噴氣織機(jī)織造亞麻混紡產(chǎn)品的生產(chǎn)實(shí)踐
2019-09-25 03:06:38鄭海榮洪愛東
紡織器材 2019年4期
關(guān)鍵詞:工藝
鄭海榮,洪愛東
(咸陽(yáng)秦越紡織有限公司,陜西 咸陽(yáng) 713100)
0 引言
隨著社會(huì)和科技的進(jìn)步,人們更加追求穿著的舒適性和健康性,亞麻混紡織物由于具有手感滑爽、透氣、粗獷的外在質(zhì)感和內(nèi)在保健功能等特點(diǎn),使其越來越受到消費(fèi)者的青睞。亞麻織物多由片梭織機(jī)和劍桿織機(jī)織造,但噴氣織機(jī)織造的亞麻織物有其獨(dú)特風(fēng)格。因此,筆者公司決定在噴氣織機(jī)上開發(fā)生產(chǎn)L/C、L/R、L/C彈力系列產(chǎn)品,經(jīng)過全體技術(shù)人員的共同努力實(shí)現(xiàn)了批量生產(chǎn),為公司創(chuàng)造了新的利潤(rùn)增長(zhǎng)點(diǎn),下文就此進(jìn)行探討分析。
1 亞麻混紡紗的性能
亞麻纖維是一種優(yōu)良的紡織原料,不僅具有良好的穿著、使用性能,而且還具有吸濕、透氣、舒爽、散熱、防霉、抑菌和防輻射等特性,愈來愈受到人們的喜愛[1]。
麻纖維的結(jié)晶度和取向度高,無定型區(qū)少,纖維粗,單根纖維的彎曲剛性指數(shù)和最大抗彎力均較大,纖維間的抱合力差,存在手感粗糙、有刺癢感等缺點(diǎn),導(dǎo)致麻棉混紡纖維易滑移、斷裂強(qiáng)度小、毛羽多且長(zhǎng)、伸長(zhǎng)變形小、彈性差、條干不勻、細(xì)節(jié)多[1]。
亞麻纖維主要有溫水麻和雨露麻兩種,其單纖維長(zhǎng)度為5 mm~25 mm,線密度約為1.25 dtex~5.56 dtex[2]。雖經(jīng)多工序處理,但麻絲、麻桿依然很多,使得亞麻纖維與棉粘等纖維混合過程中存在纖維間抱合力差、易滑移等問題,尤其是細(xì)號(hào)亞麻/棉混紡紗易產(chǎn)生麻絲、麻皮、松捻、緊捻、粗細(xì)節(jié)等疵點(diǎn),導(dǎo)致紗線總體強(qiáng)力較低,強(qiáng)度不勻較大,對(duì)織造工序的生產(chǎn)有很大影響。不同亞麻混紡紗的成紗指標(biāo)見表1。
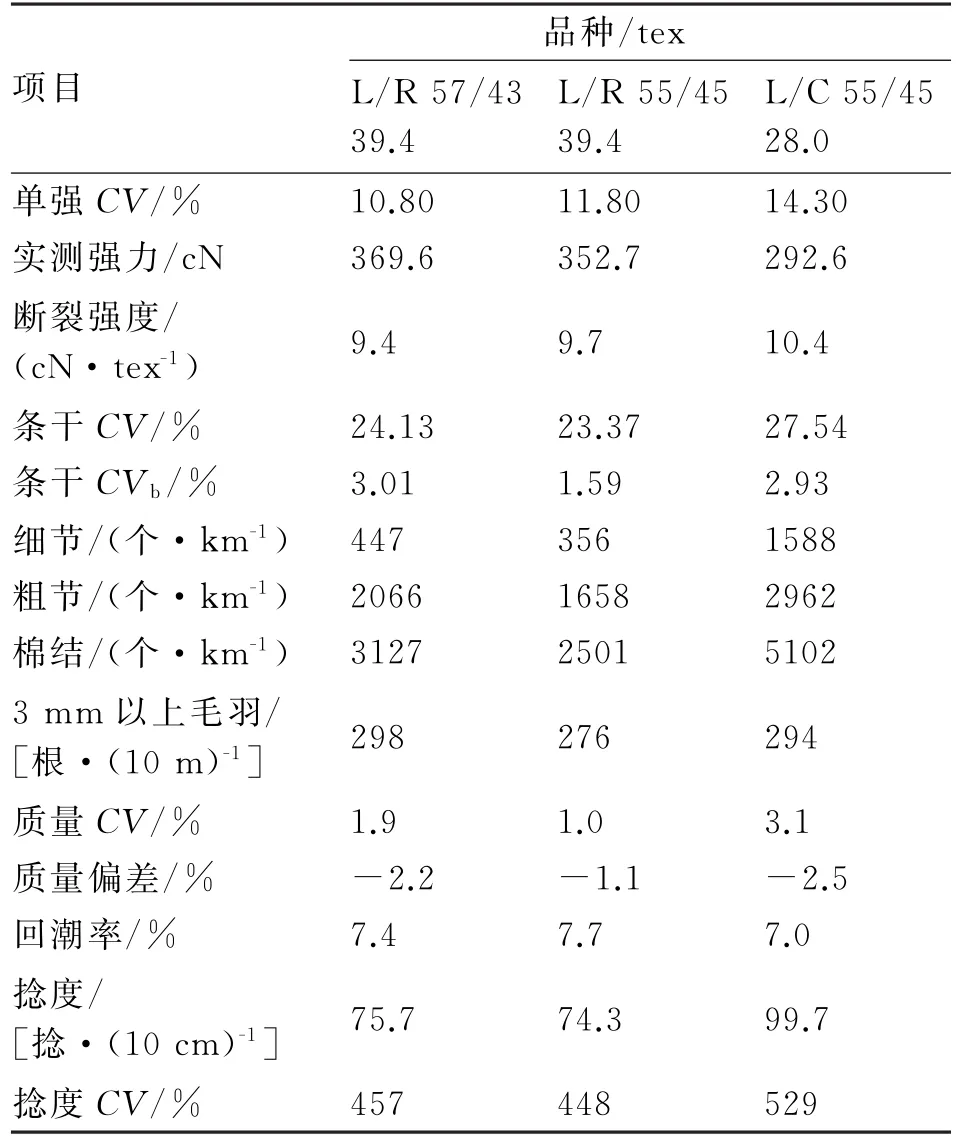
表1 不同亞麻混紡紗的成紗指標(biāo)
由表1可知,同紗號(hào)亞麻系列混紡紗與棉紗及滌棉紗相比,強(qiáng)力的離散性大,粗、細(xì)節(jié)高,質(zhì)量偏差大,相比棉紡產(chǎn)品生產(chǎn)難度大。
2 亞麻混紡紗的織造難點(diǎn)及解決措施
2.1 織造難點(diǎn)
噴氣織機(jī)織造亞麻混紡系列產(chǎn)品的難點(diǎn)如下。
a) 亞麻混紡紗單強(qiáng)低、強(qiáng)力不勻大、細(xì)節(jié)多、毛羽長(zhǎng)且雜質(zhì)多,一般采用積極式引緯的劍桿織機(jī)和片梭織機(jī)織造[3],而噴氣織機(jī)采用消極式引緯,即用噴嘴噴射的壓縮氣流對(duì)緯紗進(jìn)行牽引,故對(duì)經(jīng)緯紗要求較高,織造難度較大。
b) 亞麻混紡紗毛羽長(zhǎng)、引緯阻力大,而噴氣織機(jī)速度快、張力大,與停經(jīng)片、綜和筘等摩擦易造成纖維起毛、斷頭。因此,漿紗工藝既要貼伏長(zhǎng)毛羽,減少毛羽間相互粘連,又要增強(qiáng)自身耐磨性,才可滿足噴氣織機(jī)織造亞麻混紡紗的要求。
c) 亞麻屬纖維素纖維,極易放濕,故其混紡紗上漿相對(duì)容易,上漿后紗線粗硬且脆,導(dǎo)致斷頭多。因此,漿紗時(shí)制定合理的上漿率和回潮率是生產(chǎn)麻棉產(chǎn)品的關(guān)鍵。
d) 亞麻混紡紗質(zhì)量不勻,引緯過程中到達(dá)時(shí)間差異較大。因此,噴氣織機(jī)消極式引緯難度較大,須采取相應(yīng)措施。
e) 緯紗在飛行過程中頭端受阻后彎曲,且亞麻混紡紗剛性大,造成出口側(cè)曲緯、彎頭緯問題較多。
2.2 各工序工藝參數(shù)及解決措施
2.2.1 整經(jīng)工序
因麻纖維與棉纖維間抱合性差,造成亞麻混紡紗毛羽多且長(zhǎng),麻纖維未能完全包覆住,易產(chǎn)生斷頭,導(dǎo)致纖維易脫落并集聚在導(dǎo)紗眼、自停導(dǎo)紗鉤處。為了減少整經(jīng)摩擦,選用卡爾邁耶整經(jīng)機(jī)進(jìn)行生產(chǎn),采用“低車速、小張力”工藝,并保證紗線速度恒定、片紗張力均勻及有良好的卷繞質(zhì)量。斷頭產(chǎn)生后,擋車工需將紗頭找順再接頭,防止絞頭產(chǎn)生。機(jī)上工藝車速為500 m/min,預(yù)張力器打開延遲時(shí)間為12 s,其運(yùn)行位置為12 mm,制動(dòng)器打開延遲時(shí)間為9 s。
2.2.2 漿紗工序
2.2.2.1 漿料配方的選擇
亞麻混紡紗因有半纖維素及木質(zhì)素的存在,決定了其剛性將大幅影響漿料對(duì)纖維的親和力及貼伏性。為了能有效地貼伏毛羽,減少二次毛羽的再生,選用粘度低、滲透性和耐磨性好的低粘高性能變性淀粉;為了保證漿紗的耐磨性,加入少量PVA提高亞麻混紡紗的親和力;為了克服漿膜粗硬,提高紗線韌性,采用丙烯漿料,以增強(qiáng)漿料分子與纖維的結(jié)合力,使?jié){膜更加耐磨。最終選用的漿料配方為:低粘高性能變性淀粉為75 kg,丙烯酸為25 kg,PVA為6.5 kg。
2.2.2.2 上漿率的選擇
亞麻混紡紗上漿率大,導(dǎo)致干濕分絞困難,二次毛羽增加,漿紗手感粗硬,織造過程中紗線毛羽長(zhǎng)、脆斷頭多,停經(jīng)片處麻纖維易纏繞起團(tuán),后梭口開口嚴(yán)重不清,三跳疵點(diǎn)嚴(yán)重,織機(jī)開臺(tái)很差。亞麻混紡紗一般用于生產(chǎn)粗厚織物,在強(qiáng)力滿足生產(chǎn)要求的條件下,上漿率宜偏小掌握,控制在不大于8.5%。
2.2.2.3 回潮率的選擇
麻纖維放濕快,織造時(shí)處于放濕狀態(tài)且脆斷多。因此,在不產(chǎn)生再粘的前提下,回潮率可適當(dāng)增大一些,漿紗時(shí)可在漿液中加入保濕劑。一般情況下,回潮率應(yīng)控制為11%。
2.2.2.4 烘筒路線的選擇
使用濕分絞,烘筒路線采用分層預(yù)烘以貼伏毛羽,減少紗線間毛羽相互粘連。
2.2.2.5 壓漿力的選擇
采用大壓漿力,將毛羽貼伏在紗線表面以減少外露,增加紗線的浸透性。
2.2.2.6 上蠟量的選擇
增大上蠟量,提高紗線的耐磨性和上蠟輥的轉(zhuǎn)速,并改變其轉(zhuǎn)動(dòng)方向,由逆向改為與紗運(yùn)行同向。GA310型漿紗機(jī)的上蠟輥速度由10 m/min調(diào)整為20 m/min。
2.2.2.7 漿紗工藝的選擇
最優(yōu)的漿料配方必須由科學(xué)合理的漿紗工藝來保證。根據(jù)麻棉混紡產(chǎn)品特點(diǎn),在GA310型漿紗機(jī)上應(yīng)采用“低上漿、大回潮、重浸透、小張力、小伸長(zhǎng)”的漿紗工藝,采取單漿鍋雙層預(yù)烘的繞紗路線,“中車速、大壓力”的工藝原則;漿紗速度約為50 m/min,上落軸和處理繞紗斷頭要快,卷繞、干區(qū)、分紗張力要適中,且保證織軸有一定的硬度和彈性。
當(dāng)車速為50 m/min,上漿率為7%~9%,回潮率為10%~12%,漿槽溫度為90℃,預(yù)烘錫林溫度為130℃~140℃,主烘錫林溫度為110℃,退繞張力為600 N,卷取張力為300 N,壓力為10 N~28 N時(shí),不同的麻棉混紡產(chǎn)品漿紗工藝參數(shù)設(shè)定見表2。
通過對(duì)漿料配方和漿紗工藝的攻關(guān)和研究,采用先試驗(yàn)再投產(chǎn)的生產(chǎn)流程,最終取得了較好的效果,為亞麻混紡產(chǎn)品的擴(kuò)大生產(chǎn)奠定了良好基礎(chǔ)。
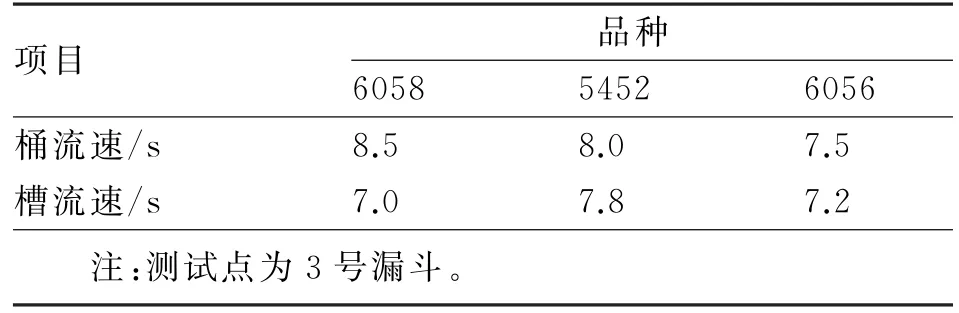
表2 不同麻棉混紡產(chǎn)品漿紗工藝參數(shù)設(shè)定
2.2.3 織造工序
2.2.3.1 織機(jī)緯停原因及解決措施
亞麻混紡紗具有單強(qiáng)低、強(qiáng)力不勻大、細(xì)節(jié)多、毛羽長(zhǎng)、雜質(zhì)多等特點(diǎn),采用噴氣織機(jī)批量生產(chǎn)每班緯向停臺(tái)高達(dá)200多次,為此應(yīng)加強(qiáng)對(duì)緯向停臺(tái)的研究分析。
2.2.3.1.1 織機(jī)緯停原因
a) 儲(chǔ)緯器處斷緯形成緯停。由于棉麻紗偏粗、偏重且剛性較大,氣壓設(shè)置和引緯時(shí)間配合不當(dāng)就會(huì)造成儲(chǔ)緯器處斷緯。
b) 緯紗產(chǎn)生曲緯形成緯停。主要是由于噴氣織機(jī)本身的引緯及打緯方式所致。劍桿織機(jī)與噴氣織機(jī)織造麻纖維最大的區(qū)別在于,引緯瞬間劍桿織機(jī)的筘座(即打緯裝置)是停止的,而噴氣織機(jī)的筘座是移動(dòng)的。筘座靜止,緯紗運(yùn)行呈一條直線,雖然麻紗的剛性偏大,但對(duì)劍桿織機(jī)幾乎無影響;而噴氣織機(jī)引緯時(shí)筘座同時(shí)擺動(dòng),紗線運(yùn)行軌跡為一條拋物線,當(dāng)紗線剛性偏大時(shí),會(huì)使其拌斷、阻斷增加,曲緯的概率大幅增加。
c) 緯紗打不到頭形成緯停。這是由于棉麻紗偏粗、偏重、剛性偏大,導(dǎo)致噴氣織機(jī)自由端引緯時(shí),未完全將緯紗送抵出口側(cè)所致,該問題可從輔噴嘴的間距設(shè)置上予以彌補(bǔ)和改善。
2.2.3.1.2 緯停解決措施
a) 儲(chǔ)緯器和擋緯銷處的斷緯及脆斷:可將擋緯銷、主輔噴嘴開啟時(shí)間提前,擋緯銷開啟時(shí)間由74°調(diào)整為64°,主噴嘴開啟時(shí)間由70°調(diào)整為60°,第1組輔噴嘴開啟關(guān)閉時(shí)間由70°~150°調(diào)整為60°~180°,此后雖斷頭明顯減少,但擋緯銷處仍有斷頭。經(jīng)分析發(fā)現(xiàn),此機(jī)臺(tái)原織造棉系列細(xì)號(hào)高密品種,擋緯銷與鼓間隙為0.5 mm,現(xiàn)織造亞麻混紡紗紗號(hào)較大,此間隙不變則緯紗釋放時(shí)不易脫出,從而造成擋緯銷處斷頭,將二者間隙調(diào)整為0.8 mm~1.0 mm,儲(chǔ)緯器和擋緯銷處的斷頭基本解決。因此,針對(duì)不同紗號(hào)品種,擋緯銷與鼓間隙應(yīng)隨之調(diào)整。
b) 緯紗運(yùn)行不平穩(wěn),到位時(shí)間偏差較大,出現(xiàn)不固定位置問題:在出口側(cè)探緯器H 1和H 2之間加裝一個(gè)延伸噴嘴,該噴嘴可以牽引緯紗,在飛行過程中對(duì)前端的緯紗起到牽引和拉伸作用,從而使得緯紗運(yùn)行相對(duì)平穩(wěn);加裝延伸噴嘴后,曲緯、彎頭緯問題基本固定在出口側(cè),將主噴嘴氣壓調(diào)整至220 kPa,輔噴嘴氣壓調(diào)整至約為360 k Pa,到達(dá)時(shí)間相對(duì)平穩(wěn),偏差約為15°。
c) 固定在出口側(cè)的曲緯、打不到頭問題:調(diào)整輔噴嘴間距,前2組仍為常規(guī)的65 mm,第3組為60 mm,第4組為55 mm,第5組為55 mm,嘗試將輔噴嘴角度由2°調(diào)整為4°,調(diào)整后出口側(cè)的曲緯、打不到頭問題有所改善。不同噴氣織機(jī)織造麻棉混紡紗的上機(jī)工藝對(duì)比見表3。
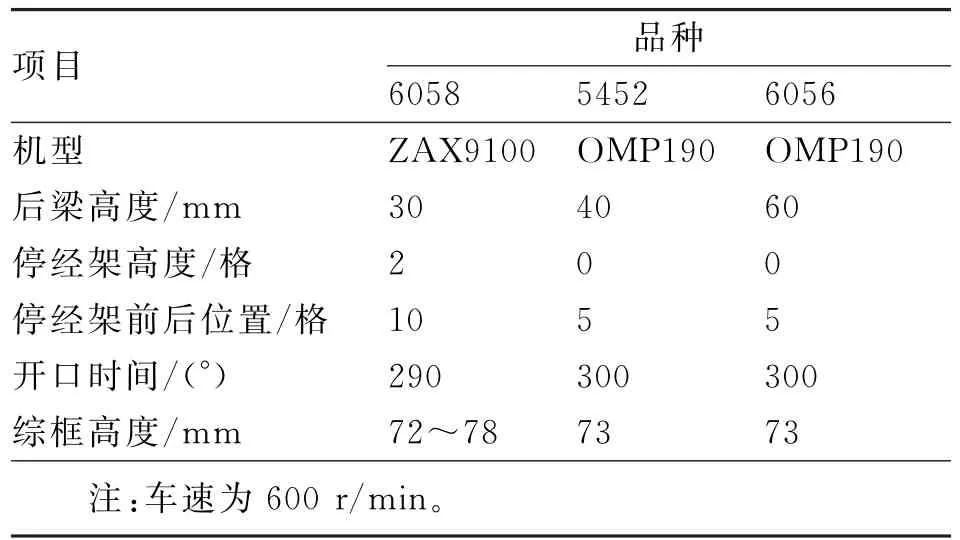
表3 不同噴氣織機(jī)織造麻棉混紡紗的上機(jī)工藝對(duì)比
2.2.3.2 停經(jīng)片、綜、筘及溫濕度控制
亞麻纖維抱合力差、強(qiáng)力不勻大、細(xì)節(jié)多、毛羽長(zhǎng)、雜質(zhì)多,織造過程中經(jīng)紗與停經(jīng)片、綜、筘的摩擦頻繁,紗線在綜眼中位移較大。因此,要求停經(jīng)片、綜眼、筘表面光滑、無毛刺,以避免紗線刮毛[4]。
此外,控制好溫濕度也十分重要,一般相對(duì)濕度應(yīng)偏高掌握,生產(chǎn)中可將溫度控制在25℃~28℃,相對(duì)濕度控制在75%~80%為宜。
3 結(jié)語
3.1 噴氣織機(jī)織造亞麻混紡系列產(chǎn)品時(shí)漿紗是關(guān)鍵,優(yōu)選漿料配方、采用科學(xué)合理的漿紗工藝是生產(chǎn)的保證;斷緯停臺(tái)預(yù)防控制是提高產(chǎn)質(zhì)量的前提。因此,加強(qiáng)工藝試驗(yàn)和設(shè)備維修技術(shù),摸索工藝參數(shù)和維修方法,是織好亞麻混紡系列產(chǎn)品的基礎(chǔ)。
3.2 經(jīng)過不懈努力,筆者公司采用噴氣織機(jī)織造約為500萬m的亞麻混紡系列產(chǎn)品,質(zhì)量均達(dá)到客戶要求;但卻存在質(zhì)量不穩(wěn)定、效率低等問題。我們已充分認(rèn)識(shí)到“漿紗質(zhì)量是關(guān)鍵,織布維修技術(shù)和值車工的操作水平是保證”的重要性,不斷加強(qiáng)工藝執(zhí)行,提高漿軸質(zhì)量;加大織機(jī)維修技術(shù)的培訓(xùn),加強(qiáng)值車工工作法的學(xué)習(xí),以進(jìn)一步提高亞麻混紡系列產(chǎn)品的質(zhì)量和效率。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52