薄規(guī)格沖壓用酸洗軟鋼研究
2019-11-27 07:52:32戚娜
中國金屬通報(bào) 2019年10期
戚 娜
(上海梅山鋼鐵股份有限公司,江蘇 南京 210039)
隨著酸洗產(chǎn)品的不斷發(fā)展,“以熱代冷”趨勢日益明顯,代表牌號(hào)SPHC酸洗用鋼對(duì)厚度的使用也越來越薄,目前達(dá)到1.5mm。熱軋酸洗板是以熱軋板為原料,經(jīng)酸洗機(jī)組去除表面氧化鐵皮后,成為表面質(zhì)量良好的鋼板產(chǎn)品,其表面質(zhì)量和使用要求介于熱軋板和冷軋板之間,相較冷軋板成本低、性價(jià)比較高高,是部分冷軋板的理想替代產(chǎn)品。酸洗板應(yīng)用領(lǐng)域比較廣泛,在汽車零部件、壓縮機(jī)殼體、機(jī)械五金等行業(yè)均可應(yīng)用,并且由于部分替代冷軋產(chǎn)品對(duì)熱軋酸洗板表面質(zhì)量有著很高的要求。
由于熱軋軋制過程中薄規(guī)格溫降較大,并且兼顧酸洗后表面質(zhì)量,容易導(dǎo)致材料混晶軋制,用戶在使用過程中由于帶鋼成型部位拉延不均勻,造成開裂。其中尤以軟料中的厚度小于2.0mm最為嚴(yán)重,由于材料較薄,溫降較大,如何在性能和表面以及用戶使用方面進(jìn)行匹配是關(guān)鍵,另外材料薄軋制后板型無法保證,必須工藝上平整,但是屈服強(qiáng)度偏高,延伸率無法滿足標(biāo)準(zhǔn)要求,影響成型。國內(nèi)外文獻(xiàn)也有對(duì)酸洗軟鋼從提高終軋溫度、減少邊部溫降、添加合金等方法進(jìn)行研究,結(jié)合本公司產(chǎn)線的工藝設(shè)備特點(diǎn)和用戶使用發(fā)生的問題重點(diǎn)進(jìn)行研究和試驗(yàn)。
1 問題分析
用戶在使用1.7mm厚度材料時(shí),發(fā)生開裂問題,反查內(nèi)部生產(chǎn)情況,屈服強(qiáng)度達(dá)到289MPA,延伸率31.5%,標(biāo)準(zhǔn)要求屈服強(qiáng)度170MPA~310MPA,延伸率≥31%,本文針對(duì)此用戶端問題進(jìn)行了試驗(yàn)研究。
1.1 工藝方案
主要生產(chǎn)工藝為250噸轉(zhuǎn)爐冶煉,在1630mm連鑄機(jī)上鑄成230mm厚度的板坯,經(jīng)過1780熱軋7連軋軋機(jī)軋成厚度<2.0mm的熱卷,并經(jīng)過紊流式連續(xù)酸洗機(jī)組將表面氧化鐵皮酸洗干凈。此成分體系的選擇主要依據(jù)前期實(shí)績,在酸洗薄規(guī)格生產(chǎn)中此成分體系性能最低,沖壓深度最深,具有優(yōu)良的深沖壓性能。故鋼種純凈度高,S、P元素含量低,夾雜物含量低,成分偏析和帶狀組織程度輕。鋼種的成分和工藝原則是適當(dāng)降低易偏聚元素C、Mn的含量,加入少量Ti、B,通過低溫控軋控冷和微合金元素細(xì)化晶粒,降低屈服強(qiáng)度,保證良好塑性和冷彎性能。

表1 成分
1.2 金相組織
對(duì)于小于2.0mm材料在帶鋼寬度方向上進(jìn)行組織測評(píng),了解寬度方向帶鋼晶粒組織情況,帶鋼邊部存在混晶情況,且料越寬混晶情況越嚴(yán)重,如圖1所示的邊部80mm范圍內(nèi)均有明顯的混晶邊界,邊部混晶達(dá)到500μm。表層晶粒明顯被拉長,晶粒度7.5級(jí)~8.5級(jí),心部晶粒度8.0級(jí)~8.5級(jí)。
理想的顯微組織應(yīng)該是細(xì)晶粒鐵素體+細(xì)小均勻分布的珠光體。若由于晶粒細(xì)化產(chǎn)生的強(qiáng)化效果低于屈服強(qiáng)度的40%,而其他強(qiáng)化效果如固溶強(qiáng)化、沉淀強(qiáng)化的效果大于屈服強(qiáng)度的60%,則將對(duì)材料的韌性產(chǎn)生不利的影響,此時(shí),晶粒細(xì)化對(duì)韌性的有利作用抵消不了其他機(jī)制對(duì)韌性的不利作用,故使得韌性降低。當(dāng)晶粒細(xì)化的作用大于40%時(shí),將使韌性得到改善。為了改善冷彎性能,除了需要細(xì)化鐵素體晶粒以外,還必須考慮鐵素體晶粒的形態(tài),根據(jù)有關(guān)資料分析,鋼中普通尺寸的針狀鐵素體/魏氏組織對(duì)冷彎性能有明顯的不利影響。理想的組織應(yīng)該是細(xì)小等軸的鐵素體晶粒。
1.3 終軋溫度
終軋溫度的設(shè)定和實(shí)現(xiàn)是關(guān)鍵的,考慮位于再結(jié)晶溫度和Ar3之間。在熱軋生產(chǎn)過程中,由于帶鋼的寬度越寬,邊部終軋溫度低于相變溫度Ar3的趨勢越明顯,在軋制過程落在兩相區(qū),即帶鋼在a+γ相區(qū)內(nèi)進(jìn)行塑性變形,鐵素體比奧氏體生長的快,迅速生長變?yōu)榇执蟮亩尉Я!榱说玫郊?xì)化鐵素體晶粒和等軸狀的晶粒,應(yīng)該采用較高的終軋溫度。軋制溫度高,形成較多的變形帶,儲(chǔ)備大量的形變能,促進(jìn)鐵素體形核,因而起到細(xì)化鐵素體晶粒的作用。但終軋溫度太高,則熱軋卷發(fā)生氧化的可能性增大,表面缺陷(氧化鐵皮)發(fā)生的概率增加。
通過對(duì)熱軋生產(chǎn)的薄料終軋溫度曲線進(jìn)行全面分析,發(fā)現(xiàn)對(duì)于薄料帶鋼全長溫度波動(dòng)較大,并且?guī)т搶挾确较蛏媳緛磉叢繙囟染秃椭胁繙囟扔袦亟担⑶矣捎诒×线叢繙亟递^厚料更大,導(dǎo)致帶鋼出現(xiàn)圖1所示的金相組織。
2 改進(jìn)方案
根據(jù)文獻(xiàn)[1]中終軋溫度對(duì)材料力學(xué)性能的影響,文獻(xiàn)[2]中B對(duì)低碳率鎮(zhèn)靜鋼的性能的影響,根據(jù)前期歷史實(shí)績,提高C含量到0.04%,加入B元素,降低AR3溫度要求,對(duì)于材料力學(xué)性能方面提高較少,保證同樣的厚度終軋溫度不變的情況下,減少兩相區(qū)軋制的風(fēng)險(xiǎn)。
熱軋工藝,板坯加熱溫度確保在隨后的變形和冷卻過程中發(fā)揮析出強(qiáng)化和細(xì)化晶粒的作用,但是同時(shí)要防止加熱時(shí)奧氏體晶粒粗大,考慮溫度為1210℃。為了細(xì)化鐵素體晶粒和得到等軸狀的晶粒,應(yīng)該采用較高的終軋溫度。軋制溫度低,形成變形帶,儲(chǔ)備形變能較多,能夠促進(jìn)鐵素體形核,因而起到細(xì)化鐵素體晶粒的作用。由于薄規(guī)格溫降較大,考慮控制實(shí)際情況,溫度設(shè)定為850℃~870℃。同時(shí)由于終軋溫度較低,變形后快的冷卻速度可以抑制鐵素體晶粒長大,卷取溫度設(shè)定570℃~620℃。
在同樣的工藝條件下,對(duì)含B和不含B進(jìn)行對(duì)比研究。

表2 帶鋼晶粒組織情況
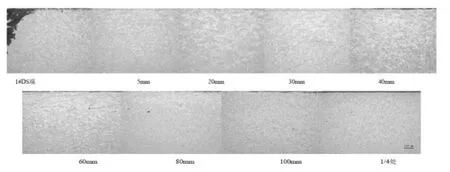
圖1 薄料酸洗邊部表層金相組織

表3 改進(jìn)典型成分
2.1 金相組織
從圖2可以看出,改進(jìn)前晶粒度大小不均勻,改進(jìn)后表層有明顯均勻的改善,明顯改善由于晶粒大小不均勻而造成的延伸差異,但是晶粒大小會(huì)因?yàn)樵黾覤元素而較之前粗大,晶粒度表層和心部均為8級(jí)。
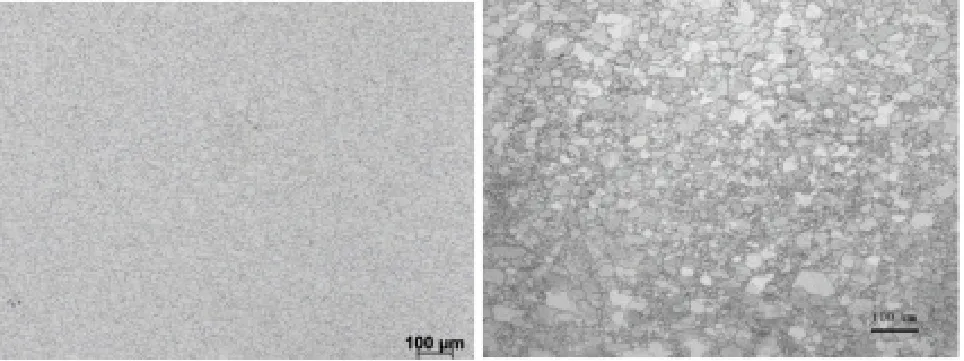
圖2 含B金相組織、不含B金相組織
2.2 力學(xué)性能
屈服強(qiáng)度改進(jìn)前均值285MPa,改進(jìn)含B工藝屈服均值241MPa,明顯降低40MPa,抗拉強(qiáng)度改進(jìn)前后變化不明顯,延伸率改進(jìn)前40%,改進(jìn)后44%,提高4%,屈強(qiáng)比改進(jìn)前0.82,改進(jìn)后<0.7,顯著提高成型性能,而不含B工藝延伸率較前期變化不明顯。

表4 成型性能
由于用戶使用此薄規(guī)格厚度材料主要用于麻將機(jī)托架、壓縮機(jī)支架、儲(chǔ)液罐等,沖壓成型相對(duì)簡單,但是沖壓深度較大,如麻將機(jī)托架沖壓深度達(dá)30mm,延伸率能夠反映材料改進(jìn)后的成型性能。如表4所示的結(jié)果可以看出,C含量越低,對(duì)于終軋溫度較低的問題反映到材料本身的性能就越明顯,特別是能夠反映拉深成型的關(guān)鍵指標(biāo)r值較改進(jìn)前變化較大。
2.3 表面質(zhì)量
根據(jù)文獻(xiàn)[3]中對(duì)腰折缺陷的原因分析,鋼水中的[N]與[B]及[Al]形成細(xì)小的BN及AlN,降低了低溫塑性,當(dāng)BN及AlN沿奧氏體晶界析出后減弱了晶界間作用力,在應(yīng)力作用下析出物附近便形成了裂紋。寶鋼工業(yè)生產(chǎn)中,通過降低鋼中N含量并控制一定比例的B、Al含量,可有效避免板坯表面裂紋的發(fā)生[2]。B的加入可以消除柯氏氣團(tuán),試驗(yàn)證明此種工藝的材料腰折發(fā)生比例較低。
3 結(jié)論
(1)薄規(guī)格如厚度<2.0mm,代表牌號(hào)SPHC酸洗用鋼,用戶在沖壓過程容易出現(xiàn)開裂現(xiàn)象,主要原因薄規(guī)格熱軋過程終軋溫度達(dá)不到目標(biāo)值,往往低于下限860℃,導(dǎo)致在兩相區(qū)軋制,容易混晶,造成用戶沖壓開裂風(fēng)險(xiǎn)較大。
(2)研究了邊部混晶的影響原理和程度以及薄規(guī)格軟料的生產(chǎn)特點(diǎn),各工藝直接的差異,C、Mn屬于鋼鐵產(chǎn)品常規(guī)強(qiáng)化元素,選擇B可以發(fā)揮降低Ar3溫度的作用。在保證材料表面質(zhì)量的前提下,在現(xiàn)有設(shè)備能力下,同樣的終軋溫度能力,將C含量適當(dāng)提高,并且加入B,對(duì)于薄規(guī)格酸洗軟鋼的生產(chǎn)提供了有利條件。
(3)對(duì)于薄料如厚度<2.0mm的低碳軟鋼如在同樣的軋制條件下,終軋溫度已經(jīng)達(dá)到極限,無法滿足材料的奧氏體區(qū)域軋制要求,通過成分優(yōu)化來降低影響,可以明顯得到改善。屈服強(qiáng)度降低40MPa,屈強(qiáng)比降低,延伸率提高4%。
(4)含B工藝能夠有效抑制腰折缺陷的發(fā)生。
(5)優(yōu)化薄規(guī)格一貫制工藝,降低用戶開裂風(fēng)險(xiǎn),進(jìn)而提高梅鋼薄規(guī)格產(chǎn)品市場占有率。
