粗細(xì)聯(lián)自動輸送系統(tǒng)用粗紗管脫落原因探討
2019-09-25 03:06:34戴云卿
紡織器材 2019年4期
關(guān)鍵詞:設(shè)計
戴云卿
(三友控股集團有限公司,浙江 臺州 318000)
0 引言
近年來,國內(nèi)有實力的紡織企業(yè)紛紛采用粗細(xì)絡(luò)聯(lián)紡紗設(shè)備,大幅降低勞動力成本,減少人工搬運粗、細(xì)紗導(dǎo)致的錯搬、表面磕碰等問題;而且工作環(huán)境顯著改善,工人勞動強度明顯降低,進一步緩解了紡織企業(yè)招工難的問題。
據(jù)紡織企業(yè)反映,實際生產(chǎn)時粗細(xì)聯(lián)主機中CMT1801型和FA1458型粗紗機配套的塑料粗紗管在自動輸送過程中有掉落現(xiàn)象。為了在粗細(xì)聯(lián)上更好地應(yīng)用粗紗管等器材,筆者隨專家團隊實地走訪國內(nèi)應(yīng)用該主機的紡織企業(yè),通過分析問題產(chǎn)生的原因,提出解決方案,現(xiàn)與紡織同仁探討。
1 粗細(xì)聯(lián)主機工作原理和相關(guān)器材結(jié)構(gòu)
1.1 粗紗主機工作原理
粗細(xì)聯(lián)主機系統(tǒng)是一個復(fù)雜的系統(tǒng)工程,它以粗紗機為中心和起點,最終實現(xiàn)粗紗紡制和運輸?shù)淖詣踊⑦B續(xù)化與數(shù)字化,主要由自動紡制粗紗機、空滿紗管自動交換機械手、輸送導(dǎo)軌、智能紗庫及尾紗清除部分等組成。將自動紡制完畢的粗紗由機器自動整理或暫時儲存在落紗架上,空、滿紗管交換機械手將滿紗管自動更換到輸送鏈條上,空紗管交換到落紗架上,為下次落紗做好準(zhǔn)備;成品粗紗根據(jù)人工設(shè)定的指令,暫時儲存在智能紗庫里或直接輸送到細(xì)紗機相應(yīng)機臺的工作區(qū)[1-2]。
1.2 吊錠的基本結(jié)構(gòu)
吊錠是吊制粗紗管的主要器材之一,由吊錠外罩、阻尼彈簧、阻尼圈、支撐擋圈、金屬二支片和鋼球碗等組成,并通過吊錠桿螺栓串接而成。其結(jié)構(gòu)如圖1所示。
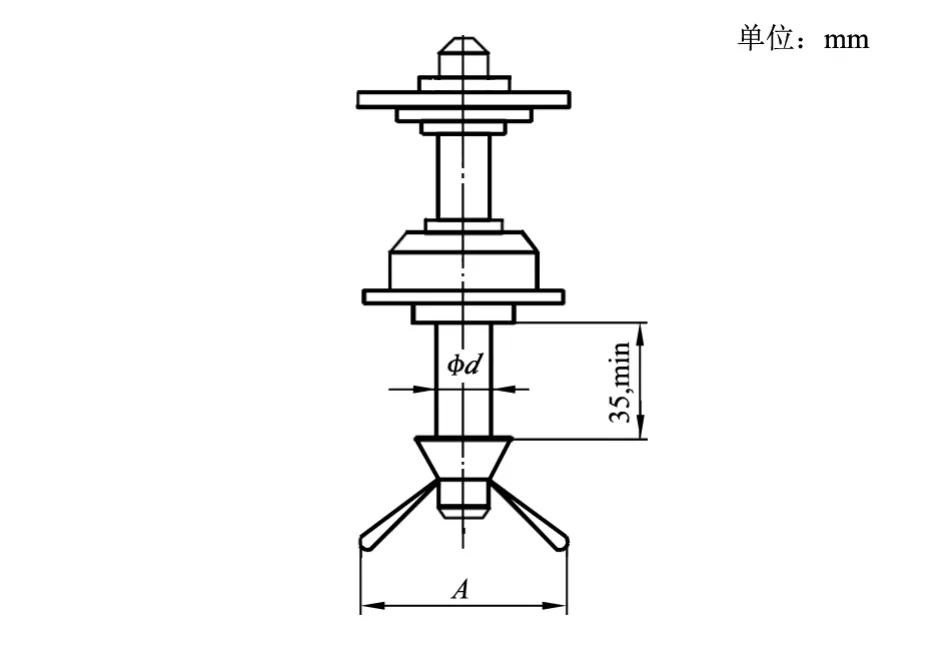
圖1 吊錠結(jié)構(gòu)示意
吊錠支撐擋圈一般采用鋅合金材料,也有部分制造企業(yè)用塑料擋圈替代。金屬二支片打開的最小寬度A應(yīng)不小于30 mm,尺寸d按行業(yè)標(biāo)準(zhǔn)分可分為16 mm,18 mm和22 mm三檔[3],與相應(yīng)的粗紗管頂孔直徑配套。吊錠外殼主體采用塑鋼POM材料制作,當(dāng)?shù)蹂V處于吊制粗紗工作狀態(tài)時,金屬二支片始終處于打開且自鎖狀態(tài),只有手動或用機械機構(gòu)將粗紗管向上推動時,吊錠的活動支撐擋圈觸碰到端部壓塊并使吊錠的內(nèi)部彈簧產(chǎn)生作用,使其內(nèi)部機構(gòu)旋轉(zhuǎn)一定角度,吊錠的金屬二支片向里收縮至吊錠桿內(nèi),此時可取下粗紗管或機器交換空、滿粗紗管。
1.3 管長為445 mm粗紗管的基本特征
管長為445 mm(以下簡稱為“445型”)粗紗管是一種非標(biāo)準(zhǔn)的大卷裝規(guī)格粗紗管,其頂孔的直徑為22.0 mm和25.0 mm,如圖2所示,可與翼錠錠桿和吊錠配合。原FA401系列和FA406系列粗紗機采用懸錠結(jié)構(gòu)型式紡制粗紗完畢后,人工更換、搬運、整理粗紗管并運輸?shù)郊?xì)紗機紗架上,而安裝在細(xì)紗機粗紗架上的吊錠既要安全地吊住粗紗管,又要保證紗線在退繞過程中處于恒張力狀態(tài),使從粗紗到細(xì)紗的紡制過程中吊錠水平牽引力控制為0.03 N~0.05 N,避免因吊錠阻滯使粗紗產(chǎn)生意外伸長,從而保證紡制的細(xì)紗條干均勻。
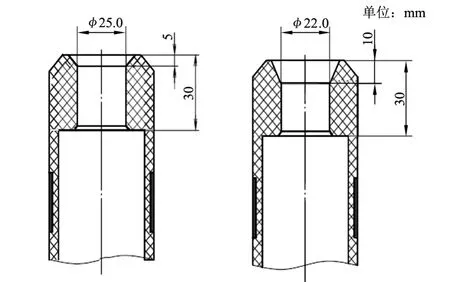
圖2 445型粗紗管結(jié)構(gòu)示意
為了減輕工人勞動強度,保證擋車工順暢、方便地在吊錠上裝卸粗紗管,目前粗紗管的頂部多數(shù)設(shè)計為斜內(nèi)倒角型式,使其在粗紗機翼錠的錠桿始紡下壓或空滿管交換時能順利導(dǎo)入粗紗管頂孔中,防止因粗紗管放置不平導(dǎo)致裝入時產(chǎn)生個別彎斜而壓壞翼錠錠桿、粗紗吊錠或粗紗管端部,從而使粗紗管快速并順利地進入紡紗工序[4-6]。
2 原因分析
2.1 粗紗管結(jié)構(gòu)設(shè)計
粗細(xì)聯(lián)選用頂孔直徑為25.0 mm的445型粗紗管,是在馬佐里F/35型粗紗機等基礎(chǔ)上開發(fā)、設(shè)計并加以改進的新型紡織器材[7-9]。國內(nèi)第一代粗細(xì)聯(lián)主機配套圖紙中,設(shè)計的粗紗管:頂孔深度為30 mm~33 mm,頂孔直徑為25.0 mm,底孔距錠桿的中心高度為345 mm,初始選用的吊錠桿直徑為16 mm,吊錠桿兩撐腳間距為32 mm時,其最小邊距只有24 mm。由于制造技術(shù)水平所限,粗紗管會出現(xiàn)頂孔直徑為25.0 mm~25.2 mm的非正圓狀態(tài),極有可能出現(xiàn)吊錠打開的最大邊距小于紗管頂孔直徑的問題,隨著粗紗管在主機軌道上的不勻速運行,粗紗管在主機軌道上會產(chǎn)生擺動,在吊錠腳打開的情形下出現(xiàn)卷裝完畢的粗紗管從紗架上或運行的軌道上滑落的問題。
2.2 吊錠質(zhì)量
目前,國內(nèi)吊錠的制造和組裝基本依賴手工,工人技術(shù)水平的高低、組裝質(zhì)量的優(yōu)劣將直接影響吊錠質(zhì)量水平。如,工人未嚴(yán)格按工藝要求組裝,可能會導(dǎo)致二支片打開的靈敏度和可靠性不足,加上各組件間的質(zhì)量差異,會使?jié)M紗的粗紗管在紗架上運行時,吊錠撐腳難以承受粗紗的自重,導(dǎo)致其錠腳自鎖功能不足,極易使粗紗管從紗架上脫落。
2.3 輸送導(dǎo)軌的彎道角度太小
主機企業(yè)在設(shè)計輸送導(dǎo)軌時,由于受紡織廠場地限制,彎道角度太小、拐彎太急,在軌道上運輸粗紗時粗紗管的擺動幅度較大,加大了粗紗管從輸送導(dǎo)軌上脫落的概率。
2.4 運輸速度不勻
主機紗架運輸速度的不勻和不穩(wěn)定,也是粗紗管脫落的主要原因之一。因為運輸速度太快,紗架上的粗紗擺動幅度隨吊錠擺動幅度的增大而增大,粗紗在輸送導(dǎo)軌上上竄的問題時有發(fā)生,造成吊錠支撐擋圈上移一定距離,而粗紗管頂端平面在上竄外力的作用下,會使粗紗管處于懸空狀態(tài)并碰到吊錠頂端,使二支片瞬間小幅收縮,在滿紗自重力的作用下,導(dǎo)致粗紗管從紗架或軌道上脫落。
3 粗細(xì)聯(lián)用粗紗管的設(shè)計和改進
3.1 從設(shè)計角度出發(fā):將粗紗管與吊錠配合的頂孔直徑設(shè)計為22.0 mm或21.0 mm,在吊錠選配直徑為16 mm錠桿的前提下,與吊錠的配合距離可設(shè)計為23 mm~25 mm,以滿足吊錠工作要求。
3.2 從吊錠選配角度出發(fā):當(dāng)粗紗管頂孔直徑設(shè)計為25.0 mm時,對應(yīng)吊錠桿直徑可選配為18 mm,二支片打開寬度大于32 mm(可為33 mm或34 mm),且在吊錠制作時只考慮作為運輸?shù)蹂V使用。也可把二支片做成四支片,打開支片的推力彈簧彈力可適當(dāng)加大,以防止在軌道運輸時,粗紗滿管受到主機運輸速度不勻產(chǎn)生擺動而脫落。
3.3 從主機設(shè)計角度而言:粗紗紗架的運輸電機,可采用變頻電機或軟啟動電機,減小在運輸過程中啟動、停止時的速度突變導(dǎo)致受力突變,實現(xiàn)粗紗平穩(wěn)輸送,保證其在軌道上勻速前移至紗庫。
3.4 受紡織廠場地限制,在軌道設(shè)計時,應(yīng)盡量避免彎道角度太小、拐彎太急,減少事故發(fā)生。
4 結(jié)語
粗細(xì)聯(lián)的設(shè)計和應(yīng)用是一個系統(tǒng)工程,并非為只改變某一環(huán)節(jié)或解決局部若干部件問題就能使其充分發(fā)揮效用,它需要主機企業(yè)及配套的器材制造企業(yè)共同努力、全盤思考并完善,也需要紡織企業(yè)在生產(chǎn)實踐中不斷摸索總結(jié),找尋解決問題的有效路徑,共同推進國產(chǎn)粗細(xì)絡(luò)聯(lián)技術(shù)的發(fā)展,使其更安全可靠、高效、高質(zhì),促進我國紡織工業(yè)的進步。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04