基于傳統平面銼削方法的創新改進研究
2019-11-24 03:12:36顧宗林
職業·下旬 2019年9期
顧宗林

摘要:本文以鉗工手工銼削加工操作為研究對象,對傳統的銼削加工操作方法進行了分析和研究,總結出傳統銼削加工操作存在掌握難度大、加工面形位精度難以控制、制作件精度低等問題。因此根據傳統工藝中存在的弊端,筆者結合教學實踐,總結了五種操作方便、簡單易學、零件精度容易控制的平面銼削方法和技巧,有效地減小了銼削加工過程中的工序預留量,縮短了平面的加工時間,提高了工作效率。
關鍵詞:平面銼削 銼削方法銼削技巧
課題:本文系甘肅省2()18年嘉峪關市科學技術局專項資助建設項目“嘉峪關市中小型機械產品智能設計與制造工程技術研發中心”之一(項目編號:SCZJB2()18-03)研究成果。
在實踐操作和教學過程中,由于銼削時兩手平衡難以控制而無法完全避免銼刀上下擺動的問題,導致加工出的零件平面質量差,合格率低以及實踐應用難度大。為了能讓銼削這項操作技能更容易掌握和熟練應用,并使所加工的零件達到形位精度和表面質量要求,現將傳統的平面銼削加工操作方法的優點和不足分別進行了分析和整理,并根據多年的實踐經驗,也總結多種銼削技巧,以降低平面銼削的操作難度,提高加工精度和加工效率。
一、傳統銼削方法
1.順向銼削法
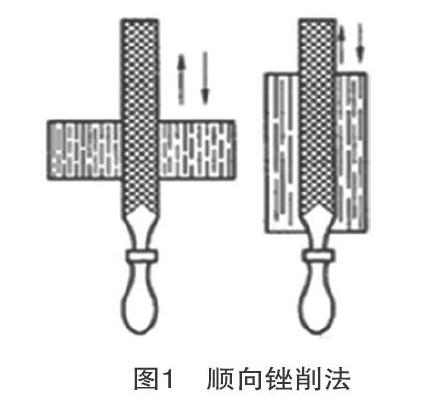
就是用銼刀對某一平面進行銼削加工時,銼刀的銼削運動方向或紋理方向始終與被加工面上某一條邊形成一定角度的操作方法稱為順向銼削法(見圖1)。具體操作方法是:右手正確握住銼刀柄,左手拇指根部壓住銼刀前端,且兩手端平銼刀并置于待加工面上。開始銼削時,銼刀在水平面內做向前推進的直線運動,回程時將銼刀抬起后收回或原位拉回。但在下一個推進運動前,應先將銼刀向左或向右平移銼刀寬度2/3的距離后,再進行下一個銼削推進動作,以此類推直至新產生的銼紋覆蓋整個被加工平面為止,即為完成順向銼削的單個工作過程。 這種方法,由于在銼削加工時總是或多或少地存在著兩手用力不平衡而出現銼刀兩端上下擺動的現象,導致加工出的平面呈現出中間凸起的問題。因此這種方法適用于加工平面大、表面需要美觀且銼削平面精度要求不高的加工件。
2.交叉銼削法
交叉銼削法就是在銼削時,銼刀運動方向與工件夾持力方向成50。~60。角,且銼紋交叉(見圖2)。這種加工方法較順向銼削法,由于增大了銼刀與待加工面的接觸面積,因此銼削過程中銼刀更容易掌握平穩。同時,還可根據兩次銼痕的交叉位置來判斷銼刀是否端平。如果兩次銼削產生的紋路交叉部位在工件寬度的中間部位,則既表示被加工平面中間有明顯凸起,又表示銼刀工作面與被加工平面處于平行的端平狀態。否則,就需要調整兩手所握銼刀的位置,直至兩次銼削新產生的紋路處于平面寬度的中間部位或覆蓋平面全寬。
這種方法由于銼紋交叉,表面粗糙度大,表面不美觀。因此,一般用于平面銼削的粗加工或需要快速修正平面度的初始段。
3.推銼法
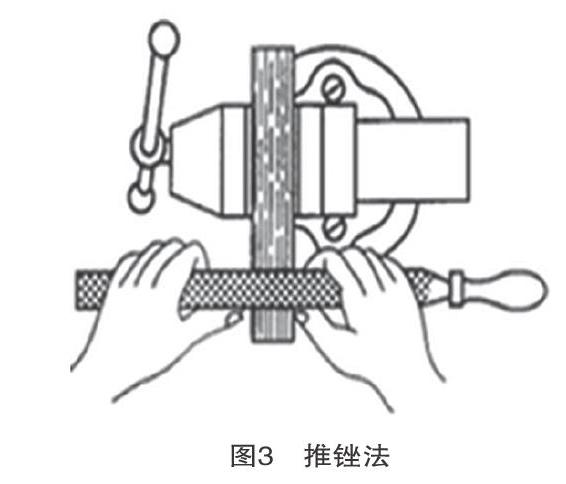
推銼法就是兩手橫握銼身,大拇指頂住銼刀側面。加工時將銼刀壓在待加工平面上做向前推進和向后拉回的直線往復運動,這種操作方法稱為推銼法(見圖3)。用推銼法銼削平面的過程中,由于握住銼身的兩手分別與被加工平面所形成的支點間的力臂較短,所以在采用推銼法銼削平面時,銼刀的平衡易于掌握。但由于銼刀上銼齒的排列方向與銼刀側棱之間形成約45。的夾角,也就是說銼齒的排列方向與推銼時的運動方向也形成約45。夾角,所以在切削加工時參加切削的每一個銼齒的切削刃自然就會以一定傾角參加切削,同時切除的切屑也是逐步被“削”下的過程,而不是像順向銼和交叉銼過程中將其一次“鏟”除的過程。
因此,推銼法具有操作簡單、切削量小、切削力小、易獲得較小的表面粗糙度等優點。故一般用在加工余量不大、形位精度和表面粗糙度要求較高的精加工階段。有時也多用于內外圓弧面或封閉和半封閉平面的加工。
以上三種傳統的平面銼削加工方法,雖然在操作時能夠完成絕大多數平面加工,但在實踐操作過程中,僅用這三種方法來完成高精度平面的加工,顯得有些費時費力且力不從心,也更體現不出鉗工銼削加工的精密性。因此根據傳統銼削加工的工作原理、各種銼刀的結構特征以及長期的教學實踐,創新改進了以下5種銼削技巧。
二、創新銼削技術
1.點銼法
其銼削方法與順向銼削法基本類似,但用點銼法在加工時,銼刀與銼削平面的接觸瞬間,就將銼刀略微抬起并抽回,同時肉眼觀察加工面上新產生銼紋的分布及位置情況,從而確定銼刀在下一次銼削的過程中是否需要做相應調整。如果新產生的銼削紋路處于操作者遠邊一側,就表明下一次銼刀落下前應將握住銼柄的右手略向下壓。如果新銼削紋路產生在靠近操作者的近邊周圍,則表示在下一次銼刀落下前需要將握住銼刀柄的右手略向上抬起,直到新產生的銼削紋路處于被加工平面寬度的正中間后,再逐漸拉長銼刀與銼削平面的接觸時間,直至過渡到正常銼削的姿勢和狀態。
這種銼削法,由于銼刀移動的距離較短,銼削量小,因此這種銼削方法僅適用于銼削的最開始,目的是通過銼刀與銼削平面瞬間接觸而產生的紋路位置,來判斷和調整正常銼削時銼刀與銼削平面之間的位置關系,從而給下一步的正常銼削時的規范操作打下良好基礎。
2.彎銼凸面法
在實踐應用過程中,傳統銼削法由于握住銼刀的兩只手,始終處在以被加工平面為支點的外部,在銼削運動中形成了隨時間和行程不斷變化的兩個力矩,握銼刀的兩只手也需要在不斷變化的力矩中來尋求平衡,所以很難將銼刀端平。因此經過細致的觀察和實踐,并結合銼刀形狀特征總結了一種行之有效的銼削方法,即彎銼凸面法(見圖4)。
通常情況下用手工銼削的方法加工出一個平面度較好的平面,除了在銼削時保證銼削運動方向與被加工表面始終保持平行外,還需要有一把平直銼刀。但是在工作中發現,要想在一批銼刀中找一把特別平直的銼刀也是一件不容易的事。那么,用一把單向彎曲的銼刀,能否加工出平直的平面呢?經過理論分析和實踐應用得到的答案是肯定的。這是因為一把彎曲的銼刀,如果有一面是凹面,則另一面就是凸起的。根據銼刀的這一結構特性,通過研究發現,在正常銼削時要獲得一個平直度要求較高的平面,握住銼刀的兩只手在推進過程中必須要始終保持平衡狀態,也就是說兩只手不能有絲毫的上下擺動。如果被加工平面是平直的,再分別用銼刀的凹面或凸面對工件平面進行銼削加工就不難發現,用銼刀凹下去的一面對工件平面進行切削加工時,操作者將銼刀握的越平,則平面的凸起越明顯。而如果用銼刀凸起的一面對平面進行切削加工時,則會出現意想不到的效果。從圖4中發現,銼刀凸起的一面與被加工平面是一種線接觸的工作狀態。此時如果用右手握住銼刀柄,左手握住銼刀前端開始銼削時,且握住銼刀柄的右手在一定范圍內向下擺動,則銼刀與加工平面的接觸位置就會向右手握銼刀柄的方向偏移。反之,如果握住銼刀柄的右手向上略微抬起,參加切削的接觸位置就會向左手握住銼刀前端的方向移動。由此發現在銼削推進的整個過程中,握住銼刀的兩只手在一定范圍內有適量的上下擺動也可以加工出平直的平面。
由于在銼削時銼刀面上參加切削的銼齒數量較少,切削量較小,銼削時銼刀行程較順向銼削法短。因此這種平面銼削方法一般適用于大平面或長平面的加工,以及平面的中間凸起量不大于0.05mm局部點位的修整。
3.摸低法
在銼削平面的過程中,用手掌摩擦過的平面,在下次進行銼削加工時,銼刀會在該部位的平面上出現打滑的現象。原因是,由于手上的汗液對金屬表面具有氧化作用,從而形成一層較薄的氧化層,這個氧化層表面硬,在銼削加工的最初階段又不易快速去除,所以出現銼刀打滑的現象。通過研究和實踐又發現,這一層較薄的氧化層并不是沒辦法去除,只是需要用銼刀在氧化層上多銼削加工幾下就可以消除。利用這一特性,并將其運用到實踐中發現也能輕松地解決銼削加工中平面中間微量凸起的問題。 方法:銼削前,在平面的低處用手指用力涂抹幾下,直到將上次銼削加工所產生的新銼紋涂暗,然后再進行正常銼削,這時只要銼削到用手涂抹過的地方,銼刀會打滑,因此也就減小了對該處的銼削量,而沒被涂抹過的地方則切削正常。直至產生的新銼痕覆蓋住涂抹過的部位,然后再次用手指涂幾下,反復多次,即可將平面的中間凸起問題消除。
這種方法在加工的過程中銼削力和銼削量較小,因此,較適用于中間凸起量不大于0.03mm的寬大和狹長平面的加工。
4.寬面窄銼法
在平面銼削加工過程中發現,相對大一些的平面容易加工。而相對較小的平面反而不易加工出合格的平面。原因是,如果被加工平面大,與銼刀的接觸面就大,銼刀也就易端平。如果被加工平面小,與銼刀的接觸面就小,銼削行程又短,此時銼刀在銼削時也就更易上下或左右擺動,因此被加工面的中間凸起問題更難消除。例如:在加工lOmm×lOOmm的平面時,如果銼削方向沿著lOmm寬度方向橫向加工時,雖然平面短且效率高,但此時銼刀平衡難以控制,所以很難避免加工平面的中間凸起問題。而如果銼削方向順著lOOmm長的方向加工則就不同了,雖然效率有所降低,但由于銼刀與被加工平面的接觸面積多而長,銼刀更易掌握平衡。因此也就更易加工出合格的平面來。如果此時用寬面窄銼法(見圖5),那么,平面的加工效率將會大大提高。
方法是:在加工狹長平面時,可以先用順向銼削法,沿著窄的方向加工平面。待被加工平面用刀口直尺順長的方向測量,觀察透光基本均勻后,改為用順向銼削法沿著較長方向進行銼削。由于寬度方向上有明顯的中間凸起問題。此時可先用小于平面寬度的窄銼刀直接對中間凸起部位進行加工(如:lOmm寬的平面則用不超過8mm寬的方銼),直至將中間凸起問題消除,然后再用板銼沿著長的方向進行順向銼削,待新產生的銼削紋路完全將平面覆蓋后即可。
此種方法,由于所使用的工具均為小而窄的銼刀,加工出的平面粗糙度大,加工效率低。因此,只適用于平面銼削過程中的中間環節。
5.過渡圓弧銼削法
銼刀根據其斷面形狀不同可分為板銼、方銼、圓銼、三角銼、特型銼等,其中使用最為廣泛的是斷面形狀為矩形的板銼。這種銼刀不論其形狀大小或銼齒粗細,在制造時均以尖頭(圖6a)和方頭(圖6b)兩種形式生產。經過測量發現,銼刀頭部為方形的銼刀其上下兩個工作面不論從哪個方向看自始至終都是平直的。而頭部為尖頭銼刀則不同,這種銼刀的上下兩個工作面在(圖6a)②點和③點之間的任何方向都是平直的,但是從②點到①點之間則由厚變薄,并延銼刀厚度方向看形成②點厚而①點薄的楔形體。而恰恰在這薄與厚的變化過程中,自然在②點處產生了一個圓弧過渡區,這個過渡區也是運用過渡圓弧銼削法的重要使用區域。
過渡圓弧銼削法在運用過程中,其基本原理和操方法與彎銼凸面法有些相同。但略有不同的是加工過程中握住銼刀柄的右手,在推進和拉回銼刀時要略有抬離加工平面的趨勢,目的是讓真正參加切削的部位移向圓弧過渡的②點位置,而左手也要始終壓在過渡區②點位置的正上方,此時右手連續做短距離的推進和拉回的銼削動作,而銼削過程中銼刀的行進長度由凸起部位的區域所決定,區域大銼刀前后移動的行程就長,區域小則銼刀前后移動的行程就短,直到消除凸起并達到標準要求為止。
同時這種操作要與直接用銼刀最前端的單排面齒進行鏟削加工要區別開來,前者是同時由多排齒參加的銼削加工,其加工出的平面平直而光滑,而后者則是真正意義上的鏟銼,用此方法加工過的平面極易形成向銼削方向排列的條紋狀平面,導致表面粗糙度值過高以及形位精度不穩定的問題。
用過渡圓弧銼削法加工平面時,由于銼刀上參加切削的銼齒數量少,銼削量小,銼刀運動行程短,因此這種方法主要用于修整中間凸起或局部凸起量在0.05mm以內銼削平面。
三、實踐效果
通過對以上傳統方法和創新技術的應用發現,傳統的平面銼削操作方法,只是從廣義的角度上解決了規范化、標準化的問題。而創新銼削技術則在其傳統方法的基礎上,合理運用銼削工具的自身特征,針對平面銼削過程中出現的具體問題,在細節上給予了方法和技巧方面的指導。同時經過實踐證明,將以上鉗工平面銼削的傳統方法與銼削技巧相互結合,并運用到實踐操作和實習教學中后,能夠大幅度地縮短操作者的練習時間,加工平面的質量也有了明顯提高,完成高精度平面加工用時也明顯減少,學生在此項技能的掌握方面也有了更多的自信,也不再將手工銼削高精度平面的加工當成無法完成的任務。值得一提的是通過對以上技術的綜合應用,有效地解決了銼削平面質量差、精度低的問題,又提高了加工效率,降低了制件的廢品率。
參考文獻:
[1]勞動部教材辦公室,鉗工生產實習[M].北京:中國勞動出版社,1 997.
[2]王國錢,模具鉗工工藝與技能訓練[M].北京:科學出版社,2008.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56