卡箍連接在泡沫管道安裝中的應用
2019-11-02 02:25:08代淵雄陳俊峰于海洋張華杰
石油工程建設 2019年5期
關鍵詞:溝槽
代淵雄,陳俊峰,于海洋,郝 華,張華杰
1.遼河油田建設有限公司,遼寧盤錦 124012
2.昆侖能源(遼寧)有限公司,遼寧盤錦 124010
卡箍連接以其在管網安裝中綜合效益高于法蘭連接等優點,在建筑行業的消防管道上廣泛應用,但在石油工程建設中,應用還不是很廣泛[1-2]。2018年9月,中燃油公司黃島油庫10車位鶴管裝車棧橋安裝消防泡沫液自動噴淋系統,主管道為D114.3mm×4mm鍍鋅管,要求采用卡箍進行連接;噴淋支管為D25 mm鍍鋅管,螺紋連接,工作壓力0.6 MPa,按GB50261—2005《自動噴水滅火系統施工驗收規范》標準驗收。為此,施工單位作了一系列的準備工作,查閱有關資料,對施工人員進行技術培訓,按規范采購管件,嚴格施工工序,成功將溝槽卡箍連接技術推廣應用于油庫消防管道的安裝中。
1 施工前準備
該油庫10車位鶴管裝車棧橋安裝的消防泡沫液自動噴淋系統見圖1。根據圖紙計算和實際測量,管道長59.86 m,考慮管段的高利用率和管道安裝接頭數量要控制在最少,按鍍鋅管6 m的標準長度,采購了12根共72 m的D114.3 mm×4 mm的Q235B鍍鋅管。要求鋼管內外鍍鋅均勻、無銹蝕、正規廠家生產、有合格證書。管件有:溝槽彎頭5個(其中1個變堵絲)、溝槽正三通1個(變堵絲排汽閥)、三通變絲扣噴淋9個、鑄鐵卡箍33套(每套含2片卡箍、1個密封圈、2個螺栓、2個螺母)。管件按標準選購,其內外表面應防腐處理,檢查其橢圓度以及耐高溫、耐高壓、耐腐蝕性能,溝槽尺寸應合乎規范要求。
2 卡箍連接的結構和密封原理
卡箍連接的結構如圖2所示。對壓制有溝槽的A管和B管組成的接頭,用2片特制的卡箍、2根螺栓及1個C型橡膠圈進行連接,構成了由1個卡箍連接的連接接頭。其密封原理是:當管道中的水進入橡膠圈后,水壓使橡膠圈緊貼在卡箍腔內,以此保證密封。而且在橡膠圈的工作壓力之內,水壓越高,密封性越好;另外,橡膠圈和管道形成一個空腔,螺栓擰緊后,橡膠圈被再次擠壓,加強了密封效果[3]。

圖1 棧橋自動噴淋系統
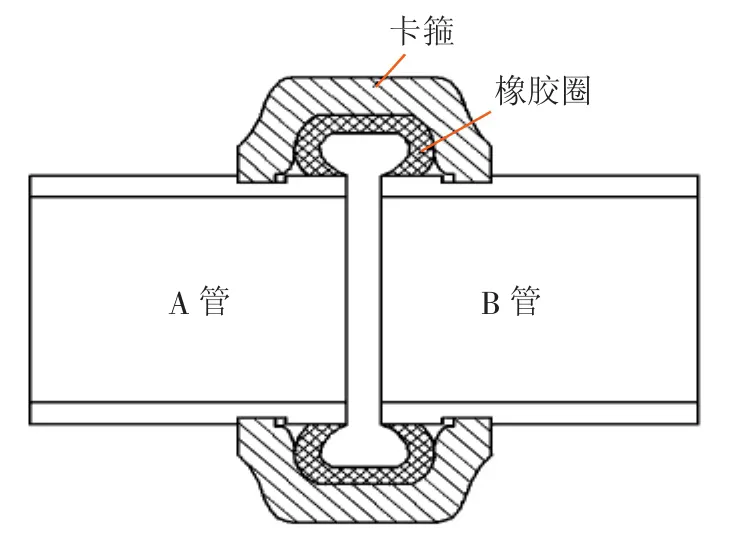
圖2 卡箍連接的結構
3 管道溝槽加工
3.1 下料與切割
(1)砂輪切割機固定。為了切割質量達標,防止因砂輪機振動位移而導致切割誤差,可以做一個模具。先把砂輪機剛性固定在鋼制平臺上,而后將一根與砂輪片處于垂直位置的工字鋼與平臺焊接牢固(工字鋼的上翅板面與砂輪機管托面位于同一水平面),再把長6 m的D114.3 mm×4 mm的鍍鋅管放置在工字鋼上,使管道的中軸線與砂輪片垂直且處于切割機夾口中央,最后用100 mm長度的角鐵,在鋼管兩側以每隔500 mm的間距焊接一處進行固定。這樣,保證了鋼管端面與中軸線的垂直,從源頭上保證了管道的切割質量,見圖3。
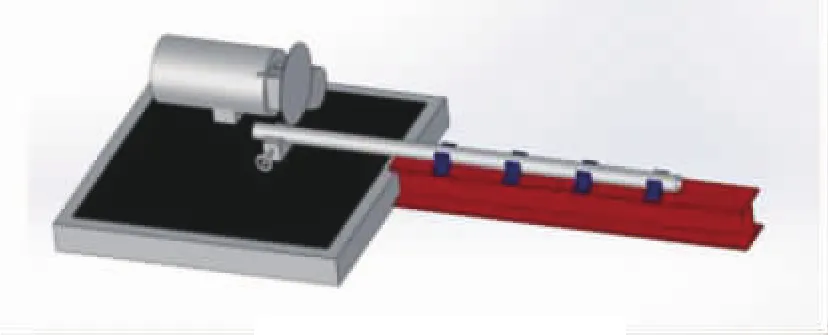
圖3 切割模具示意
(2)下料切割。為了節省材料,下料切割的原則是:先下長管再下短管,中短管則在最佳組合的情況下下料切割。
3.2 管道溝槽加工
(1)加工平臺的制作。為了防止電機振動對壓槽質量產生影響,用水平儀抄平,把管道壓槽機(見圖4)剛性固定在鋼制平臺上(或2根工字鋼或2根槽鋼上,2根焊接成一體),長度不小于6 m。根據下料的長度,把壓槽機尾架(見圖5)置于平臺或型鋼上,再把鋼管內側放進壓槽機下輪上,另一端則放在尾架上。用直尺確定好管道與滾輪擋板相互垂直,水平儀抄平管道后,焊接固定尾架。并在鋼管端部的平臺或型鋼上,焊接一個帶正方形鋼板(邊長等于150 mm)的三角架,鋼板中心與鋼管中軸線等高,鋼板面與管端緊貼。為了減少磨損,在三角架與鋼板之間焊接一軸承,可達更佳效果。因不是批量生產,故沒有必要制作更為理想的平臺,所以每壓制一種長度的鋼管,都要重復上述工序。

圖4 壓槽機
(2)軋制管道溝槽的規格。加工合格的管道溝槽是卡箍連接成敗的關鍵之一,軋制管道溝槽的規格見表1[4]。

表1 軋制溝槽的規格
(3)管道溝槽軋制。第一,將下好料的鋼管,置于按3.2中(1) 工序調整好的壓槽機和尾架上,使鋼管端面緊貼滾輪擋板,確認鋼管中軸線與滾輪面垂直,且鋼管呈水平狀態。第二,擰緊千斤頂的鎖定螺絲,緩慢壓下千斤頂,使壓槽機的上輪緊貼鋼管,然后啟動壓槽機,使滾輪轉動一周后,停止下壓,檢查管道斷面與滾輪機的擋板是否貼嚴,如果沒有貼嚴,可能是管道與滾輪機沒有同時處于水平位置,應該調整平臺,直至鋼管斷面與滾輪機擋板貼嚴。如果已經貼嚴,說明平臺制作合適,鋼管與滾槽機的位置正確,這時可手握操作桿,上下來回扳動,使千斤頂慢慢壓下,其幅度不宜過大,用力不可過猛,中幅、勻速操作,防止電機過載、對鍍鋅層的破壞及影響鋼管的壓槽質量,直至上、下壓制滾輪都已貼嚴鋼管外壁和內壁、鋼管無喇叭形狀、溝槽深度和寬度符合規范時為止。第三,軋制完畢,停止電機運行,檢查溝槽的外觀,目測溝槽寬度和深度是否均勻一致,管端至溝槽邊是否平直和無喇叭口。合格后,再用游標卡尺檢查溝槽的寬度和深度,確認符合表1的規格要求后,將千斤頂的鎖定螺絲松開卸壓,取出鋼管。否則應重新軋制,或重新下料和軋制。
4 管道安裝
4.1 卡箍連接安裝的特點
由于卡箍接頭存在兩個游離端,具有柔性特點,雖然具有抗振動、抗熱脹冷縮能力,但其強度遠低于焊接接頭,是管道最薄弱的環節,如果應力過大,可能導致泄漏,嚴重時會造成接頭滑脫失效。為了減少管道自身和流體介質重力對卡箍接頭的破壞作用,根據圖紙尺寸和管件的實際排列,可在每根管段兩端距離管端500 mm(以方便操作為宜)內的位置焊接固定支架[5],保證接頭穩固。施工時為了減少在安裝中的難度,保證管道總體安裝質量,經優選的安裝順序是:按照介質的流向,先從連頭點向管道末端連續安裝主管道,再根據工人數量,分別安裝螺紋連接的泡沫噴淋支管道。
4.2 過渡管的焊接
連頭處為露出地面且垂直于地面的碳素鋼預留管,材質為Q235B,規格為φ114.3 mm×5 mm。將材質為1Cr18Ni9Ti、規格為φ114.3 mm×4 mm、長度為300 mm的不銹鋼管,一端加工成溝槽,另一端加工成30°焊縫坡口。考慮管道的美觀和施工方便,把焊縫設置在地面以下100 mm處,按此尺寸割斷預留管,并打磨成30°坡口。用水平儀找正鋼管,按2.5 mm的間隙組對坡口,選擇A302×2.5 mm焊條、直流電源、反極性,按60~80 A的規范焊接。焊接完畢,待焊縫冷卻到環境溫度后,做除銹防腐處理。
4.3 卡箍連接的操作方法
(1)套密封圈。將鋼管置于支架上,為了提高效率,把經過認真檢查、無損傷的橡膠密封圈翻面(外圈在里,里圈在外)套在一根鋼管的端部(見圖6)。為方便操作,當遇到管-管接頭且管道處于垂直位置時,密封圈可套在接頭上方的一根管的管端上;當遇到管道處于水平位置時,密封圈則套在上游管道的端部;而當遇到管-彎頭接頭和管-三通接頭時,就只能套在管道上了。
(2)調整密封圈。將另一根鋼管或彎頭、三通及其他連接管件,以同軸線方向向套好密封圈的管端靠攏,并按圖紙方向正確裝配。當兩個管件端部靠攏(間隙2 mm[5])后,為了使密封圈自由伸展無皺褶,在調整和轉動時要減輕密封圈與管壁之間的磨損,這可通過在兩管件端部涂抹肥皂液解決。然后用雙手翻正密封圈,上下左右活動調整,直至密封圈處于兩溝槽邊緣正中(見圖7)。

圖6 翻套密封圈

圖7 密封圈翻正及居中
(3)卡箍安裝。當密封圈調整好后,便可在密封圈的外圈安裝兩片卡箍。裝配時,為了美觀和操作方便,兩片卡箍在鋼管圓周的位置應一致。管道處于水平位置時,最好按上下兩片安裝(見圖8)。這樣,緊固螺絲時在管道兩側操作,既方便又省力。如果按左右兩片安裝,緊固螺絲一個在上,一個在下,雖然上面一個操作方便,但下面一個操作起來既吃力又困難。管道處于垂直位置時,可按東西南北或里外左右安裝。每片卡箍的兩端分別是凹凸邊,安裝時兩片卡箍兩端應該凹凸吻合,即把一片卡箍的凸邊送進另一片卡箍的凹槽內,然后用力壓緊兩片卡箍耳部,并使兩邊穿螺栓的間隙一致,再在螺孔位置穿螺栓,擰上螺母。當螺母用手擰不動時,再用扳手擰至感覺螺栓稍許緊固,用橡木榔頭輕輕捶打兩片卡箍外表,使密封圈完全伸展無皺褶,確保其密封性,然后再緊固一次即可。緊固螺母時,最好由兩人用大致相同的力矩和速度對稱操作。
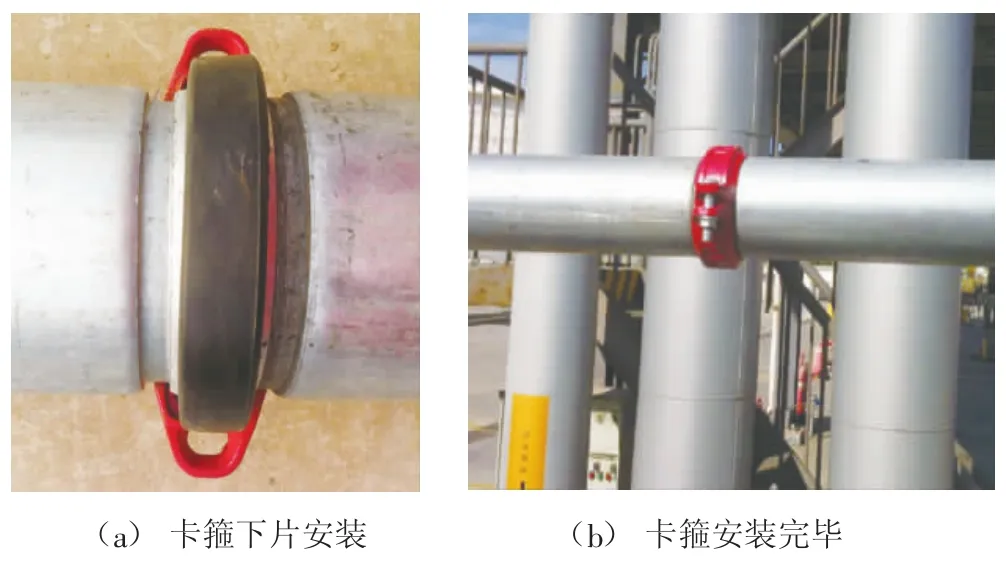
圖8 卡箍水平安裝
5 密封性試驗
安裝完畢,按設計要求對管道進行密封性試驗。首先,在主管道的首端和末端加裝量程稍大于試驗值的壓力表,打開最高點排氣閥,對所有管件進行全面檢查,確認達到試壓條件后,緩慢打開水源閥門。當管內空氣完全排出且確認充滿水時,加壓至0.1 MPa,檢查管道,若無滲漏,再次加壓至1.5 PN(PN為公稱工作壓力),檢查管道,無滲漏,穩壓30 min,無泄壓時,請質檢人員驗收,并將試驗數據拍照取證。最后泄壓排水。
6 結束語
卡箍連接技術的操作簡單,使用快捷方便,雖然在管道建設初期投資較大,但長期綜合經濟效益較高,值得在石油消防管道安裝中推廣應用。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21