某型蓄電池銅芯體焊接的定位與變形控制方法
2019-11-27 13:02:10邱兆義丁立芳謝建新
船電技術 2019年11期
關鍵詞:變形
邱兆義,丁立芳,謝建新
某型蓄電池銅芯體焊接的定位與變形控制方法
邱兆義,丁立芳,謝建新
(武漢船用電力推進裝置研究所,武漢 430064)
本文通過對銅芯體焊接的工藝分析,設計一套合理有效的焊接定位工裝。解決了船用蓄電池的銅芯體焊接尺寸和形位公差的加工質量不穩定問題,提高了銅芯體的生產效率和產品質量。
銅芯體 焊接定位 工裝
0 引言
某型蓄電池作為艇用動力電池,采取水冷系統進行冷卻,銅芯體作為該蓄電池水冷系統的核心部件,其產品質量對蓄電池的性能和壽命起著至關重要的作用。
銅芯體的產品結構圖如下圖1所示:
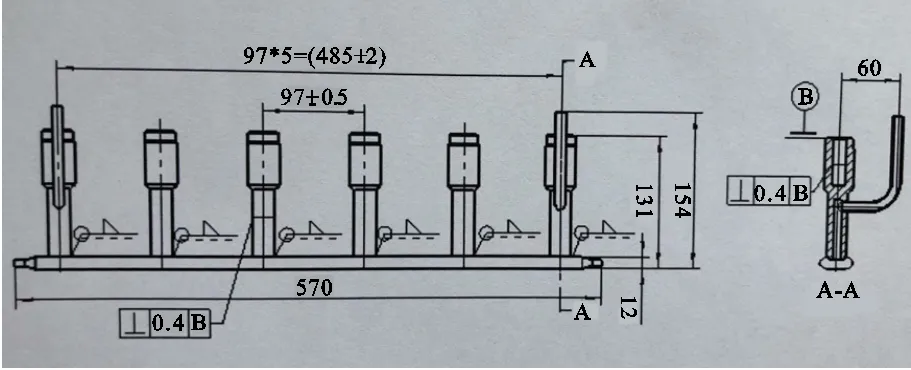
圖1 銅芯體結構圖
銅芯體主要由銅扁管、銅套管、銅彎管三類零件焊接而成,銅芯體生產的質量控制點主要是焊接點的密封性和尺寸公差、形位公差要求。通過前期數批次數萬件銅芯體的批量生產發現,銅芯體生產效率最低、生產質量不穩定主要體現在銅芯體的尺寸公差、形位公差達不到圖紙要求而造成的返工返修。
1 工藝性分析
根據銅芯體的產品結構圖可以看出,銅芯體的尺寸公差和形位公差均為焊接后加工質量要求,采取氣焊的工藝方式生產銅芯體,由于經過氧氣乙炔的高溫加熱和氣流氣壓的影響,焊接位置在焊接過程中容易發生變化,焊接變形大。因此,焊接尺寸的定位準確與否以及焊接變形程度的控制是直接決定焊接尺寸公差和形位公差的關鍵,而在焊接工序中,氣焊工的工作重點是控制焊接焊縫的密封性,焊接尺寸的定位和焊接變形的控制措施好壞則依賴于鉗工的技術技能和經驗。
2 銅芯體焊接生產工藝流程
銅芯體焊接的生產工藝流程如下:
鉗工按圖清理零件→檢查零件質量并清洗干凈→鉗工按圖對各零件安裝定位并固定→焊工焊接→鉗工焊后校形→密封性和尺寸檢驗。
從銅芯體的焊接工藝流程中可以看出,銅芯體焊接質量的關鍵點是焊前的定位固定、焊接過程和焊后的變形控制。
3 工藝控制措施
銅芯體的產品結構看起來簡單,但對于焊接尺寸來說,尺寸公差和形位公差要求還是很高,要想對各零件定位準確,而又不影響焊槍進行加熱焊接,同時還要將焊接變形控制在一定的范圍內,不是輕松就可以做到的。鉗工師傅根據他多年的生產經驗和扎實的技術技能,考慮了多種安裝定位工藝方案,通過試驗和比較,設計了一套合理而有效的焊接工裝圖(含工件),如下圖2所示:
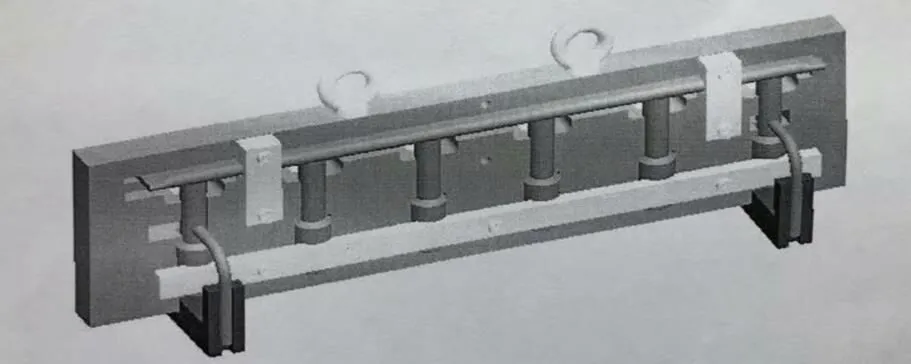
圖2 焊接工裝圖
其中:焊接工裝的核心部分是定位下模[3],定位下模設計圖如下圖3所示:
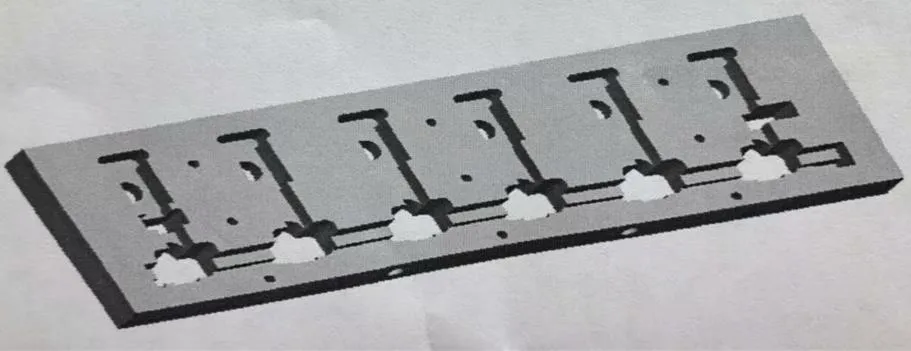
圖3 焊接定位下模
3.1 焊接工裝的組成
焊接工裝主要由定位下模和固定壓緊上模組成,通過定位下模將6件銅套管、2件銅彎管和1件扁管進行準確定位,保證各零件的相對位置固定,然后用固定上模進行壓緊,保證焊接加熱時不會有零件位置的移動[3]。
3.2 工裝的優點
1)工裝的上下模采取熱膨脹系數較小的材料,工裝受焊接加熱變形較小,工裝壽命長,焊接定位尺寸更準確;上下模采取同種材料制作而成,保證了焊接加熱過程中工裝材料熱脹冷縮的效果一致性;
2)焊接工裝下模采取整體材料數控加工而成,尺寸準確,工裝下模的厚度設計合理,太厚必然增加工裝重量,不利于操作的周轉和搬運,太薄必然會造成焊接過程中受熱變形大,影響焊接定位尺寸和形位公差,達不到焊接工裝的使用要求;
3)工裝設計中考慮了焊槍的移動空間,能夠保證焊槍到達焊接位置而不造成焊接干涉和影響;
4)工裝最大的亮點是考慮了氣焊過程中的排火孔設計。沒有排火孔,焊接時氧氣乙炔火焰會造成反射,一方面會對操作者造成安全危害,另一方面也影響焊接操作的控制,甚至無法完成焊接。排火孔設計的巧妙之處在于既滿足了焊接過程中的排火要求,又盡量滿足工裝強度的要求,還有利于減輕工裝的重量[1]。
3.3 工裝的使用方法
焊接工裝使用方法和安裝步驟如下:
1)安裝銅扁管,將銅扁管放入工裝指定槽中,兩端2件銅套管上孔方向朝上,銅套管下端凸臺處插于銅扁管預留孔中,如銅套管不易放入,可用木錘輕輕敲打以使其完全置于工裝指定槽中。
2)安裝中間4件銅套管,將中間4件銅套管下端凸臺處插于銅扁管預留孔中,如銅套管不易放入,可用木錘輕輕敲打以使其完全置于工裝指定槽中。
3)安裝銅彎管,將銅彎管的短頭插入兩端2件銅套管上端對應的孔中,另一端放置于工裝L形塊方槽中,可用木錘輕輕敲打以使其完全置于工裝指定槽中。
4)安裝固定上模,將圓管壓板置入銅套管上,注意壓板安裝孔與工裝螺紋孔對應,并用螺釘緊固。
5)銅芯體在工裝內安裝好后,將工裝立放在焊接平臺上進行氣焊。
6)焊后脫模,焊接完成后拆除圓管壓板及緊固螺釘,用脫模工裝將銅芯體輕輕敲出焊接工裝,并清除焊瘤。
3.4 工裝使用的試驗效果
通過焊接工裝進行安裝定位進行了上百次的焊接試驗,焊接一次合格率大大提高,焊接尺寸穩定性、行為公差基本控制在焊接變形的范圍內,焊后經過輕微校形即可滿足圖紙要求。
4 結論
利用焊接工裝進行了上萬件的銅芯體多批次生產,焊接前的安裝定位準確、簡單、快捷,焊后變形小,生產效率大大提高,生產質量持續穩定,在銅芯體的生產過程中得到了大力應用,效果良好。
[1] 王樹人主編. 模具鉗工技術手冊[M]. 北京: 金盾出版社, 2012.
[2] 陳祝年, 陳茂愛主編. 焊接工程師手冊[M]. 北京: 機械工業出版社, 2015.
[3] 孫開元, 張麗杰主編. 常見機構設計及應用圖例[M]. 北京:化學工業出版社, 2013.
Positioning and Deformation Control for Welding Copper Body of Ship Battery
Qiu Zhaoyi, Ding Lifang, Xie Jianxin
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TM912
A
1003-4862(2019)09-0016-02
2019-04-09
邱兆義(1975-),男,高級工程師。研究方向:機電產品設計及制造。E-mail: dlf712@163.com
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36