數控銑削中刀具半徑補償的應用
2019-10-21 12:04:27吳俊
大東方 2019年8期
吳俊
摘 要:刀具半徑補償在數控機床加工編程中應用非常廣泛,在零件加工的程序編程時能夠合理的應用刀具半徑補償,是簡化被加工零件程序的重要方法。在程序中使用刀具半徑補償功能,當在加工過程中刀具出現磨損,實際刀具尺寸與編程時規定的刀具尺寸不一致時,可以通過更改刀具半徑補償值使機床加工出符合技術要求的零件,本文就數控銑床(廣數系統)加工中如何運用刀具半徑補償做一些探討。
關鍵詞:數控銑床;刀具半徑補償;編程
前言
現代數控加工技術將機械制造技術、計算機技術等有機地結合在一起,使傳統的機械制造方法和生產工藝發生了革命性的變化。數控機床在各行各業中已經得到了廣泛的應用,社會生產中對機械產品的生產效率、精度、性能等要求不斷提高。因此,能夠正確、靈活的運用每一項指令,對零件的加工生產至關重要。
一、刀具半徑補償的概念
在數控銑床上,由于程序所控制的刀具刀位點的軌跡和實際刀具切削刃口切削出的形狀并不重合,它們在尺寸大小上存在一個刀具半徑和刀具長短的差別,為此就需要根據實際加工的形狀尺寸算出刀具刀位點的軌跡坐標,據此來控制加工。按刀具半徑補償偏置位置可分為兩類:1、刀具半徑左補償G41,即刀具沿工件左側運動方向時的半徑補償;2、刀具半徑右補償G42,即刀具沿工件右側運動時的半徑補償。G40為刀具半徑補償取消,使用該指令后,G41、G42指令無效,G40必須和G41或G42成對使用。選擇刀具半徑補償類型,應依據加工工件的形狀、位置以及刀具切削方向等要素來確定。
二、刀具半徑補償在數控加工中的應用
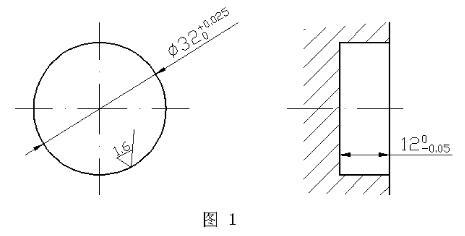
1、圓孔的加工
如圖1所示
工藝及編程分析:
(1)刀具的選擇:對于此類的零件,可選用硬質合金立銑刀,刀具的直徑根據以下方法選擇:
D/3 < d < D/2。
其中孔徑為φD、刀具直徑為φd
此類零件如果刀具選擇直徑太小,那么工件殘料不易銑削,費時;刀具直徑選擇太大,可能無法建立刀補或產生過切等現象。
計算后發現刀具直徑可以在φ12和φ14中選擇,根據去除殘料及刀補建立的可能性,最終確定選φ14的三刃立銑刀。
(2)加工工藝選擇:對于現代數控銑床在傳動方面具有傳動效率高,磨損小,運動平衡,無爬行現象、轉動精度高等優點,不存在反向竄刀的現象。從提高刀具的使用壽命和表面精度的角度考慮,采用順銑。按傳統的加工工藝,加工內腔零件需先鉆工藝孔、再鉆孔,這樣鉆孔、換刀、對刀、編程等會浪費相應的時間。對于此類零件我們可以采用分層銑削、降低吃刀量、提高銑削速率來完成,即每次下刀深度0.5mm、提高主軸轉速及走刀速度(此時的切削要素主要由刀具性能決定),這樣可以適當的減少對刀具的磨損,也可以減少在加工過程中產生的振動,同時可以有效的節省的加工時間及省去了大部分的輔助工作時間。
(3)編程路徑的確定:
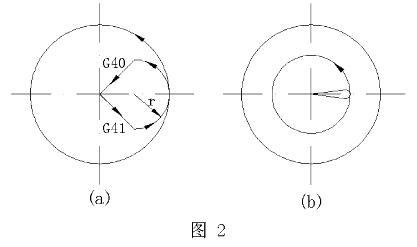
如圖2所示
根據圖形輪廓采用圓弧過度切向切入切出,圓弧的半徑r必須大于刀具半徑且小于圓孔的半徑,否則會程序報警或者產生過切現象。因此選擇r=8mm,刀具的中心軌跡如圖2(b)所示。
(4)粗精加工的程序處理:根據圖2(a)所示的刀具軌跡編程,利用子程序里、每次慢下刀深度0.5mm、子程序調用24次、刀補值為7,即可完成粗加工;精加工時只需將程序段N5中“L24”刪掉,N10中改為“Z-12”,調用一次子程序、一次下刀到孔底,選擇合理的S、F值及將刀補值設定為理論值,即可完成精加工。
(5)參考加工程序:
O0001
G40 G54 G90 ? ? ?程序名
M03 S2000 ? ? ? ?建立工件坐標系,程序初始化
G00 X0Y0 Z10 M07 主軸正轉,轉速2000r/min
G01 Z0 F100 ? ? ?快速定位,切削液開
M98 P0002 L24 ? ?調用子程序24次
G01 Z10 F300 ? ? 加工完成抬刀
G00 Z100 M09 ? ? 抬刀至安全距離,切削液關
M30 ? ? ? ? ? ? ?程序結束并復位
O0002 ? ? ? ? ? ?子程序名
G91 G01 Z-0.5 F50 增量切削下刀0.5mm
G90 G01 G41 X8 Y-8 D01 F500 絕對編程,建立左刀補(刀補值7mm)
G03 X16 Y0 R8 ? ?圓弧過度切向切入
I-16 J0 ? ? ? ? ?銑削整圓R16mm
X8 Y8 R8 ? ? ? ? 圓弧過度切向切出
G01 G40 X0 Y0 ? ?取消刀補,回到下刀起點
M99 ? ? ? ? ? ? 子程序結束,并返回主程序
通過上述例子可以看出巧妙的應用刀具半徑補償、選擇合理的刀具及走刀路徑,就能快速、高效地加工出類似的孔類零件。
結束語
本文通過簡單的典型案例說明了刀具半徑補償在數控銑削中的應用。掌握好刀具半徑補償的運用可以提高生產效率,降低勞動強度。刀具半徑補償的應用遠遠不止這些,還有待于我們繼續探討。
參考文獻
[1]江道銀.《數控加工編程與操作》.上海交通大學出版社
[2]王吉連.《數控銑削編程與加工》.外語教學與研究出版社
(作者單位:安徽省汽車工業學校)