提高道岔鋼軌銑削質量的可行性探討
2019-12-05 02:09:04徐濟松張世紅高春雷王發燈游彥輝
鐵道建筑 2019年11期
徐濟松,張世紅,高春雷,王發燈,游彥輝
(中國鐵道科學研究院集團有限公司鐵道建筑研究所,北京 100081)
道岔作為鐵路的核心要素之一,其加工質量直接影響鐵路的總體運能和安全性[1]。與正線鋼軌相比,岔區鋼軌結構和承載方式有所差異。因此,在道岔鋼軌銑削過程中,強化加工工藝的同時,應采用科學的檢測技術和手段,嚴格控制和管理道岔鋼軌的斷面尺寸參數[2]。目前,國內道岔裝備廠家對道岔鋼軌的加工主要采用數控龍門鏜銑床進行,道岔鋼軌的銑削精度主要依賴銑床及控制系統的精度[3-5]。
本文針對B1-297 型數控龍門鏜銑床,利用鋼軌輪廓在線檢測系統和數控算法對檢測數據進行分析評估,對提高道岔鋼軌銑削質量的可行性進行探討。
1 B1-297型鏜銑床
1.1 主要結構
B1-297型數控龍門鏜銑床是集機、電、液等先進技術于一體的高效多功能的大型定梁式數控龍門鏜銑床,適用于加工各種高碳鋼材料的鋼軌,包括鐵路道岔的各種尖軌、基本軌、翼軌和心軌。該設備為固定橫梁式工作臺移動龍門鏜銑床,在固定的橫梁上設置2套加工單元,配置有2個大功率、交流調速的立式鏜銑頭。使用1個主軸(SP軸)和3個方向的進給軸:SP軸——鏜銑頭作回轉運動;進給軸x——工作臺在床身上沿導軌作前后縱向運動;進給軸y——溜板在橫梁上沿導軌作左右橫向運動;進給軸z——滑枕在溜板上沿導軌作上下垂直運動,其中滑枕截面尺寸為500 mm×500 mm。
1.2 控制系統
該龍門鏜銑床數控系統采用SIEMENS公司原裝進口的SINUMERIK-840D系統[6],PLC裝置采用SIMATIC S7-300PLC。其中,主軸和進給軸控制模塊均采用SIEMENS公司生產的SIMODRIVE 611D全數字式驅動模塊,各驅動電機均采用SIEMENS公司生產的交流數字式伺服電機。龍門鏜銑床軸參數見表1。
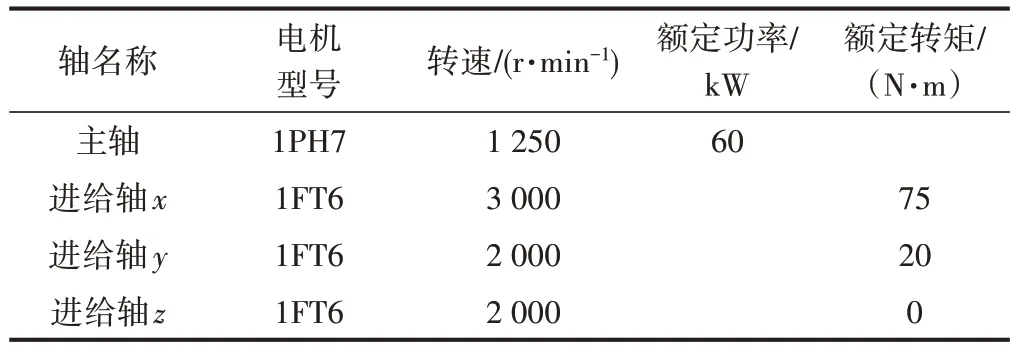
表1 龍門鏜銑床軸參數
主軸SP 和進給軸x定向裝置采用德國SIEMENS公司生產的6FX20018AJ05 型和6FX20018RA051G 型磁圓環編碼盤,進給軸y,z位置檢測元件均采用德國HEIDENHAIN 公司原裝進口的金屬直線LB382C 光柵尺。進給軸y,z采用全閉環控制,而進給軸x采用雙檢測雙反饋半閉環控制。
2 銑削質量優化方案
2.1 當前檢測方案
當前檢測方案如圖1所示。

圖1 當前檢測方案
2.2 優化方案
2.2.1 硬件配置
鏜銑床數控系統控制單元為NCU(Numerical Control Unit)模塊[7]。其中:X122 接口為 MPI(Multi Point Interface)通訊接口,波特率為187.5 kB/s,可通過轉換模塊與外部計算機進行通訊[8-10]。現場經軟硬件設置和調試后,已通過X122接口實現數據交換。
道岔鋼軌銑削質量優化方案硬件由鋼軌輪廓在線檢測系統和數據傳輸系統2 部分組成,如圖2所示。鋼軌輪廓在線檢測系統是在鏜銑床的2個滑枕上分別安裝1 套二維移動裝置,根據加工道岔規格尺寸的不同可調整水平和垂直2個方向的位置。二維移動裝置上安裝2 個二維激光掃描傳感器,在線掃描道岔鋼軌斷面輪廓參數。數據傳輸系統由數據終端、數據處理中心、轉換模塊、840D數控中心組成。
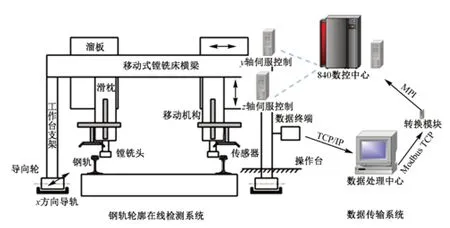
圖2 道岔鋼軌銑削質量優化方案硬件組成
2.2.2 銑削過程優化方案
銑削過程優化方案如圖3所示。在道岔鋼軌銑削加工過程中,首先由鋼軌輪廓在線檢測系統實時對道岔鋼軌銑削斷面進行檢測,包括道岔鋼軌軌頭寬度、軌底寬度、斷面輪廓尺寸等參數。然后利用數據處理中心對道岔鋼軌的各項參數進行計算和處理,并在數據終端上顯示分析結果,模擬優化加工控制參數,對檢測結果進行模擬計算和修正。最后將鋼軌斷面加工過程中的控制參數調整后反饋給鏜銑床數控系統,進行加工。
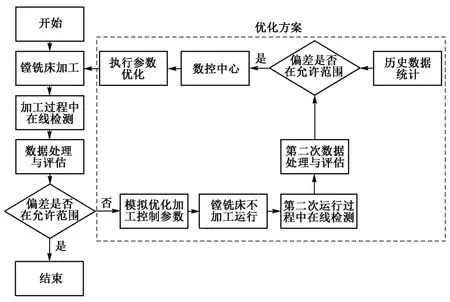
圖3 銑削過程優化方案
3 檢測驗證
以B1-297 型數控龍門鏜銑床在線銑削CNR6403型60 kg/m 鋼軌18 號單開道岔曲線尖軌(應用在無砟軌道)為例,對鋼軌銑削質量檢測方案進行驗證。
3.1 道岔鋼軌斷面位置的選定
為了檢驗CNR6403型鋼軌加工精度,在銑削過程中對鋼軌控制斷面進行檢測。檢測內容主要包括鋼軌軌頭寬度與厚度、軌底寬度、斷面輪廓尺寸。道岔鋼軌銑削控制斷面位置及其參考尺寸如圖4所示。
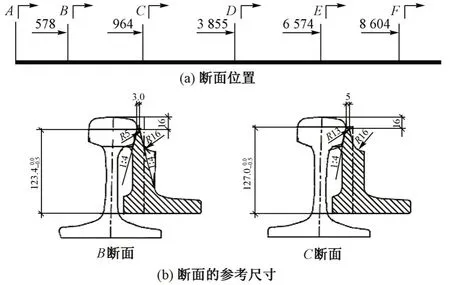
圖4 道岔鋼軌銑削控制斷面位置及其參考尺寸(單位:mm)
3.2 數據采集與處理
利用鋼軌輪廓在線檢測系統對道岔鋼軌銑削過程中的數據進行實時采集。通過智能化的檢測和數字處理技術,對在線實測數據進行預處理、轉換、擬合,計算分析CNR6403 型鋼軌不同控制斷面的參數。軟件分析結果見圖5。
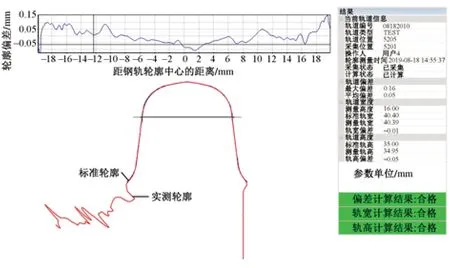
圖5 軟件分析結果
將銑削質量模擬優化前后計算結果進行對比,見表2。

表2 模擬優化前后計算結果對比 mm
由表2可見:優化前抽檢的B~F斷面中只有斷面D的軌頭寬度偏差在允許誤差-0.2~+0.2 mm 范圍內,其他斷面軌頭寬度偏差均超出允許范圍;優化前B~F斷面中只有C和E斷面輪廓偏差均值在允許誤差-0.2~+0.2 mm 范圍內,其值分別為 -0.16 mm和-0.13 mm。經模擬計算和優化處理,優化后B斷面軌頭寬度偏差最大,其值為+0.17 mm;D斷面輪廓偏差均值最大,其值為+0.18 mm。由此可見,該優化方案能有效改善鋼軌銑削質量。
在確定能提高道岔鋼軌輪廓加工質量的前提下,方可將優化后的加工控制參數,逐級輸入到銑削控制系統,以保證銑削精度逐步得到提升。
4 結語
本文針對道岔鋼軌銑削質量控制探討了優化方案的可行性。首先介紹了B1-297 型鏜銑床的主要結構和控制系統;然后闡述了當前檢測方案,道岔鋼軌銑削質量優化方案的硬件配置和優化過程;最后,選取道岔鋼軌進行現場加工,對優化方案進行驗證。數據分析結果表明:該優化方案中硬件配置系統穩定,軟件操作便利,能夠優化加工過程,提高銑削質量。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
