湘鋼工具鋼50BV30連鑄坯表面凹陷的改善
2019-11-27 07:52:22姜雙海
中國(guó)金屬通報(bào) 2019年10期
關(guān)鍵詞:裂紋
姜雙海
(湖南華菱湘潭鋼鐵有限公司,湖南 湘潭 411101)
湘鋼煉鋼廠4#連鑄機(jī)為150mm*150mm的高效康卡斯特連鑄機(jī),主要生產(chǎn)簾線(xiàn)鋼、彈簧鋼、工具鋼等高品質(zhì)、高附加值鋼種。煉鋼廠4#連鑄機(jī)生產(chǎn)的150mm*150mm工具鋼50BV30連鑄坯在開(kāi)發(fā)初期,經(jīng)拋丸檢查后發(fā)現(xiàn)鑄坯存在較多的表面質(zhì)量問(wèn)題,以縱向凹陷缺陷為主,同時(shí)還存在小量渣坑缺陷。經(jīng)軋制后,盤(pán)條表面伴隨著裂紋、結(jié)疤等缺陷,不能滿(mǎn)足工具鋼50BV30在冷鐓大變形量套筒零件時(shí)不允許開(kāi)裂的要求。
1 連鑄坯表面凹陷缺陷分析
對(duì)湘鋼煉鋼廠4#連鑄機(jī)生產(chǎn)150mm*150mm方50BV30連鑄坯進(jìn)行拋丸,發(fā)現(xiàn)連鑄坯表面存在嚴(yán)重縱向凹陷缺陷,如圖1所示。將有縱向凹陷的鑄坯做好標(biāo)記,在凹陷處取鑄坯橫截面試樣,發(fā)現(xiàn)凹陷底部存在肉眼可見(jiàn)的裂紋缺陷,深度約10mm,如圖2所示。
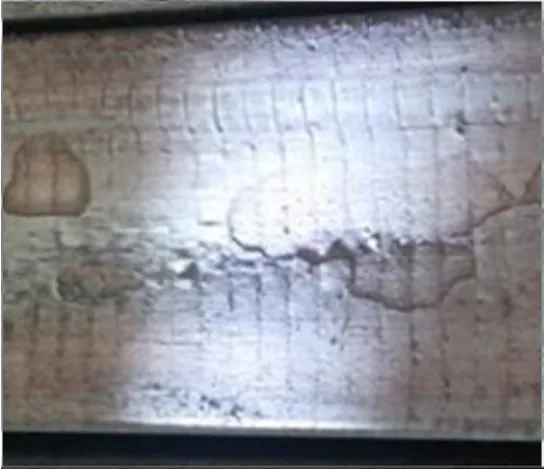
圖1 鑄坯表面存在凹陷缺陷
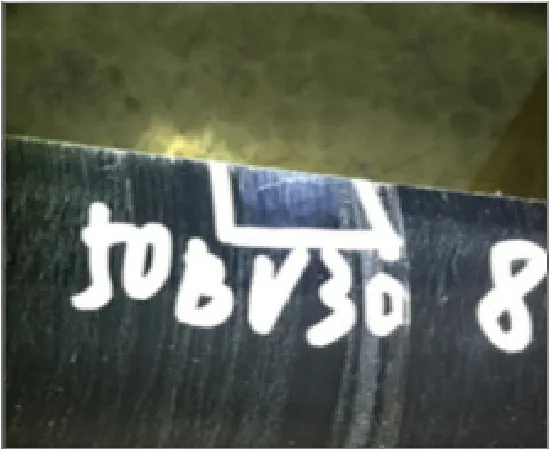
圖2 鑄坯凹陷底部存在肉眼可見(jiàn)的裂紋
取裂紋處試樣進(jìn)行金相分析,如圖3、圖4所示,從金相圖片來(lái)看,連鑄坯縱向凹陷底部裂紋為由應(yīng)力引起的穿晶裂紋。
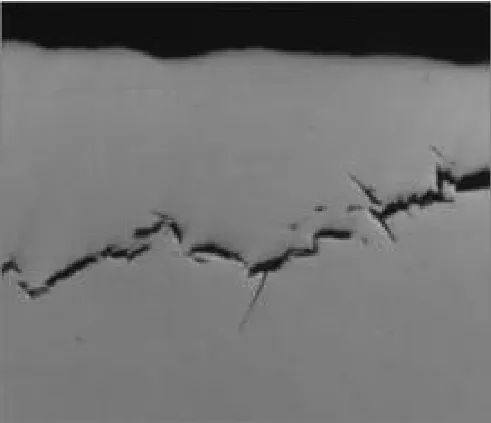
圖3 金相照片25X

圖4 金相照片25X
2 連鑄坯之縱向凹陷的形成原因
縱向凹陷這種缺陷,是連鑄坯生產(chǎn)中較為常見(jiàn),缺陷分布以鑄坯橫截面1/2位置和鑄坯角部為主。集中在鑄坯橫截面1/2位置的縱向凹陷,如圖5所示。深度可達(dá)2mm~5mm以上,凹陷長(zhǎng)度甚至貫通整個(gè)鑄坯,嚴(yán)重的縱向凹陷底部通常伴隨縱向裂紋缺陷。此類(lèi)缺陷主要發(fā)生在高碳鋼、含硼鋼上。

圖5 鑄坯1/2位置凹陷
偏角部的縱向凹陷深度不超過(guò)1.5mm的不容易被發(fā)現(xiàn),偏角部縱向凹陷嚴(yán)重的深度可至2mm~8mm之間,凹陷底部一般會(huì)出現(xiàn)縱裂紋。偏角部縱向凹陷出現(xiàn)的頻次相對(duì)較高,偏角部縱向凹陷產(chǎn)生的位置大多數(shù)距離鑄坯角部約10mm~50mm,一般共生有夾雜、縱裂紋、鼓肚等,如圖6所示。
連鑄坯出現(xiàn)縱向凹陷的因素很多,還好缺陷形成的位置基本上都集中在結(jié)晶器里面。當(dāng)結(jié)晶器的錐度過(guò)于小,或者是在澆注的過(guò)程中出現(xiàn)跑錐度時(shí),坯殼慢慢凝固會(huì)收縮,坯殼與結(jié)晶器兩者之間產(chǎn)生的氣隙會(huì)變大,熱傳導(dǎo)開(kāi)始變慢,坯殼內(nèi)細(xì)晶層在較薄的地方在結(jié)晶器之內(nèi)的凝固速度較快些,就出現(xiàn)了過(guò)早集中收縮導(dǎo)致在連鑄坯的橫截面1/2處產(chǎn)生縱向凹陷[1]。收縮會(huì)讓坯殼過(guò)早和結(jié)晶器之間形成不同大小的氣隙,這樣就會(huì)增加熱阻,從而使冷卻強(qiáng)度減弱,產(chǎn)生有利于柱狀晶生長(zhǎng)的客觀條件。綜上看出產(chǎn)生連鑄坯凹陷的主要因素是初生坯殼的不均勻性和結(jié)晶器與鑄坯兩者間的氣隙行為[2,3]。
3 影響連鑄坯縱向凹陷因素分析
相關(guān)文獻(xiàn)報(bào)道[4,5]指出,影響連鑄坯縱向凹陷的主要工藝參數(shù)包括結(jié)晶器一次冷卻、連鑄中包過(guò)熱度和拉速、結(jié)晶器液面波動(dòng)、結(jié)晶器保護(hù)渣性能。
3.1 結(jié)晶器一次冷卻
結(jié)晶器一次冷卻是影響連鑄坯縱向凹陷缺陷的主要因素。縱向凹陷缺陷主要形成還是集中在結(jié)晶器內(nèi),結(jié)晶器冷卻強(qiáng)度較大或者結(jié)晶器內(nèi)一次冷卻不均勻時(shí),坯殼局部收縮較快,明顯加重了鑄坯凹陷。適當(dāng)?shù)慕档徒Y(jié)晶器冷卻水量可抑制坯殼過(guò)早收縮,減輕初生坯殼受到的熱應(yīng)力,使鑄坯凹陷得到有效改善。結(jié)晶器銅管錐度過(guò)大或者過(guò)小、結(jié)晶器銅管表面層脫落等也會(huì)影響結(jié)晶器一次冷卻,造成鑄坯形成凹陷缺陷[6]。
結(jié)晶器內(nèi)鋼水的流場(chǎng)對(duì)初生坯殼的凝固行為以及液態(tài)保護(hù)渣的熔化和流入都有著顯著影響[7,8]。在生產(chǎn)過(guò)程中,結(jié)晶器水口注流既能有效地活躍結(jié)晶器內(nèi)彎月面鋼水溫度,促進(jìn)保護(hù)渣熔化,但如果在結(jié)晶器鋼水流動(dòng)過(guò)強(qiáng),造成結(jié)晶器內(nèi)彎月面鋼水的翻卷,致使這些區(qū)域的保護(hù)渣液渣層變薄,進(jìn)而導(dǎo)致坯殼與結(jié)晶器銅管之間液渣流人不足而形成凹陷。
3.2 連鑄中包過(guò)熱度和拉速
在澆鑄過(guò)程中,過(guò)高的連鑄中包過(guò)熱度或者中包過(guò)熱度波動(dòng)較大,均會(huì)影響結(jié)晶器保護(hù)渣的熔化,導(dǎo)致坯殼不均勻,產(chǎn)生凹陷幾率上升。拉速對(duì)鑄坯凹陷的形成影響情況較復(fù)雜。一方面高拉速容易造成水口注流對(duì)鑄坯初生坯殼的沖擊過(guò)強(qiáng),導(dǎo)致坯殼變薄,容易發(fā)生凹陷;同時(shí)隨著拉速的提高,鑄坯在結(jié)晶器出口處溫度升高,足輥段窄面冷卻強(qiáng)度不夠?qū)е妈T坯鼓肚產(chǎn)生凹陷。另一方面,如果拉速過(guò)低,雖然在結(jié)晶器中上部已形成一定厚度的坯殼,但在結(jié)晶器中下部由于凝固收縮過(guò)早形成氣隙,熱阻增大、傳熱效率下降,坯殼不能均勻生長(zhǎng)在坯殼薄弱處易發(fā)生凹陷;拉速過(guò)低同時(shí)導(dǎo)致結(jié)晶器注流向鑄坯角部提供熱量不足,造成角部初生坯殼過(guò)快地凝固收縮及保護(hù)渣熔化不良,從而形成伴有夾雜的角部縱向凹陷。
3.3 結(jié)晶器液面波動(dòng)
研究表明[7,8],結(jié)晶器液面波動(dòng)大,液面不穩(wěn)定,發(fā)生凹陷及裂紋的幾率增加。影響結(jié)晶器液面波動(dòng)的因素主要分為:拉速,塞棒自動(dòng)控制系統(tǒng),水口浸入深度,水口對(duì)中等。因此,生產(chǎn)過(guò)程中必須保證拉速與塞棒自動(dòng)控制系統(tǒng)的穩(wěn)定。同時(shí),要保證合適的水口浸人深度,浸人深度過(guò)深時(shí)對(duì)坯殼的均勻生長(zhǎng)不利,過(guò)淺則引起液面波動(dòng)加劇。事實(shí)證明:結(jié)晶器液位波動(dòng)大于4mm,將影響結(jié)晶器保護(hù)渣的潤(rùn)滑效果,導(dǎo)致初生坯殼厚度不均勻。
3.4 結(jié)晶器保護(hù)渣性能
結(jié)晶器保護(hù)渣的化學(xué)組成、原料物性及連鑄工藝等因素直接關(guān)系到結(jié)晶器保護(hù)渣的良好作用。根據(jù)保護(hù)渣在結(jié)晶器中的作用可推測(cè)知曉,黏度和液態(tài)渣膜的厚度尺寸和均勻的不同程度有著較大的關(guān)聯(lián)。如果黏度偏大或是太小,都將使液態(tài)渣膜出現(xiàn)太薄或是太厚,導(dǎo)致保護(hù)渣的潤(rùn)滑性以及傳熱性不好。若保護(hù)渣的高溫流動(dòng)性不理想,在結(jié)晶器銅壁與初生坯殼之間所產(chǎn)生的的厚度不合適、傳熱均勻的熔渣層就不能形成,進(jìn)一步影響到保護(hù)渣應(yīng)有的潤(rùn)滑作用和鑄坯順行。由此產(chǎn)生連鑄坯縱向凹陷缺陷。
4 改進(jìn)措施及效果
通過(guò)以上對(duì)于鑄連坯凹陷的影響因素及成因的分析,結(jié)合湘鋼50BV30連鑄坯表面凹陷的現(xiàn)狀特點(diǎn),采取有針對(duì)性的改進(jìn)措施,防止或減少50BV30連鑄坯凹陷的產(chǎn)生。①合適降低50BV30鋼種結(jié)晶器一次冷卻強(qiáng)度,結(jié)晶器水流量由原來(lái)的2000L/min調(diào)整到1900L/min。②生產(chǎn)過(guò)程中,保證水口對(duì)中良好,避免鋼水直接沖刷坯殼,保證鑄坯均勻凝固。③控制好生產(chǎn)節(jié)奏,降低鋼水過(guò)熱度,中包過(guò)熱度控制在30℃以?xún)?nèi),采用恒拉速澆鑄。④選用合適的保護(hù)渣,通過(guò)對(duì)比煉鋼廠中碳保護(hù)渣成分和物理性能,改進(jìn)后的中碳保護(hù)渣熔點(diǎn)相對(duì)低(1100℃下調(diào)至1080℃)、粘度相對(duì)較高(0.25Pa.S/1300℃上調(diào)至0.65Pa.S/1300℃),且經(jīng)過(guò)實(shí)際生產(chǎn)試驗(yàn)對(duì)比,改進(jìn)后的中碳保護(hù)渣改善控制傳熱更好些,因此50BV30鋼種晶器保護(hù)渣使用改進(jìn)后中碳保護(hù)渣。
經(jīng)過(guò)采取上述改進(jìn)措施,湘鋼煉鋼廠4#機(jī)生產(chǎn)的工具鋼50BV30連鑄坯經(jīng)拋丸檢查,鑄坯表面質(zhì)量良好,如圖7所示,連鑄坯表面凹陷缺陷得到了明顯的改善。目前煉鋼廠4#機(jī)工具鋼50BV30月產(chǎn)量達(dá)800噸,經(jīng)軋制后的盤(pán)條表面質(zhì)量完全滿(mǎn)意客戶(hù)使用需求。

圖7 50BV30鑄坯表面質(zhì)量較好
5 結(jié)論
①湘鋼工具鋼50BV30鑄坯表面凹陷缺陷主要與結(jié)晶器一次冷卻、保護(hù)渣性能以及拉速等因素有關(guān)。②通過(guò)適當(dāng)降低結(jié)晶器一次冷卻強(qiáng)度,選用合適的保護(hù)渣,同時(shí)采取恒拉速澆鑄,湘鋼工具鋼50BV30連鑄坯表面凹陷得到了明顯的改善。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
