不同焊接順序對不銹鋼復合管焊接接頭性能影響
2019-11-14 07:19:40趙喜平唐元生張桂紅張勝男
石油化工設備技術 2019年6期
趙喜平,唐元生,張桂紅,路 濱,張勝男
(中石化第十建設有限公司,山東 青島 266555)
我國能源需求量日益增長,且加工的大部分油氣資源含有 CO2、H2S 等酸性腐蝕成分,為確保管道具有足夠的強度和耐腐蝕性,同時降低成本 ,內襯不銹鋼復合管得到越來越廣泛的應用。對于不銹鋼復合板制壓力容器來說,通常按先焊基層、后焊過渡層和復層順序進行。但對于不銹鋼復合管道,因施工條件所限,多數情況下需先焊復層,再焊過渡層和基層,標準上通常規定用過渡層25-13型不銹鋼焊接材料焊接基層;如基層改用碳鋼焊材焊接,會在基層與過渡層接合部位產生脆硬馬氏體組織,在設備、管道運行過程中,受應力或疲勞載荷的作用,可能導致該處產生裂紋【2】。根據施工現場實際應用情況,對不銹鋼復合管焊接順序進行調研后,開展了多項焊接工藝試驗,測試焊接接頭力學性能、硬度等。本文對試驗內容及結果進行了歸納總結,并加以分析,供大家探討。
1 背景資料
新疆某采氣廠油氣集輸系統天然氣高溫、高壓、含CO2和少量H2S,壓力為12.5 MPa,設計選用不銹鋼復合管道。該項目2013年4月開始施工,井口回壓部分更換為8.2 km不銹鋼復合管。施工單位采用GTAW+SMAW方法焊接,即先采用不銹鋼焊絲GTAW打底,再采用高鉻鎳不銹鋼焊條焊過渡層,最后采用碳鋼焊條填充和蓋面。先期進行的焊接工藝評定也合格。新建不銹鋼復合管道于當年9月工程完工并投入使用,至今運行平穩正常,沒有出現腐蝕滲漏、焊縫開裂等現象。
江蘇某設備廠生產的不銹鋼復合板容器,其插入式接管與主體對接焊縫全部采用過渡層不銹鋼焊材進行焊接,但經熱處理后,焊縫產生裂紋。經研究分析后決定,打底層、過渡層仍采用相應的不銹鋼焊材焊接,但基層在不銹鋼過渡層焊縫上改用碳鋼焊條施焊。這種工藝焊接的焊縫經熱處理后未產生裂紋,且設備已使用一個周期,沒有發現裂紋。
2 不銹鋼復合材料幾種焊接順序工藝
以Q235+SUS321復合材料的焊接為例,將焊接順序工藝分為A、B、C 3種進行說明【3】。
2.1 A順序
A焊接順序為:先采用E4315焊條焊接基層,再采用E309-16焊接過渡層,最后采用E347-16焊接復層,如圖1所示。
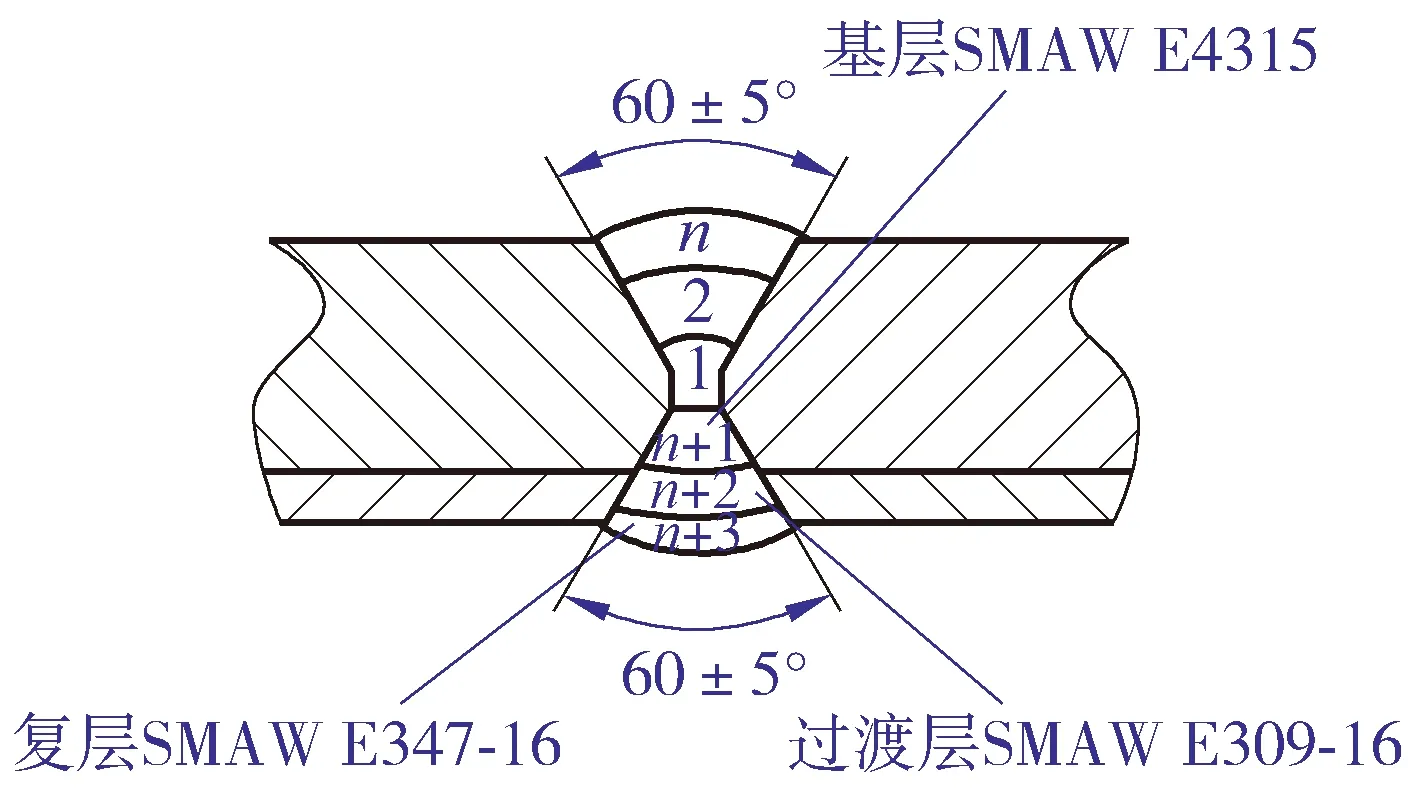
圖1 A順序焊縫
2.2 B順序
當條件受到限制時,需先焊復層,后焊過渡層和基層。此時可采用B焊接順序,即先采用ER347焊絲焊接復層,然后采用高鉻鎳焊條ER309焊接過渡層、E309-16焊接基層,如圖2所示。

圖2 B順序焊縫
2.3 C順序
根據調研和工程實踐,國內某些企業在“當條件受到限制” 時焊接復合材料,先采用ER347焊接復層,再采用ER309焊接過渡層,最后采用碳鋼焊材E4315焊接基層,如圖3所示。

圖3 C順序焊縫
3 不銹鋼上堆焊碳鋼焊材試驗
試板采用SUS304,先在1G位置采用φ3.2 mm的E309-16焊條堆焊2層,焊接電流為110~120A,電壓為22~25 V,層間溫度控制在150 ℃以下,每層厚為3~4 mm;再采用E4315焊條在此不銹鋼過渡層上堆焊1~2層(見圖4)。施焊過程中焊工未發現明顯的未熔合、氣孔、裂紋等缺陷。

圖4 模擬試驗項目示意
碳鋼焊層采用砂輪機磨除,直至露出與不銹鋼熔合處。分層進行PT檢測,沒有發現任何裂紋,見圖5。

圖5 堆焊碳鋼層與不銹鋼層熔合區PT檢測
4 A、B、C順序的焊縫性能對比試驗
為方便試驗取樣,本次試驗選用20R+SUS321材料復合板,厚度為(14+3)mm。焊前對焊工進行了詳細的技術交底,強調了焊接順序、焊接工藝參數、操作要點等,焊接過程中對坡口形式、組對參數、焊接實際參數進行詳細的記錄,以備試驗結果分析。焊接接頭拉伸、沖擊及彎曲試樣均按NB/T 47014標準制取。
4.1 A順序焊接接頭性能試驗
4.1.1 拉伸試驗
2個拉伸試樣均塑斷于母材靠近熱影響區處(見圖6),抗拉強度分別為492 MPa和502 MPa,滿足標準要求。

圖6 A順序焊接接頭拉伸試樣
4.1.2 彎曲試驗
焊接接頭按彎曲半徑4a(a為試樣厚度)進行180°彎曲試驗后的試樣見圖7。由圖7可以看出:不銹鋼焊層和碳鋼焊接結合區熔合良好;但有2組試樣彎曲時出現長度小于1.5 mm的裂紋,經分析為焊接氣孔缺陷造成;在不銹鋼焊層與碳鋼焊層結合處出現不同程度的彎曲鼓包現象,面積約為4~6 mm2。針對此現象進行分析座談認為,在此部位可能產生了少量低碳馬氏體。低碳馬氏體具有“自回火”特性,硬度會略高于接頭中其他部位,但韌性良好。

圖7 A順序焊接接頭彎曲試樣
4.1.3 沖擊試驗
取基層焊縫金屬10 mm×10 mm×55 mm的V型缺口沖擊試樣進行沖擊試驗,結果顯示,常溫KV2平均值為141 J,單個試樣的最小值為88 J。
4.1.4 硬度檢測
在焊縫截面的過渡層側、基層側及兩者結合部位分別進行硬度檢測(見圖8),結果顯示,結合部位硬度最大值為192 HV2,這也與側彎試驗結果相吻合。
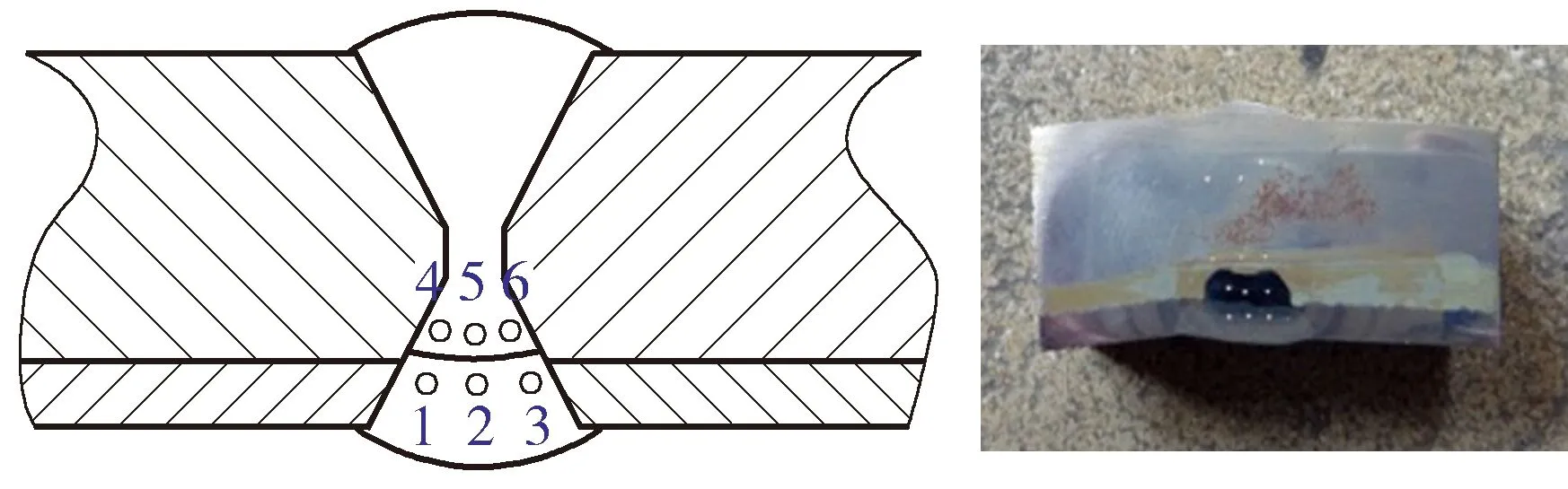
圖8 A順序焊縫硬度檢測分布

圖9 A順序焊縫微觀金相組織示意
4.1.5 金相組織
ER309+E4315焊縫的結合區在不銹鋼焊層側經金相檢驗,結果顯示,其組織為奧氏體+少量鐵素體+少量馬氏體(見圖9)。
4.2 B順序焊接接頭性能試驗
4.2.1 拉伸試驗
2個拉伸試樣均塑斷于熱影響區(見圖10),抗拉強度分別為484 MPa和486 MPa,滿足標準要求。

圖10 B順序焊接接頭拉伸試樣
4.2.2 彎曲試驗
焊接接頭按彎曲半徑4a進行180°彎曲試驗后的試樣見圖11。由圖11可以看出: 4件彎曲試樣不銹鋼焊層和碳鋼焊層熔合良好,沒有出現剝層現象,但2個試件在焊縫邊緣出現長度小于1.6 mm裂紋,判斷是微小焊接缺陷造成的。

圖11 B順序焊接接頭彎曲試樣
4.2.3 沖擊試驗
分別從基層焊縫金屬和熱影響區取10 mm×10 mm×55 mm的V型缺口沖擊試樣進行沖擊試驗,結果顯示,焊縫金屬常溫KV2平均值為80 J,熱影響區常溫KV2平均值為150 J。
4.2.4 焊縫截面硬度檢測
焊縫截面硬度檢測見圖12。由圖12可見,其硬度值在190~240 HV2之間,每層焊縫金屬基本上均為奧氏體樹枝晶,硬度值變化不大。

圖12 B順序焊縫截面硬度檢測
4.2.5 金相組織
復層焊縫、過渡層焊縫熔合線、基層焊縫區域金相組織均為單相奧氏體(見圖13)。

圖13 B順序焊縫微觀金相組織示意
4.3 C順序焊接接頭性能試驗
C順序的焊縫是重點研究的對象,編號為C-1。采用碳鋼焊條E4315在ER309過渡層上焊接時,焊工感覺鐵水流動性良好,沒有明顯的未熔合、氣孔、裂紋等缺陷產生,焊縫成形、熔合良好;對其表面進行PT檢測,結果顯示,無焊接缺陷。
4.3.1 拉伸試驗
從圖14所示的2組拉伸試樣觀察發現:其均在熱影響區呈塑性斷裂;焊縫、熔合區、母材清晰;在焊縫的碳鋼焊層與不銹鋼焊層過渡區域出現高硬組織,形成直徑為20~30 mm2的鼓包。

圖14 C-1順序焊接接頭拉伸試樣
4.3.2 彎曲試驗
從圖15所示的焊接接頭彎曲試樣觀察發現:不銹鋼焊層側焊接熔合良好,碳鋼焊層側大部分熔合良好,不銹鋼和碳鋼熔合區熔合良好,沒有出現彎曲裂紋;但是全部彎曲試樣都在碳鋼焊層和不銹鋼焊層結合區域出現面積為20~30 mm2的彎曲鼓包,這是由于在此區域產生了高碳馬氏體組織,在彎曲試驗過程中其延伸率與周圍金屬不一致造成的。
4.3.3 沖擊試驗
分別在基層側焊縫金屬和熱影響區取10 mm×10 mm×55 mm的V型缺口沖擊試樣進行沖擊試驗,結果顯示:焊縫區常溫KV2平均值為56 J,相比A順序焊縫金屬的141 J下降較多,這與局部產生了高碳馬氏體有關;熱影響區常溫KV2平均值為181 J。

圖15 C-1順序焊接接頭彎曲試樣
4.3.4 焊縫硬度檢測
焊縫金屬截面的硬度檢驗試樣見圖16。從試樣觀察發現:焊縫、熔合區、母材熔合良好,未發現裂紋;但用碳鋼焊條在不銹鋼上焊接的熔合區出現比較明顯的“白色區域”,面積為20~30 mm2,經檢測該區硬度值為382/375/376 HV2。通過舍夫勒組織圖也可看出【1】,第3~6層的焊縫雖采用碳鋼焊條填充,但第3層和第4層焊縫由于產生了高碳馬氏體,焊縫硬度明顯高于母材和其他道次的焊縫。
C-1順序焊縫截面硬度檢測見圖17。

圖16 C-1順序焊縫硬度檢驗試樣
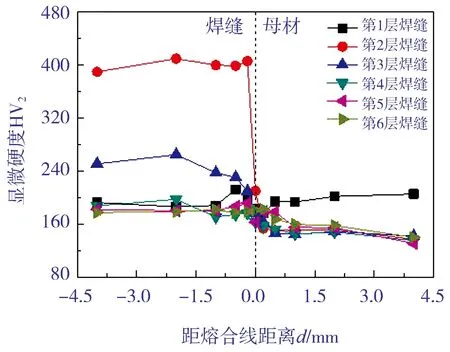
圖17 C-1順序焊縫截面硬度檢測
4.3.5 金相組織
C-1順序焊縫微觀組織分布如圖18所示。試樣經腐蝕后, 復層、 基層界限清晰, 但碳鋼焊層與不銹鋼焊層的過渡區組織較為復雜, 如圖19所示。
5 驗證性焊接試驗
為了驗證C順序焊縫出現的高硬度組織區域,又增加了C-2和C-3兩組驗證性試驗。
編號C-2: C-1順序的重復驗證試驗,焊接材料、工藝與C-1焊接試驗方法完全相同。
編號C-3:1層GTAW ER347;2層GTAW ER309;3層AWS ER70S-G;4層E4315。該試驗考慮到E4315焊條焊接熔深較大,直接在ER309焊層上施焊,會增加對不銹鋼焊層的稀釋,故改用GTAW在過渡層上施焊,以減少對不銹鋼焊層的稀釋。采用碳鋼焊絲GTAW在不銹鋼焊層焊接時,未發現裂紋,鐵水流動性良好。
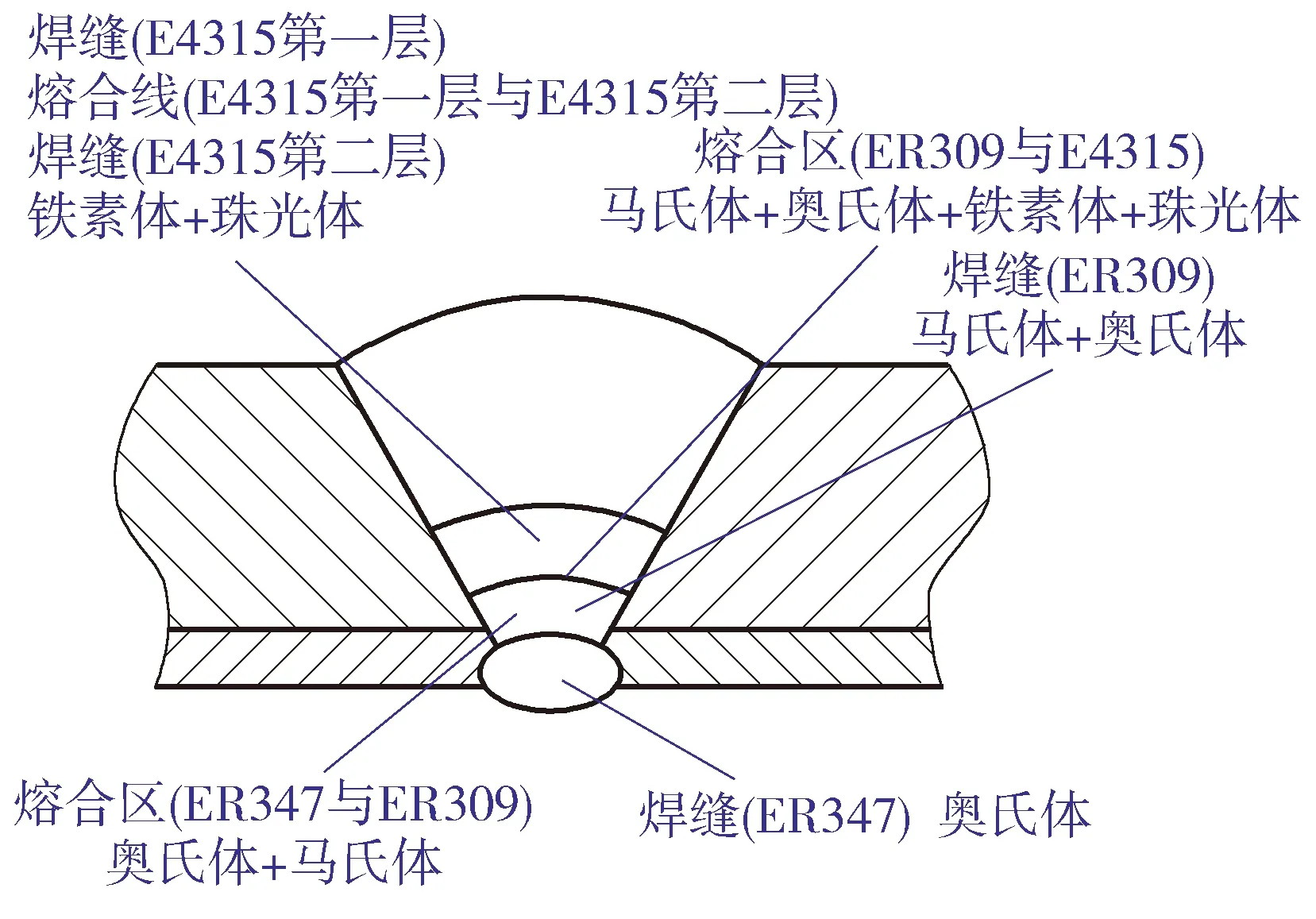
圖18 C-1順序焊縫微觀組織分布示意
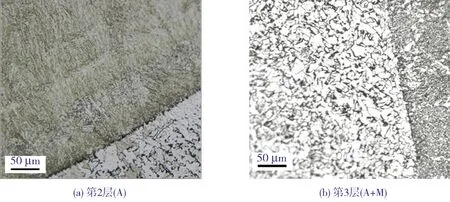
圖19 C-1順序焊縫截面微觀組織
對C-2、C-3順序焊縫分別按照上述試驗項目進行了試驗。通過對比發現,3組焊接試件均在碳鋼焊層與不銹鋼焊層的過渡區產生了高硬化區,通過改變工藝、焊接材料等方式都不能使其得到有效改善。
6 疲勞試驗
通過疲勞試驗對不銹鋼復合材料3種不同焊接順序工藝 (A、B、C順序焊縫)對接接頭抗疲勞性能差異進行比較如下。
6.1 試驗方法和參數
參照GB/T 3075—2008《金屬材料疲勞試驗軸向力控制方法》對焊接接頭進行脈動拉伸疲勞試驗。試驗時頻率為10 Hz,應力比R為0,應力范圍為0~150 kN,最大應力為353 MPa(約為抗拉強度的73%)。
試驗結果見表1。

表1 不銹鋼復合材料3種焊接順序焊接接頭疲勞試驗統計
從表1疲勞試驗循環次數對比可看出,C順序焊縫的疲勞強度介于A順序焊縫和B順序焊縫之間,說明C順序焊縫在長周期的運行中抗疲勞性能較強。
7 針對C順序需進一步研究的工作
7.1 硬化層的沖擊試驗
在硬化層取5 mm×10 mm×55 mm小沖擊試樣,進一步考察硬化層對沖擊韌性的影響。
7.2 硬化層的彎曲試驗
將試板進行加工,使硬化層置于彎曲試樣的表面,再進行面彎或背彎試驗,觀察在硬化層是否會產生裂紋。
7.3 硬化層的疲勞試驗及斷裂韌性試驗
在疲勞試件上預制一個缺口,相當于裂紋源,使尖端位于硬化層,觀察疲勞裂紋擴展情況。也可對硬化層進行斷裂韌性試驗,測定其CTOD特征值,并觀察其是否會產生脆性斷裂。
7.4 持續跟蹤先使用的C順序焊縫
持續跟蹤了解正在運行的C順序焊縫的使用情況, 階段性截取試件進行分析, 觀察C順序焊縫在一個運行周期、甚至多個運行周期產生的變化。
8 結語
公司對不銹鋼復合材料不同焊接順序工藝進行了探索性焊接試驗, 并委托檢測單位和高校進行焊縫理化性能和金相組織分析試驗。從工藝試驗、 焊縫組織分析結果來看, 沒有出現碳鋼焊材在不銹鋼上施焊就會出現裂紋的現象,可能因試驗時缺少應力及擴散氫條件。同時按照NB/T 47014—2011《承壓設備焊接工藝評定》進行了6組焊接試驗, 其彎曲、 拉伸、 沖擊試驗結果均滿足標準要求, 但采用碳鋼焊材在不銹鋼焊層上焊接的過渡區域出現了高碳馬氏體硬化組織, 硬度值近400 HV2, 這對焊縫在使用過程中的影響有待進一步研究。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24