2D80往復壓縮機曲軸軸中心偏移分析與處理
2019-11-14 07:19:46李雅光吳慶志李海亮
石油化工設備技術 2019年6期
李雅光,吳慶志,李海亮,胡 萍
(中國石油天然氣股份有限公司華北石化分公司,河北 任丘 062552)
中國石油華北石化公司180萬t/a柴油加氫裝置,有2臺由某壓縮機股份有限公司生產的補充氫壓縮機,型號為2D80-26.9/21-29-BX。該產品為2級2列對動平衡型活塞壓縮機,氣缸水冷,附有獨立潤滑油站,壓力循環潤滑,電機拖動,2列氣缸水平布置并分布在曲軸兩側。補充氫壓縮機布置如圖1所示。
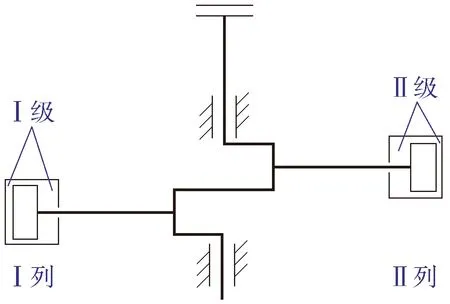
圖1 2D80補充氫壓縮機布置
電機是某電機股份有限公司生產的TAW系列增安型無刷勵磁同步電機。
2018年12月對其進行大修時,在回裝過程中,發現壓縮機聯軸法蘭盤與電機聯軸盤的螺栓緊固后,曲軸軸中心位置向不同方向發生了偏移,隨即對曲軸軸中心位置的偏移進行了分析與處理。
1 壓縮機簡介
壓縮機主要性能參數及技術指標見表1。
其曲軸箱與中體鑄成一體,組成對動型機身。主軸承采用滑動軸承,為分體上下對開式結構,瓦背為碳鋼材料,瓦面為軸承合金。主軸承為兩端面翻邊,用來實現主軸承在軸承座中的軸向定位。機身如圖2所示。
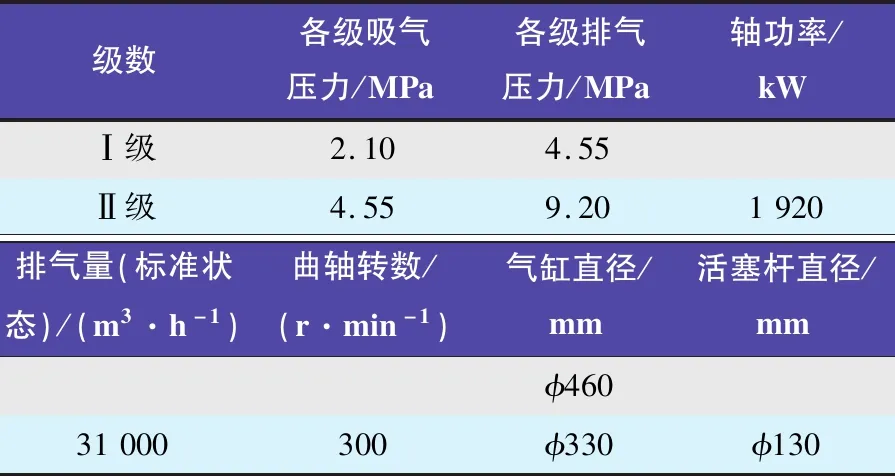
表1 壓縮機主要性能參數及技術指標
曲軸的一個曲拐主要由主軸頸、曲柄銷和曲柄臂3部分組成,其相對列曲拐錯角為180°。曲軸功率輸入端帶有聯軸法蘭盤。法蘭盤與曲軸制成一體。輸入扭矩是通過緊固聯軸盤上的螺栓使法蘭盤連接面產生摩擦力來傳遞的。曲軸軸向定位由功率輸入端第一道主軸頸上的定位臺與帶有翻邊的主軸承來完成,防止曲軸軸向竄動。定位端留有軸向熱膨脹間隙。曲軸如圖3所示。
飛輪通過4顆內六角螺釘與聯軸法蘭盤連接固定,其與聯軸盤之間有隔環,三者之間通過連接螺栓鎖緊,剛性連接。電機軸與壓縮機曲軸對中偏差為:徑向位移≤0.03 mm,軸向傾斜≤0.05/1 m。壓縮機與電機連接采用摩擦傳動,連接螺栓的緊固力矩由螺栓緊固時的伸長量來保證,采用手掀式液力升壓泵與專用緊固工具緊固。壓縮機軸與電機聯軸器的連接方式見圖4。
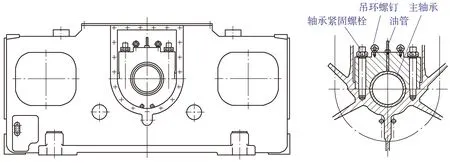
圖2 機身
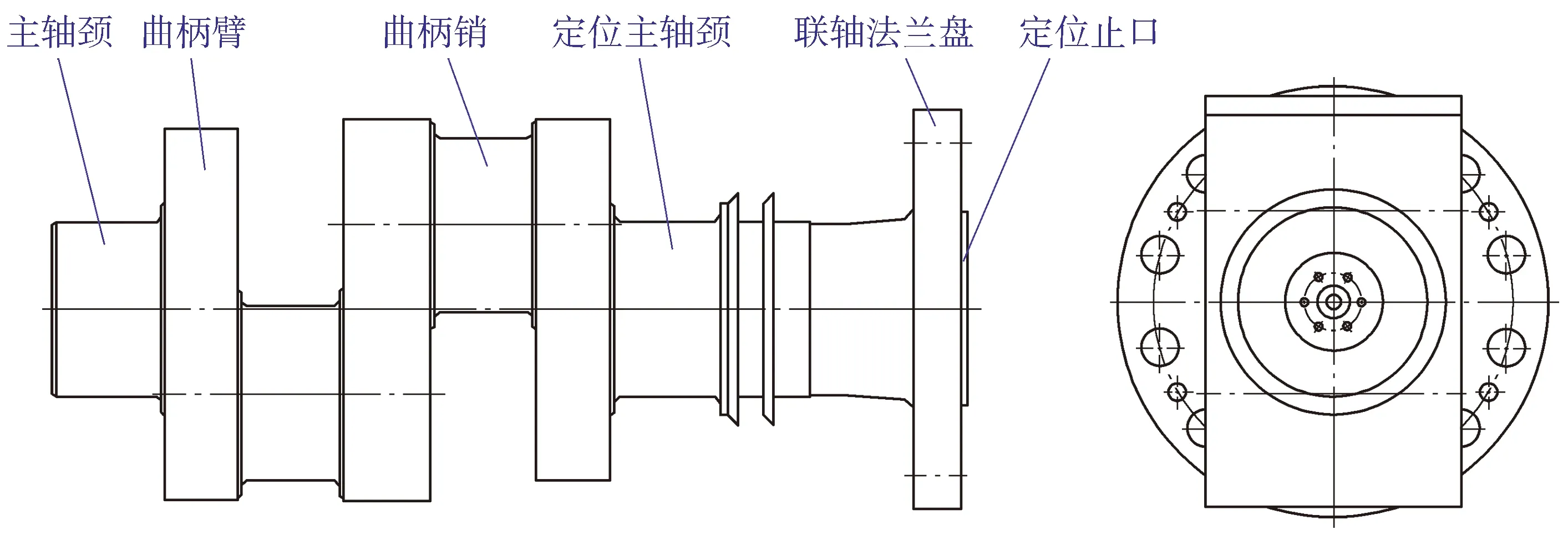
圖3 曲軸
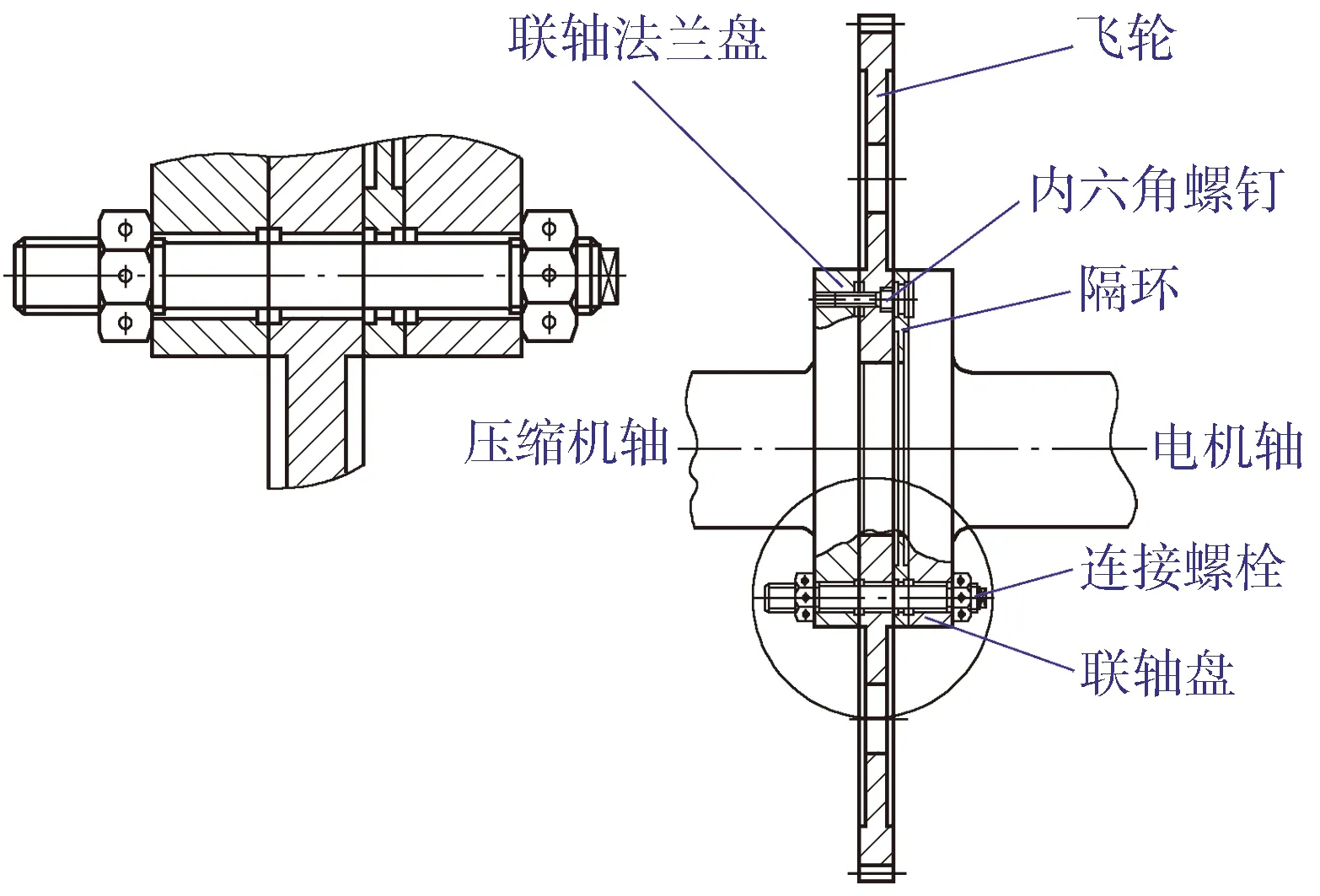
圖4 壓縮機軸與電機聯軸器的連接
2 曲軸箱部分的檢修過程
壓縮機累計運行時間16 000 h,已達到大修周期。大修時對曲軸箱部分做如下拆檢:拆下曲軸箱上蓋,一、二級連桿及2個主軸瓦,并將曲軸從曲軸箱內吊出。將2個主軸瓦全部更換為新瓦,且將2個主軸瓦與曲軸主軸頸的接觸角度、接觸面積、兩側瓦口間隙及軸向間隙進行刮研調整,使其分別達到檢修的技術要求。
2.1 曲軸主軸軸心位置的檢測
曲軸放入曲軸箱的主軸瓦中,用塞尺復查2個主瓦的各部位間隙,如圖5所示。
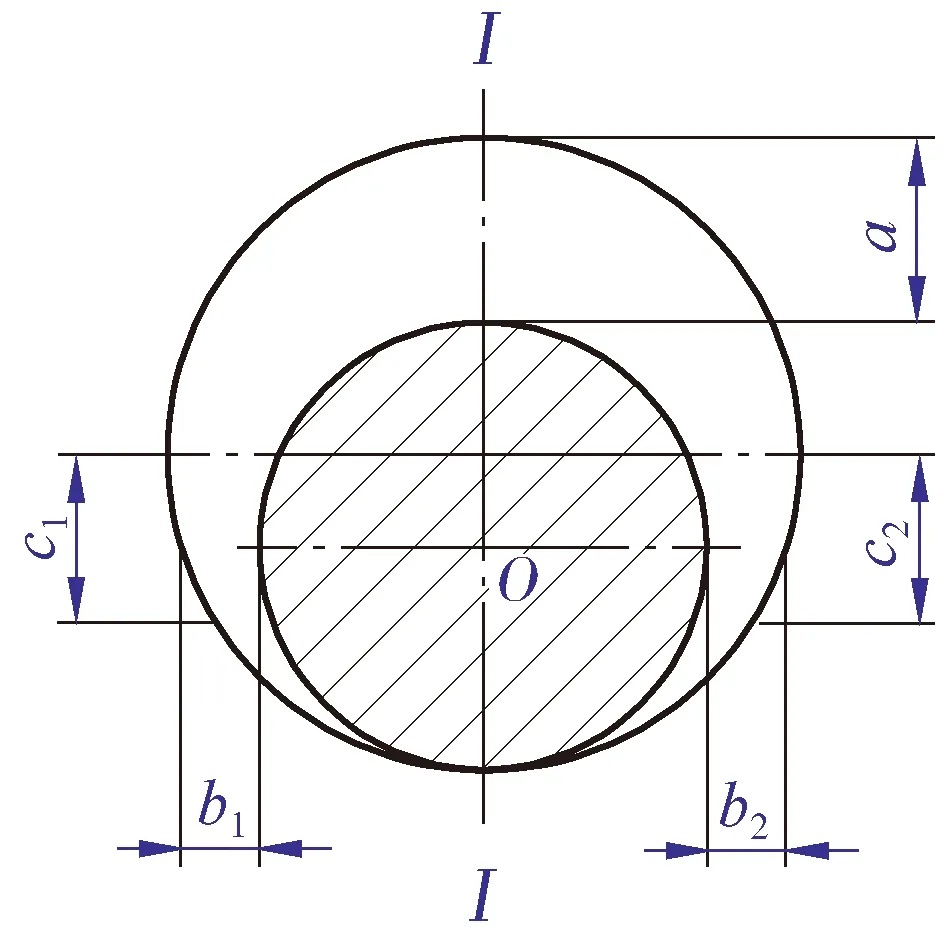
圖5 曲軸軸心正常位置示意
非驅動端:頂間隙a=0.33 mm,兩側瓦口間隙b1=b2=0.10 mm,兩側瓦口間隙的深度c1=c2=30 mm。b1=b2、c1=c2、接觸角為正下方80°時,曲軸軸心O與主軸瓦的圓心在同一垂直線I-I上,符合并達到安裝的要求。
驅動端:頂間隙a=0.30 mm,其余數據同非驅動端一致,符合并達到安裝要求。
2.2 檢查壓縮機與電機的對中并調整
壓縮機與電機的對中檢查采用三表法,經過檢測,對中偏差超過了規定要求(徑向≤0.03 mm,軸向≤0.05/1 m)。通過加減墊片和調整電機水平方向軸承座位置,使對中偏差達到了技術要求。
2.3 回裝飛輪并檢測飛輪的自重對曲軸自由狀態下軸心位置有無影響
在曲軸的非驅動側裝有聯軸套,聯軸套用6顆外六角螺釘固定在曲軸主軸頸端面上,用來連接主油泵泵軸。將2個百分表分別固定在非驅動端曲軸的聯軸套垂直和水平方向上(如圖6和圖7所示)。2個表指針調零,然后將飛輪安裝到曲軸的聯軸法蘭盤上,緊固飛輪與法蘭盤內六角螺釘,使飛輪端面與曲軸法蘭盤端面緊密貼合,安裝到位。此時,2個百分表指針無轉動,指示刻度為零,說明飛輪的自重對曲軸軸心位置無影響(飛輪自重沒有使曲軸的另一端翹起)。
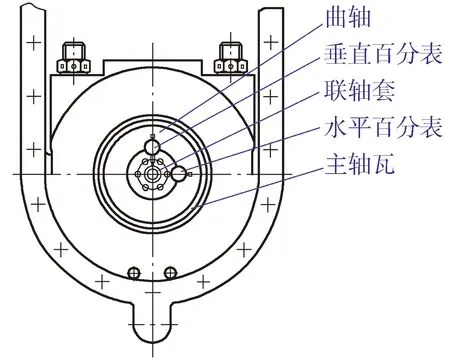
圖6 曲軸軸心位置變化檢測示意

圖7 曲軸軸心位置變化現場檢測
2.4 回裝隔環和緊固飛輪與電機連接螺栓
隔環按照拆卸時的原始位置回裝到位,分別將連接螺栓穿入曲軸聯軸法蘭盤與電機聯軸盤的螺栓孔中。將液壓緊固器分別擰裝在水平方向對稱的2條螺栓上,開始打壓。2臺手掀式液力升壓泵同時同步勻速升壓至規定值112.4 MPa后,用專用扳手鎖緊2螺母,然后液壓泵泄壓。這時,2個百分表指針發生了變化,垂直方向百分表讀數為+0.03 mm,水平方向百分表讀數為-0.06 mm。繼續將垂直方向對稱的2螺栓液壓鎖緊,2個百分表讀數無變化,仍是+0.03 mm和-0.06 mm。用塞尺檢測非驅動端主軸瓦瓦頂間隙為0.30 mm,左側下瓦瓦口間隙0.04 mm,右側下瓦瓦口間隙0.16 mm,主軸瓦的各部間隙也發生了變化。說明螺栓緊固后,曲軸軸心O發生了偏移,曲軸向上抬起了0.03 mm,并向左移動了0.06 mm,變成O′位置(見圖8)。這樣,主軸與主軸瓦的接觸角度和接觸面積就發生了根本性改變。如果這樣開車,將導致壓縮機振動增大、軸瓦溫度升高進而燒瓦的嚴重后果。
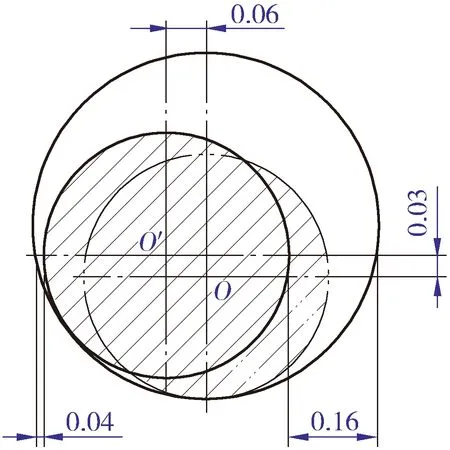
圖8 曲軸軸心偏移示意
為了驗證上述偏移量的準確性,將鎖緊的4條螺栓全部松開,再次進行測量。松開螺栓后,垂直和水平方向的2個百分表指針全部回零;再次將4條螺栓按照上述步驟對稱鎖緊,2個百分表讀數依然是+0.03 mm和-0.06 mm,說明2個百分表測得的數據是正確的、真實的。
3 曲軸軸心偏移分析
造成上述曲軸軸心偏移的原因大致如下:
1) 壓縮機與電機對中不好,軸向開口過大,緊固飛輪與電機聯軸盤螺栓后,導致曲軸軸心向開口方向偏移。
復查對中值時,通過調整電機軸承座,使軸向偏差變為:垂直方向0.02/800 mm,水平方向0.02/800 mm。對中偏差完全符合要求。
2) 飛輪自重使曲軸另一端翹起,軸心發生偏移。
在上述檢修后回裝飛輪時,通過監測發現,該壓縮機的飛輪自重未對曲軸軸心位置造成影響。
3) 飛輪或電機聯軸盤端面跳動過大,螺栓鎖緊后,軸心偏移。而在未安裝隔環時,對飛輪、電機聯軸盤端面跳動進行檢測發現,其值符合要求。
4) 隔環變形,厚度差、平面度公差值過大。
拆卸隔環, 測量其厚度差、平面度是否超差。隔環為2個半圓形結構,如圖9所示。用千分尺測量其厚度d,其最厚與最薄處相差0.08 mm;將隔環放到平板上,用百分表測量,發現其發生了變形,平面度公差值為0.32 mm,已遠遠超過了技術要求。由此可以初步認為,隔環變形、平面度過大是造成曲軸軸心位置偏移的原因。
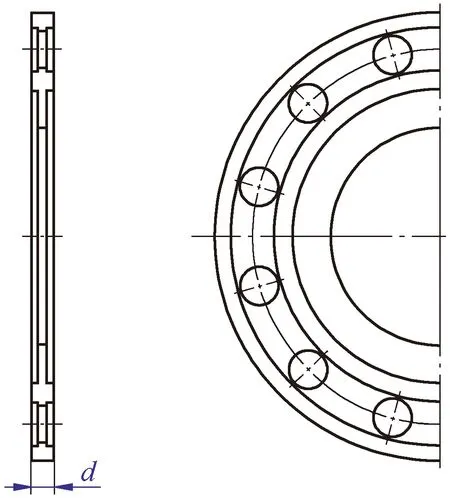
圖9 隔環
4 曲軸軸心偏移的處理措施
針對隔環變形、平面度過大的問題,采用機加工的方式進行處理。將2個半圓形隔環按原始標記拼接在一起后放在磨床上。先磨削一面,磨平為止,然后再以此面為基準磨削另一面,直至將該面全部磨削平整。加工完后,整體總磨削量為0.34 mm。
經過以上處理之后,重新安裝上隔環并穿上飛輪與電機的連接螺栓。然后按照操作步驟,先用液壓緊固器水平對稱同時緊固2條螺栓,觀察曲軸另一端垂直和水平方向2個百分表的變化。結果顯示,在液力升壓泵緩慢升壓至額定壓力112.4 MPa的過程中,2個百分表均無變化,讀數為零。這時再用液壓緊固器同時將垂直方向2條螺栓鎖緊,觀察2個百分表的讀數也無變化,仍為零。用同樣的方法,將剩余的8條螺栓全部緊固完,2個百分表讀數依然為零。可見曲軸軸心位置沒有發生變化。同時也證明上述判斷是正確的,即隔環變形、平面度公差值過大是造成該壓縮機與電機聯軸器連接螺栓緊固后,曲軸軸心位置變化的原因。
5 結語
經過上述處理后盤車,分別用塞尺檢測曲軸在0°、90°、180°、270°時2主軸瓦的各部間隙。2主軸瓦在4個角度時的瓦頂間隙和瓦口間隙均未發生變化, 與未連接飛輪螺栓前數據一致(非驅動端主瓦: 瓦頂0.33 mm,兩側瓦口均為0.10 mm;驅動端:瓦頂0.30 mm,兩側瓦口均為0.10 mm), 符合技術要求。測量曲軸的曲臂差,結果顯示,一級≤0.02 mm,二級≤0.01 mm,符合技術要求。這也從另一方面證明了安裝上經過加工后的隔環并將聯軸器螺栓緊固后,曲軸軸心位置是沒有發生改變的,曲軸的安裝達到了檢修標準,為后續零部件的回裝及安全開車提供了保障。