數車刀具刀尖半徑補償與G71指令結合編程加工應用策略
2019-09-25 13:22:14劉才志
數字技術與應用 2019年6期
關鍵詞:結合
劉才志


摘要:車刀刀尖半徑補償功能是數控車削編程、加工中的重點、難點,G71指令是數控車削外圓中應用最為普及的一個指令,正確、有效的將以上兩個指令結合在一起進行編程和加工,對提高粗精車外圓的效率、加工質量有著極其重要的意義。本文就刀具刀尖半徑補償在G71功能編程中的具體應用進行分析,以提高編程效率和加工質量。
關鍵詞:刀具半徑補償;G71;結合;編程;加工
中圖分類號:TG519 文獻標識碼:A 文章編號:1007-9416(2019)06-0014-02
0 引言
在數控編程與加工中,大多數工程技術人員均習慣于使用G71指令進行外圓車削,對G71的應用相對而言也比較得心應手,他們在進行外圓切削時的一般做法是:先對零件放出一定余量,然后用G71進行粗、精車,在完成G71加工后,再進行尺寸測量,視誤差大小,最后用基本指令進行精加工完成。這樣做下來過程比較繁瑣,同時也人為的將刀具半徑補償功能與G71功能分裂開來,不利于高效率編程。特別是面對零件加工精度要求較高時,必須考慮刀具圓弧半徑的實際存在以及刀具圓弧對加工精度的重大影響,因此在熟練運用G71的基礎上,有效融入刀具半徑補償指令是提高工件加工指令的關鍵所在,也是一個數控技術人員必備的編程基本功。
1 理解功能、明晰意義
1.1 刀具半徑補償的意義
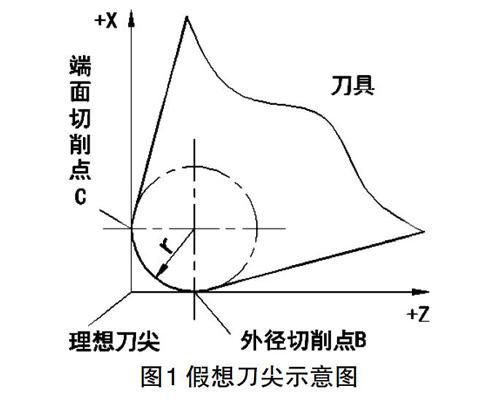
任何車刀的刀尖都會由于制造、刃磨、磨損等原因而帶有一定的刀尖圓弧,但在編程及對刀過程中我們都是以理想刀尖點作為刀位點,如圖1中所示的O點。數控編程和加工中,我們都是以這個理想刀尖點進行編程,設想在加工過程中理想刀尖點和工件輪廓重合,而實際切削時刀具的切削刃是刀尖的圓弧切點而非理想刀尖點,在切削內外圓柱面和平端面時,被加工的工件輪廓和實際切削刃的走刀軌跡重合,不會產生加工誤差。但在加工圓錐面和內外圓弧時,被加工的工件輪廓(編程軌跡)與實際切削刃的走刀軌跡存在明顯誤差,從而造成工件尺寸不同程度的過切或欠切,將會造成加工誤差,見圖1。
刀尖圓弧的存在雖然有利于提高刀具壽命和降低工件表面粗糙度,但在加工圓錐和圓弧輪廓時由于會造成實際切削點與刀位點之間的位置偏差,特別是在加工高精度零件時影響很大。要消除由于刀具刀尖圓弧半徑帶來的加工誤差就必須采用刀尖圓弧半徑補償功能,即通過刀具補償指令,我們編程時依然可以依據工件輪廓尺寸采用G71進行編程,而刀具實際運動軌跡由數控系統自動計算,從而自動調整各坐標軸的移動量,確保實際加工輪廓和編程軌跡上完全一致,從而消除刀具半徑帶來的誤差。
1.2 刀具半徑補償的指令
車刀刀具半徑補償指令包括G41、G42、G40,其中G41表示刀具半徑左補償指令(簡稱左刀補),G42表示刀具半徑右補償指令(簡稱右刀補),G40表示刀具半徑補償取消指令。
1.3 左右刀補的判別方法
以加工平面(XZ面)的第三軸(Z軸)的負方向為觀察方向,沿著刀具運動方向看去(假設工件不動),若刀具位于工件左側,則為左刀補G41刀具,反之則為右刀補G42。
1.4 科學確定刀具半徑補償功能參數
采用刀尖圓弧半徑補償進行加工時,如果刀具的刀尖圓弧和切削時所處的位置(即刀尖方位)不同,那么刀具的補償量與補償方向也不同。
(1)刀具刀尖圓弧半徑。現數控車床使用的刀具在加工效率、加工精度等方面的考慮下一般使用的都是可轉位車削刀片,此類刀片可直接根據刀具型號得到刀尖的圓弧半徑,如我們最常使用的80度菱形刀片CNMG120408,08代表的就是刀尖圓角半徑為0.8mm。
(2)車刀形狀位置參數。車刀形狀位置參數即刀具刀位點與刀尖圓弧中心的位置關系,其從0~9有10個方向,如圖2所示。
1.5 正確輸入刀具半徑補償功能參數
在數控系統編程時,不需要計算刀具圓弧在加工中造成的尺寸誤差,而只需要按照工件的輪廓編程,在程序中加入使用刀具半徑補償指令編程即可。具體做法是在“刀補表”任務欄中設置好相應刀號的刀具半徑值及刀尖方位,數控系統在自動運行時就能自動計算出刀具中心軌跡,即刀具自動偏離工件輪廓一個刀具半徑值,從而加工出所要求的工件輪廓。
2 結合應用,形成經驗
加工圖3所示零件,我們可以先單獨以大家熟識的G71指令進行編程,然后再在此基礎上加入刀具半徑補償指令,從而形成編程方法的格式化、經驗化,以便編程者深刻了解,既降低學習難度,又達到靈活運用的目的。現以華中數控系統為操作系統,使用G71指令與刀具半徑補償指令對圖示零件進行結合編程。通過G71指令單獨編程程序和在G71編程基礎上加入了刀具半徑補償功能后所編程序的對比可以看出,只要在“循環體”中的進刀程序段加入G42,在“循環體”外的退刀程序段加入G40即可完成刀具半徑補償功能,實現零件的粗精加工,確保零件加工精度,見圖4。
3 總結要點,鞏固強化
(1)刀徑補償的建立和取消應在不加工的空行程段上,且在G00或G01程序段上實施。建立和取消補償的程序段,必須是在補償平面內不為零的直線移動,且移動距離大于刀尖半徑補償值,否則系統會產生錯誤報警信號。(2)在進行G71循環指令粗加工時,數控系統并沒有執行刀尖的半徑補償功能,待G71指令執行完畢后,才會在其后的精加工中執行刀具的半徑補償功能。(3)由于刀具在加工過程中存在磨損情況,致使刀具的半徑值是動態變化的,因此當我們所加工的零件精度要求特別高時,可以在粗加工之后,精加工之前對當前刀具實際刀尖半徑值進行測量,將此實際刀具半徑測量值再次輸入半徑補償界面,而不必修改零件原程序,即可消除加工誤差,提高加工效率。
4 結語
數車外圓復合循環切削指令G71和刀具刀尖半徑補償功能是數控編程中十分重要的兩個編程加工指令,合理、科學的結合運用該兩個指令來進行編程,對于降低編程難度,提高加工質量和效率有著重要的意義。對于不同的數控系統而言,其編程方法和技巧是基本不變的,變化的只是指令的格式而已,這需要編程者在實際使用過程中必須做到觸類旁通,舉一反三,多加練習,以不斷提高編程技能。
猜你喜歡
人間(2016年24期)2016-11-23 18:43:17
儷人·教師版(2016年15期)2016-11-22 04:48:32
儷人·教師版(2016年15期)2016-11-22 03:21:11
財經界·學術版(2016年19期)2016-11-16 14:43:32
中小企業管理與科技·上旬刊(2016年10期)2016-11-15 08:34:59
法制博覽(2016年11期)2016-11-14 10:40:23
戲劇之家(2016年20期)2016-11-09 22:15:06
文藝生活·中旬刊(2016年10期)2016-11-04 05:24:30
職業(2016年10期)2016-10-20 22:21:12
現代經濟信息(2016年19期)2016-10-20 17:01:12
