展示了鋼軌打磨對半徑400~500 m 曲線下股鋼軌接觸疲勞發展的影響。可知,打磨前鋼軌表面接觸光帶較寬,存在明顯剝離掉塊,打磨后鋼軌表面接觸疲勞傷損完全去除。打磨后通過總重達到150 Mt 時鋼軌表面光帶分布均勻,未出現明顯剝離掉塊。由此說明鋼軌打磨可有效去除鋼軌表面接觸疲勞傷損,從而改善輪軌動力作用,有效控制鋼軌接觸疲勞損傷的發展速率。
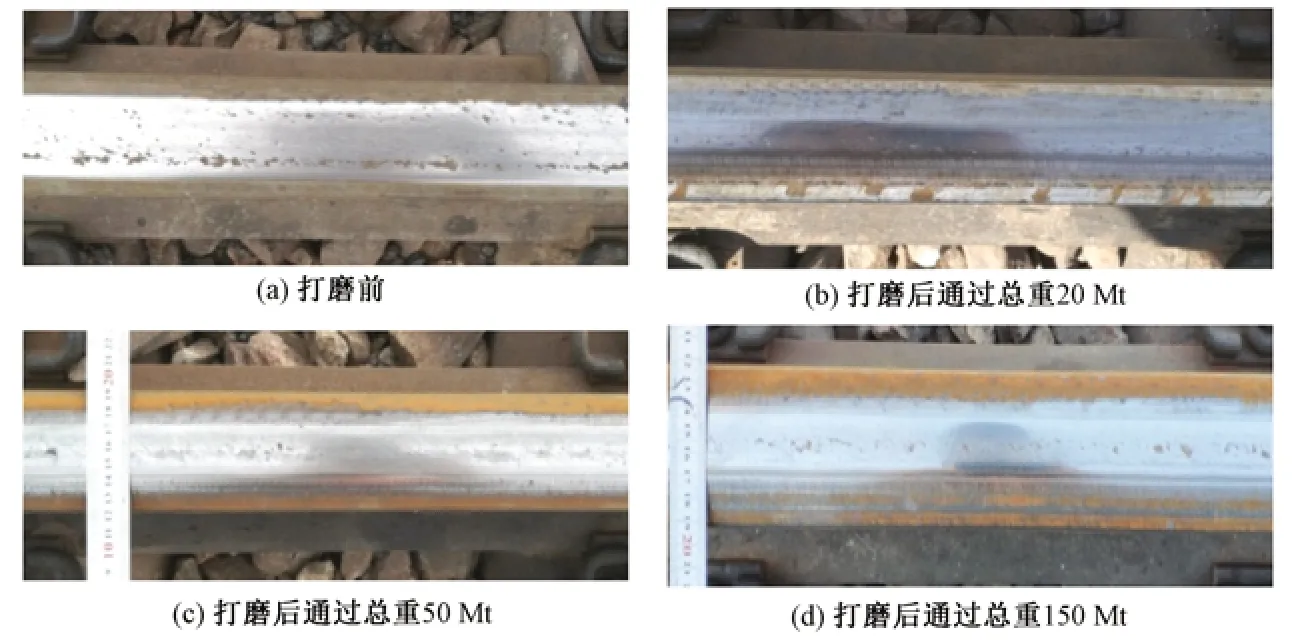
圖8 鋼軌打磨對鋼軌接觸疲勞發展的影響
3.2 減小鋼軌磨耗速率
建立鋼軌磨耗發展試驗段,觀測打磨前后鋼軌磨耗發展規律。試驗段內共有5 條曲線,表1為打磨前后各曲線鋼軌磨耗速率。與打磨前相比,上股垂向磨耗速率降幅分布范圍為32~83%,平均降幅53%;下股垂向磨耗速率降幅分布范圍為21~64%,平均降幅為45%。因此,鋼軌打磨可有效減緩鋼軌磨耗發展速率。
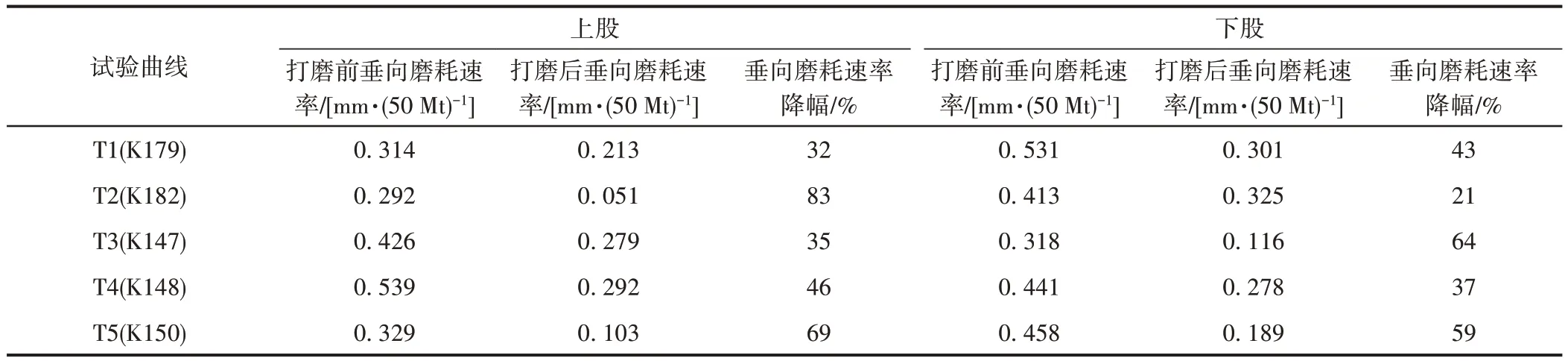
表1 打磨前后鋼軌磨耗速率對比
3.3 減小機車輪緣磨耗
神朔鐵路運行的電力機車類型主要為HXD型和SS4型,機車踏面類型為JM3,車輪輪緣標準厚度為34 mm。神朔鐵路2017年10月僅在河東運輸段部分地段進行了鋼軌打磨,2018年4月中旬至11月底進行了全線鋼軌打磨。因此,通過分析2017年和2018年的機車輪緣磨耗速率即可得出鋼軌打磨對機車輪緣磨耗的影響規律。選取8 臺機車為研究對象,測試打磨前后的輪緣厚度,得到機車輪緣磨耗速率對比結果,見表2。可知,打磨前機車輪緣磨耗速率分布范圍為0.050 2~0.118 7 mm/萬km,平均磨耗速率為0.085 mm/萬km,打磨后機車輪緣磨耗速率分布范圍為0.025 1~0.089 4 mm/萬km,平均磨耗速率為0.057 mm/萬km,平均磨耗速率減小了32.9%。由此說明,通過鋼軌打磨可顯著改善輪軌動力作用,減小輪緣導向壓力,大幅降低車輪輪緣的磨耗速率。
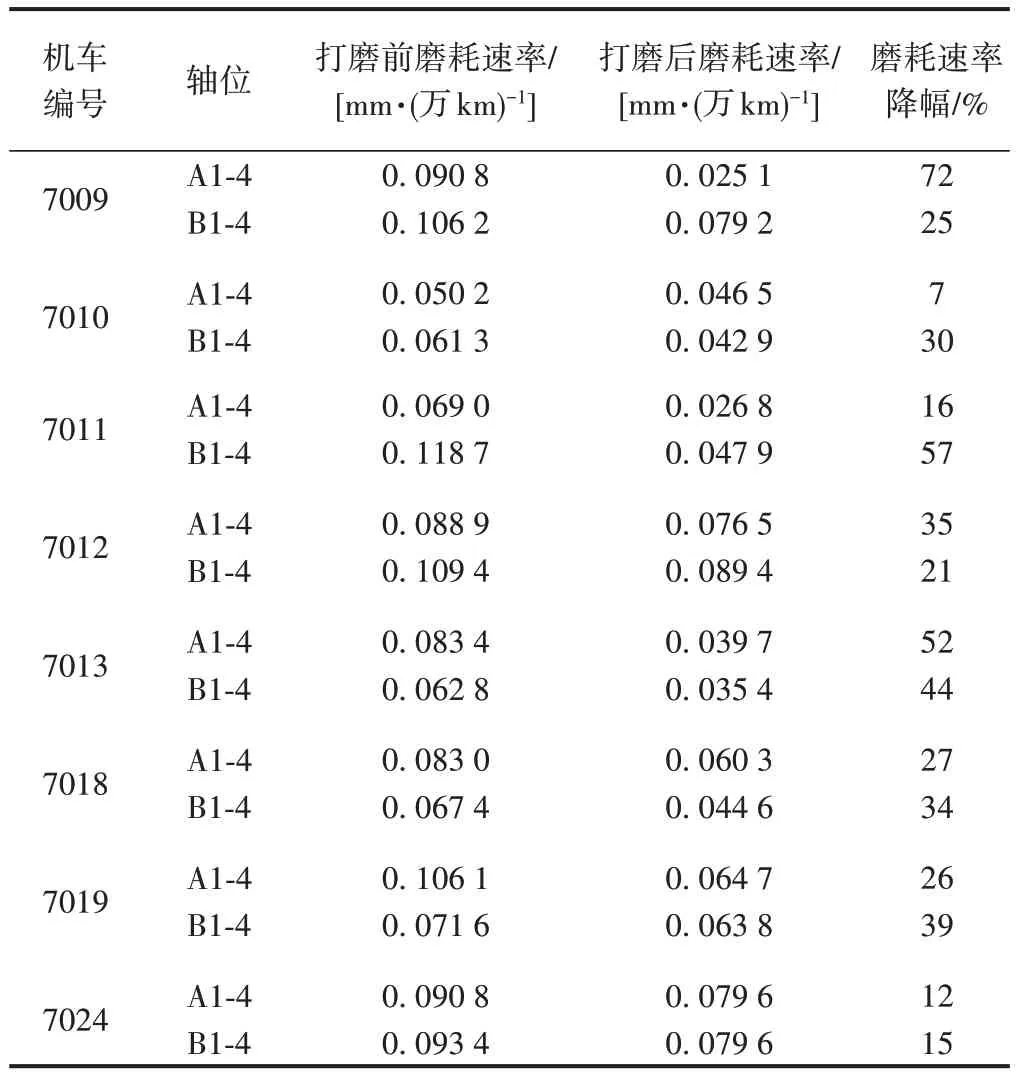
表2 打磨前后不同機車輪緣磨耗速率對比
4 結論
為整治神朔鐵路不斷凸顯的鋼軌病害,本文基于神朔鐵路鋼軌損傷現狀并結合實際運營環境,提出有針對性的鋼軌打磨廓形和工藝。通過對比打磨前后鋼軌接觸疲勞和輪軌磨耗速率,得出以下結論。
1)鋼軌磨耗和接觸疲勞是神朔鐵路的主要病害形式。鋼軌磨耗主要表現為曲線上股嚴重側磨,以及部分區段嚴重的鋼軌波浪形磨耗。鋼軌接觸疲勞同時存在于曲線上股和下股,以曲線下股更為典型,部分直線區段左右股軌肩存在明顯接觸疲勞傷損。
2)通過觀測半徑400~500 m 曲線鋼軌表面狀態發現,鋼軌打磨通過總重達到150 Mt 時鋼軌表面光帶分布均勻,未出現明顯剝離掉塊,鋼軌打磨可有效去除鋼軌表面接觸疲勞傷損并控制其發展速率。
3)對比打磨前后鋼軌磨耗速率發現,鋼軌打磨使上股垂向磨耗速率降幅范圍為32%~83%,平均降幅53%,下股垂向磨耗速率降幅范圍為21%~64%,平均降幅為45%。鋼軌打磨可有效減緩鋼軌磨耗發展速率。
4)對比打磨前后機車輪緣磨耗數據可發現,打磨前8 臺機車輪緣平均磨耗速率為0.085 mm/萬km,打磨后平均磨耗速率為0.057 mm/萬km,磨耗速率平均減小了32.9%。說明鋼軌打磨可改善輪軌動力作用,減小輪緣導向壓力,降低輪緣磨耗速率。
后續將進一步跟蹤鋼軌磨耗和表面接觸疲勞的發展規律,根據神朔鐵路運營環境確定經濟合理的打磨周期。
猜你喜歡
天天愛科學·科學啟蒙(2025年3期)2025-03-27 00:00:00
云南畫報(2021年12期)2021-03-08 00:50:54
鐵道通信信號(2020年10期)2020-02-07 01:01:16
鐵道通信信號(2019年1期)2019-03-21 07:37:40
電子制作(2019年24期)2019-02-23 13:22:30
鐵道通信信號(2018年12期)2019-01-31 05:36:36
鐵道通信信號(2018年7期)2018-08-29 01:17:04
中國共青團(2016年8期)2016-11-11 08:22:46
中國社會歷史評論(2016年2期)2016-06-27 07:11:50
通信電源技術(2016年4期)2016-04-04 02:58:04
