風(fēng)帆船船體放樣管理
2019-10-16 10:43:04何廣勇
廣船科技 2019年2期
何廣勇 何 瑋
(廣船國(guó)際技術(shù)中心)
關(guān)鍵字:船體放樣;管理;利用率
0 前言
船體放樣是將理論模型轉(zhuǎn)化為實(shí)體的第一道工序,包括資材預(yù)估訂貨、分段的套料、圖紙資料和指令的下發(fā)以及現(xiàn)場(chǎng)反饋修改等。不同型船其放樣過(guò)程中管理的側(cè)重點(diǎn)有所不同。風(fēng)帆船噸位小、結(jié)構(gòu)復(fù)雜,決定了其放樣工作的特殊性,即資材的利用率會(huì)非常低。所以,在風(fēng)帆船放樣過(guò)程中,必須通過(guò)有效的管理手段,合理地控制資材的使用,避免返工及材料浪費(fèi),達(dá)到節(jié)約成本,提高資材利用率的目的。
1 資材預(yù)估階段的管理
資材預(yù)估階段的管理工作主要是通過(guò)合理的預(yù)估方法及優(yōu)化措施,控制訂貨規(guī)格,達(dá)到減少訂貨成本和現(xiàn)場(chǎng)管理費(fèi)用的目的。由于風(fēng)帆船建造周期緊張,且來(lái)圖較為完整,資材預(yù)估前并沒有進(jìn)行建模和預(yù)套料,直接根據(jù)來(lái)圖進(jìn)行預(yù)估。預(yù)估過(guò)程分為兩個(gè)部分,一是板材的預(yù)估,二是型材的預(yù)估。
1.1 板材的預(yù)估
考慮到風(fēng)帆船建造周期及訂貨周期,甲板、外板和壁板的板縫完全按照來(lái)圖劃分。
按分段統(tǒng)計(jì)甲板、外板和壁板的板材用量,并進(jìn)行初步合并,見圖1所示。
由于來(lái)圖有較為詳細(xì)的零件表,可以統(tǒng)計(jì)出整條船板材的重量,減去甲板、外板和壁板的重量,便是其余零件的重量,按照設(shè)計(jì)方針書中80%的利用率,計(jì)算出其余零件的重量,按照標(biāo)板(如2000mmX10000mm)確定其余零件的板材訂貨數(shù)量。
1.2 型材預(yù)估
型材按分段統(tǒng)計(jì)用量,統(tǒng)計(jì)完成后將相同規(guī)格的型材匯總合并。由于風(fēng)帆船型材種類繁多,且部分型材的用量特別少,預(yù)估時(shí)此類型材不訂貨,由放樣人員提供加工資料,現(xiàn)場(chǎng)自行加工,如圓管Φ 273X20,長(zhǎng)度2610mm,現(xiàn)場(chǎng)直接用20mm的板加工。
1.3 資材優(yōu)化
將所有分段的統(tǒng)計(jì)結(jié)果匯總,并進(jìn)行優(yōu)化,將那些件數(shù)少、規(guī)格相近的板材進(jìn)行合并,如圖2所示。由于風(fēng)帆船噸位較小,型材的長(zhǎng)度普遍較短,所以優(yōu)化時(shí)型材的長(zhǎng)度選取常用的10m或12m,且每種規(guī)格的型材只選取一種長(zhǎng)度。優(yōu)化后板材訂貨規(guī)格85種,型材訂貨規(guī)格75種。
2 分段放樣過(guò)程的管理
分段放樣管理是放樣管理的核心工作,關(guān)系到資材利用率能否達(dá)到目標(biāo),以及降本增效理念能否實(shí)現(xiàn)。風(fēng)帆船分段放樣管理工作側(cè)重于套料管理、余料的系統(tǒng)管理和扁鐵的數(shù)控套料管理,從這三個(gè)方面控制資材利用率。
2.1 套料管理
套料的合理與否直接關(guān)系到資材利用率的高低,合理、有序地排版零件,使每塊板都得到充分利用,則整體的利用率才能得到提高。這就要求放樣人員在放樣過(guò)程中,要多動(dòng)腦、多動(dòng)手,當(dāng)套料板的利用率較低時(shí),要果斷改變套料方式,重新套料。
風(fēng)帆船采用多個(gè)分段為一個(gè)批次混套的方法。在劃分批次時(shí),一般一個(gè)批次的分段盡可能為同一區(qū)域,如均為雙層底,因?yàn)橥粎^(qū)域的分段結(jié)構(gòu)相似、板厚相似,利于套料。由于風(fēng)帆船較為特殊,僅22個(gè)分段,無(wú)法做到一個(gè)區(qū)域劃分一個(gè)批次,所以風(fēng)帆船的批次按照時(shí)間劃分,如圖3所示,以2016-05-15為分隔,將6個(gè)分段劃分為第二批次。
同一個(gè)批次由一名放樣人員進(jìn)行結(jié)構(gòu)套料。由于每個(gè)批次零件較多,放樣人員可以更好的排版套料,使每塊套料板的利用率達(dá)到最優(yōu),減少余料的產(chǎn)生,如圖4所示。
型材同樣按照上述批次套料,采用數(shù)據(jù)室開發(fā)的工具,如圖5所示。放樣人員需要做合理的安排,使每根型材的利用率達(dá)到最優(yōu),或其剩下的余料最方便后續(xù)分段使用。

圖1 分段板材預(yù)估用量

圖2 板材規(guī)格優(yōu)化

圖3 風(fēng)帆船第二批次計(jì)劃
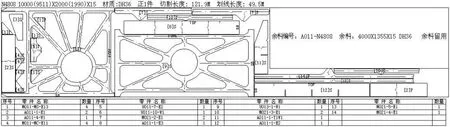
圖4 風(fēng)帆船混套
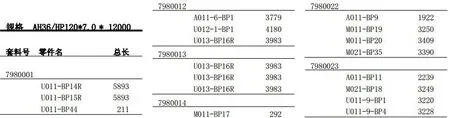
圖5 型材套料
2.2 余料的系統(tǒng)管理
分段放樣過(guò)程中難免產(chǎn)生邊角余料,這些余料如果得不到合理利用,就會(huì)造成資材浪費(fèi),導(dǎo)致成本增加,所以在放樣過(guò)程中要合理的套料,盡量不產(chǎn)生或少產(chǎn)生余料,并加強(qiáng)余料的管理。風(fēng)帆船采用SPDM系統(tǒng)管理板材余料,使余料的使用情況清晰明了,并且查閱方便,如圖6所示。
放樣人員在完成一個(gè)批次的分段套料后及時(shí)整理余料,在套料板上詳細(xì)標(biāo)明余料信息,包括余料名稱、大小、材質(zhì)及留用。
余料的形狀應(yīng)方正,這也是受到SPDM系統(tǒng)和TRIBON系統(tǒng)的限制,兩種系統(tǒng)中只能錄入和使用矩形的板。由于風(fēng)帆船零件普遍較小,所以必要時(shí)可以將不規(guī)則余料劃分多塊小余料,如圖7所示。

圖6 SPDM系統(tǒng)余料信息庫(kù)
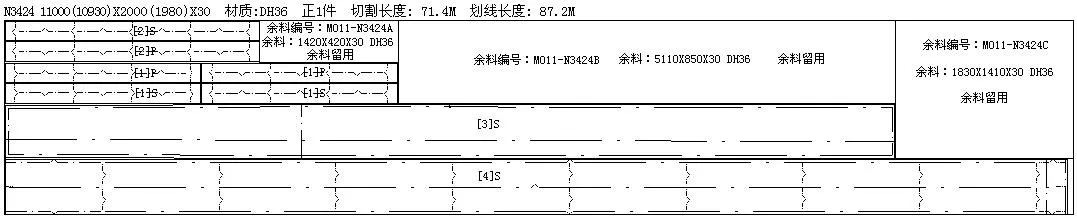
圖7 多塊邊角余料的劃分
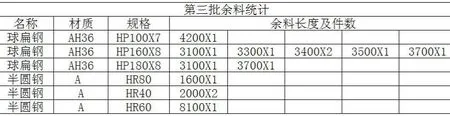
圖8 第三批型材余料統(tǒng)計(jì)
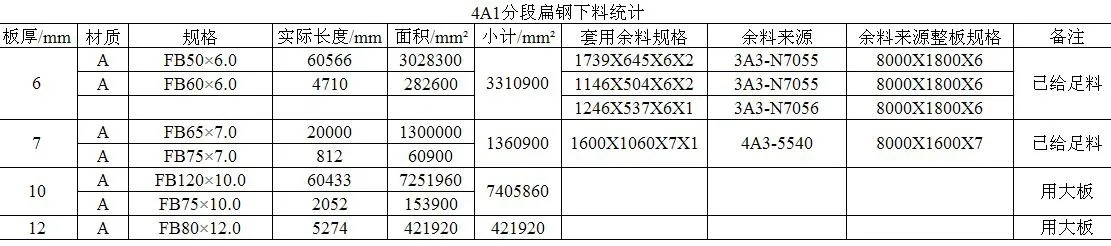
圖9 按照投影面積提供的扁鐵定額
放樣人員完成余料整理后及時(shí)登陸系統(tǒng)錄入余料信息,其他放樣人員便可以在系統(tǒng)中查看到這塊余料。在使用某一塊余料時(shí)也要及時(shí)在SPDM系統(tǒng)做好登記,防止他人同時(shí)使用該余料。
型材沒有專業(yè)的余料管理系統(tǒng),所以型材的余料需放樣人員自己做好記錄,自行留底,如圖8所示,下一個(gè)批次優(yōu)先使用余料。每個(gè)批次的型材余料統(tǒng)計(jì)表需隨型材套料表一起,發(fā)給現(xiàn)場(chǎng)下料人員,現(xiàn)場(chǎng)下料人員據(jù)此管理型材余料。
2.3 扁鐵的數(shù)控套料管理
以往船舶的扁鐵下料方式:設(shè)計(jì)室按照扁鐵的投影面積提供鋼板定額,如圖9所示,現(xiàn)場(chǎng)工作人員參照扁鐵下料草圖對(duì)零件排版,然后采用高精門切割機(jī)下料。缺點(diǎn):一是部分定額鋼板雖然面積達(dá)到切割機(jī)要求,但是長(zhǎng)度未達(dá)到扁鐵的下料長(zhǎng)度,需要現(xiàn)場(chǎng)駁接;二是現(xiàn)場(chǎng)工作人員排版時(shí)受到軟件工具的限制,對(duì)鋼板的利用率較低,甚至造成鋼板定額不足;三是現(xiàn)場(chǎng)工作人員需要花費(fèi)大量時(shí)間排版零件以及現(xiàn)場(chǎng)駁接零件,工作效率極為低下,浪費(fèi)大量時(shí)間。
風(fēng)帆船為了克服以上缺點(diǎn),扁鐵采用數(shù)控套料的形式。扁鐵數(shù)控套料的優(yōu)點(diǎn):一是現(xiàn)場(chǎng)工作人員直接按照扁鐵數(shù)控資料下料,節(jié)約大量時(shí)間,提高板材利用率;二是能夠充分利用余料,特別結(jié)構(gòu)套料時(shí)無(wú)法使用的寬度較窄、面積較小的余料,如細(xì)長(zhǎng)的板條等,正好可以用來(lái)扁鐵套料,如圖10所示。在前期預(yù)估階段,優(yōu)化減少多種鋼板規(guī)格也是考慮到余料可以用來(lái)扁鐵套料。
扁鐵下料過(guò)程中也存在特殊情況,如風(fēng)帆船的扁鐵普遍比較窄,部分扁鐵的寬度僅40mm,為了保證扁鐵的數(shù)控下料精度和下料后不產(chǎn)生有害變形,套料時(shí)采用搭橋技術(shù),如圖11所示,將扁鐵與扁鐵之間通過(guò)搭橋連接起來(lái)。數(shù)控切割時(shí),由于扁鐵與扁鐵之間存在剛性連接,不會(huì)產(chǎn)生變形。寬度低于80mm以下的扁鐵需要搭橋,而寬度大于80mm以上的扁鐵則不會(huì)出現(xiàn)變形的情況。
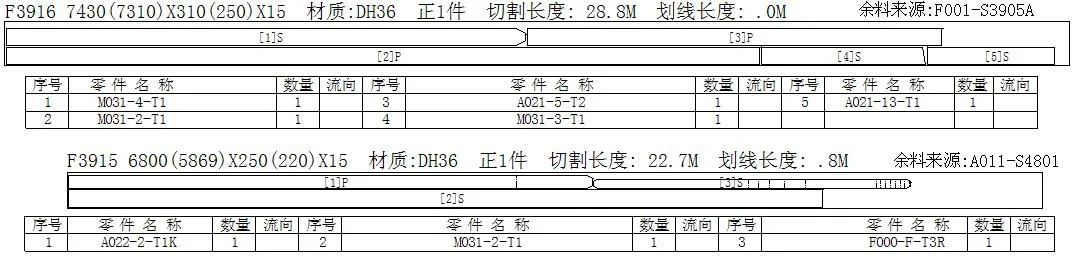
圖10 扁鐵數(shù)控套料

圖11 扁鐵的搭橋技術(shù)
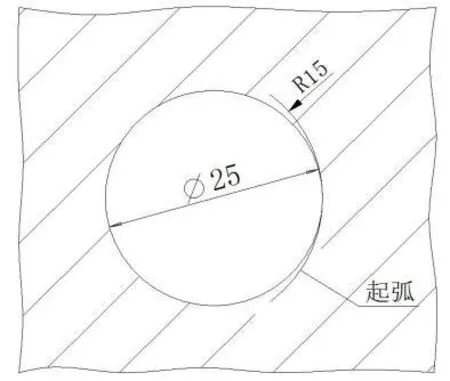
圖12 鏈艙底板零件圓孔切割起弧示意圖
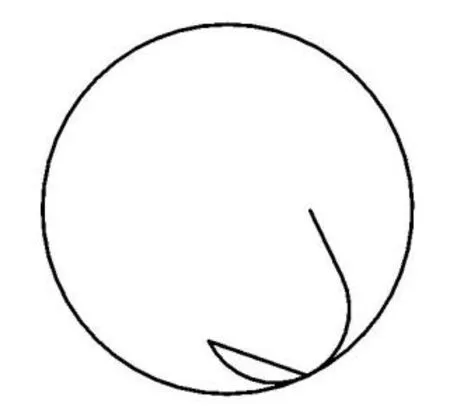
圖13 修改后起弧點(diǎn)形式
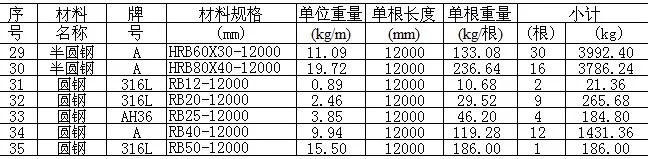
圖14 型材訂貨規(guī)格
3 圖紙資料和指令的管理
圖紙資料和指令是現(xiàn)場(chǎng)下料的依據(jù),所以必須要保證圖紙資料和指令的準(zhǔn)確性,避免下料錯(cuò)誤,造成材料浪費(fèi)。
(1)圖紙資料下發(fā)前放樣人員認(rèn)真檢查圖紙上的信息,特別是坡口信息,止漏焊段需要清晰地標(biāo)識(shí)坡口長(zhǎng)度的;
(2)打印加工樣、樣條前檢查其比例是否為1:1。現(xiàn)場(chǎng)根據(jù)打印的加工樣制作木卡樣或樣條,如果打印的加工樣尺寸不是實(shí)際尺寸,會(huì)導(dǎo)致現(xiàn)場(chǎng)施工錯(cuò)誤;
(3)指令拷貝時(shí)檢查指令是否為最新的版本,有時(shí)放樣完成后設(shè)計(jì)人員會(huì)修改圖紙,零件的尺寸及重量發(fā)生變化,需要修改原套料圖,套料圖修改后及時(shí)刷新指令。
4 現(xiàn)場(chǎng)反饋修改
現(xiàn)場(chǎng)下料過(guò)程中發(fā)現(xiàn)部分分段的放樣存在不合理的地方,通過(guò)與現(xiàn)場(chǎng)的溝通,針對(duì)不合理的地方做處了修改,避免了返工及資材的浪費(fèi)。
(1)風(fēng)帆船錨鏈艙底板等零件在數(shù)控切割前,施工部門檢查切割指令時(shí),發(fā)現(xiàn)多處起弧點(diǎn)落在零件上,切割后會(huì)導(dǎo)致零件作廢。通過(guò)檢查找出原因,即系統(tǒng)默認(rèn)的起弧半徑為為R15,而零件開孔尺寸為R12.5,起弧半徑大于開孔半徑,導(dǎo)致起弧點(diǎn)落在零件上,如圖12所示。解決方法:修改起弧點(diǎn)長(zhǎng)度,將起弧長(zhǎng)度由5mm改為3mm;修改起弧點(diǎn)形式,將圓弧形式改為直線加圓弧。修改后,起弧點(diǎn)形式改變,如圖13所示,滿足現(xiàn)場(chǎng)施工要求,不會(huì)割傷母材。
(2)風(fēng)帆船扁鐵套料時(shí)割路間距采用10mm,現(xiàn)場(chǎng)反饋起弧點(diǎn)會(huì)割傷零件。通過(guò)現(xiàn)場(chǎng)調(diào)試,采取如下解決方法:設(shè)計(jì)調(diào)整扁鐵套料的割路間距,由10mm加大到15mm;現(xiàn)場(chǎng)利用“一筆畫”軟件修改起弧點(diǎn)位置。
5 鋼材實(shí)際使用和分析
風(fēng)帆船放樣工作結(jié)束后,經(jīng)統(tǒng)計(jì)計(jì)算,該船的資材利用率為80.24%,達(dá)到設(shè)計(jì)方針書中規(guī)定的80%的目標(biāo)。雖然利用率達(dá)到目標(biāo),但是與公司在建其他產(chǎn)品船相比仍偏低,通過(guò)對(duì)比分析,找出以下幾點(diǎn)原因。
(1)資材規(guī)格、材質(zhì)眾多,特別是型材,如圖14所示,所剩余料無(wú)法使用。本船7mm的板大部分用作甲板,9mm的板大部分用作外板,結(jié)構(gòu)幾乎沒有用到7mm和9mm的板,而甲板和外板的板幅均較大,全部使用整板,其所剩的余料基本上無(wú)法再次利用。
(2)部分板材及型材由于用量較少,僅訂貨一件或兩件,而放樣過(guò)程中又有多個(gè)分段使用該種規(guī)格的板或型材,特別是跨批次的分段,每次使用后需要登記余料,在登記余料過(guò)程中,將余料劃分為矩形,由于零件形狀的不規(guī)則,不可避免的造成資材浪費(fèi)。
6 后續(xù)船改進(jìn)
預(yù)估階段在合并板材規(guī)格的時(shí)候,我們的做法比較保守,主要是考慮到利用率和材料浪費(fèi)等原因。規(guī)格合并后,實(shí)際套料過(guò)程中難免會(huì)產(chǎn)生較多余料,不過(guò)在扁鐵套料過(guò)程中發(fā)現(xiàn),余料基本上都能用在扁鐵套料上,所以后續(xù)船在資材規(guī)格優(yōu)化方面仍有較大空間。
風(fēng)帆船的扁鐵板厚主要集中在8mm、10mm、12mm,訂貨時(shí)可以增加標(biāo)板數(shù)量。而7mm、9mm的板材,結(jié)構(gòu)用量很少,絕大部分用在甲板或外板,訂貨的時(shí)候可以按照較高的板材利用率預(yù)估定額。
7 結(jié)束語(yǔ)
資材利用率不是節(jié)省一塊板或一根型材就可以提高的,它是一個(gè)累積的過(guò)程,通過(guò)一塊板、一根型材、甚至一小塊余料的節(jié)省,一點(diǎn)一點(diǎn)提高的。放樣人員應(yīng)首先保證其放樣資料的準(zhǔn)確性,在此基礎(chǔ)上,也要保證資材的利用率,這關(guān)系到造船的直接成本,只有成本降低,才能獲得豐厚的利潤(rùn)。如今降本增效理念已深入人心,每個(gè)放樣人員也秉承這種理念來(lái)工作,相信工作會(huì)越做越好。
