論焊裝數字化工廠的點焊機器人離線程序精度提升
2019-09-19 02:07:14陳文剛
裝備制造技術 2019年7期
陳文剛
(東風柳州汽車有限公司,廣西 柳州545005)
0 前言
數字化工廠以產品全生命周期的相關數據為基礎,通過虛擬仿真等技術,來減少工藝開發時間,縮短產品上市周期,降低制造企業的成本,是現代數字化制造技術與計算機仿真技術結合的產物。
在汽車白車身機器人焊裝自動線中,如采用機器人工程師現場進行逐點示教白車身焊點的方式,施工周期長,且焊點的位置精度不易保證,容易出現焊點位置與產品設計不符、產生焊接飛濺、外觀傷等問題。
為了突破該技術瓶頸,離線編程作為一種革新技術被引入到焊裝線開發。它利用PDPS等仿真軟件在數字化仿真環境內示教生成所有焊點,形成包含多臺機器人干涉區等內容在內的機器人焊接程序[1],并導入生產現場點焊機器人系統之內,繼而執行該程序進行自動化生產作業。這一技術目的是降低機器人在線調試周期,同時提高機器人作業時的位置、姿態準確度,提高焊接質量和生產效率。
離線編程技術應用面臨的主要難題是數字孿生,如何通過虛擬化設計指導產線布局,同時利用實體車間數據驅動虛擬車間運行,實現現實和虛擬的無限接近。
本文針對該問題,對普遍用于點焊機器人離線精度校準的3種方法進行分析和驗證,得出離線程序精度≤5 mm的解決方案。
1 現場測量法
工裝夾具在現場安裝完成之后,測量工程師采用三坐標測量設備在現場測出工裝設備與機器人相對距離,并將此數據轉存為3D模型反導回數字化虛擬仿真環境中,然后根據測量的結果調整仿真環境中機器人與工裝設備的相對位置。
三坐標測量設備在測量時以工裝設備基準孔建立白車身坐標系,再采集現場機器人底座的定位孔、機器人一軸輪廓(A1/A2/A3),將三坐標測量數據轉換為JT文件(西門子開發的輕型3D模型文件格式),導入到仿真環境中,再將仿真環境中的機器人底座定位孔、機器人一軸輪廓(B1/B2/B3)與現場采集數據進行擬合,見圖1。
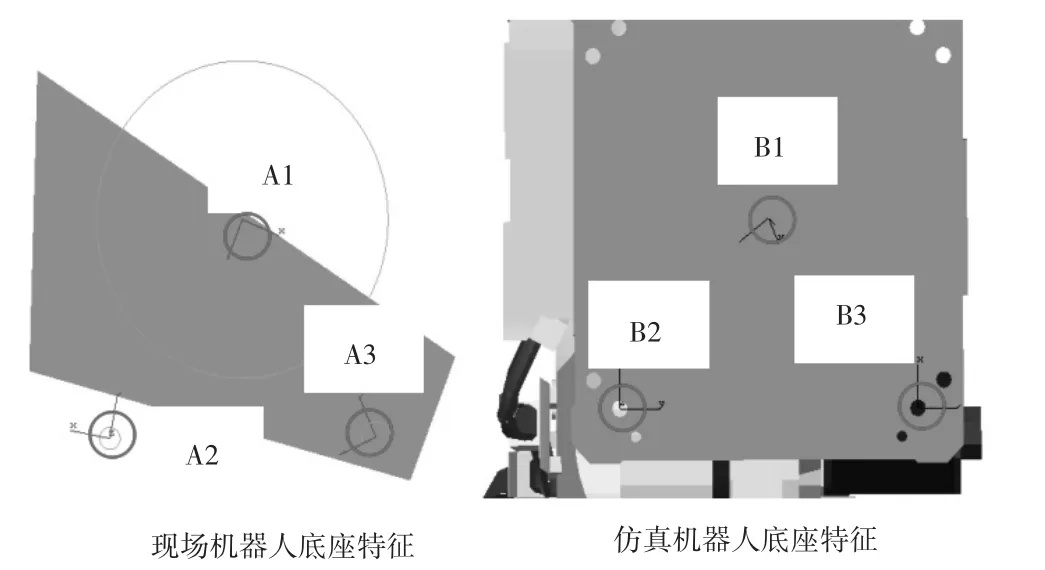
圖1 機器人擬合示意圖
以實際生產車間四臺點焊機器人為對象,利用此方法對仿真環境進行校準,在仿真環境中制作包含20個軌跡點的焊接程序,離線焊接程序導入到現場機器人并運行該焊接程序,使用三坐標測量設備探測工裝設備基準孔建立白車身坐標系,采集20個軌跡點焊槍靜臂側電極帽端面中心,對比仿真環境中焊槍靜臂側電極帽端面中心與夾具的相對位置,平均誤差如表1所示。

表1 現場測量法離線程序精度平均偏差量
2 現場程序反導法
在未校準的仿真環境中離線焊接程,將離線程序導入到現場焊接機器人中,并在白車身鈑件上標識焊點的位置(要求標識焊點位置與仿真環境中白車身數模中焊點位置一致)。機器人工程師利用程序偏移等功能將離線程序手動示教到標識位置,即在產品上標注出來的焊點位置。
完成上述步驟后,示教人員將示教好的機器人焊接程序備份為LS格式文件(發那科機器人程序文件),仿真工程師將此程序反導入仿真環境機器人中,對比理論位置和實際位置的相對距離(見圖2),即為焊點理論位置和實際位置的誤差大小。為縮減這種誤差,可以利用這個相對距離調整仿真環境中機器人與工裝設備的相對位置,提升仿真環境中機器人與工裝設備的相對位置與現場的一致性。
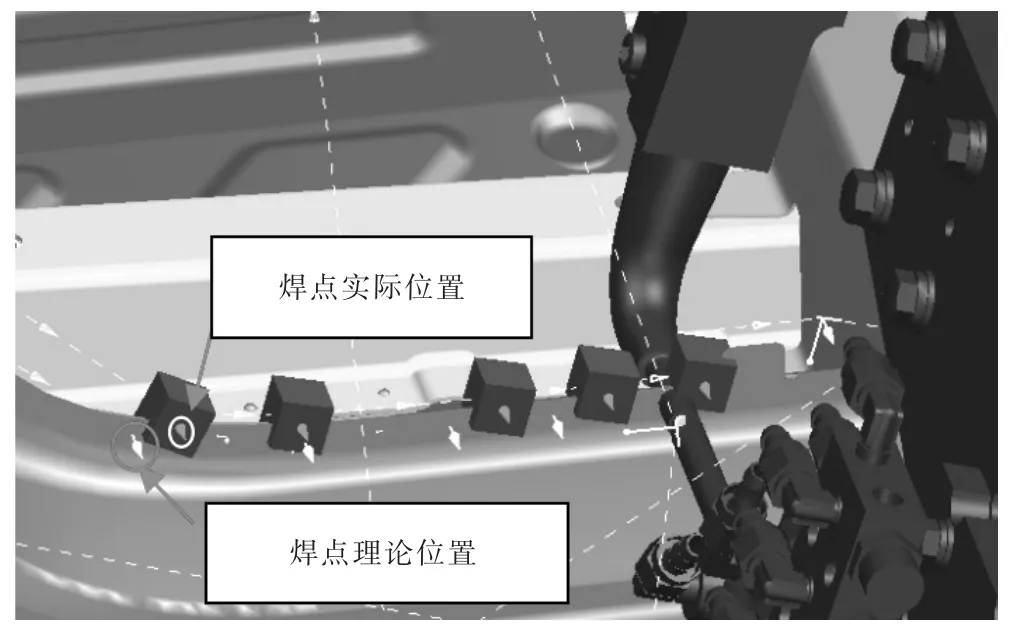
圖2 焊點相對位置示意圖
此類誤差包含了空間的角度誤差,故進行機器人位置校準時,需采用三點建坐標的方法來進行位置校準。即在理論和實際程序中個找出三個相對位置差異比較平均的焊點,然后以此三個焊點分別創建兩個坐標系,如圖3所示。
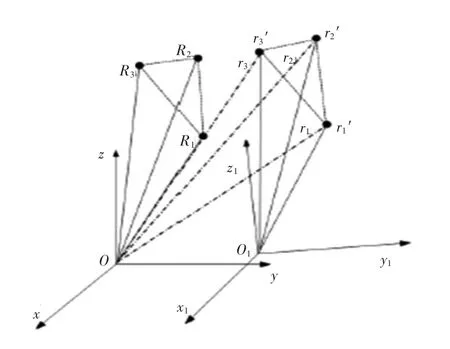
圖3 理論與實際程序的焊點創建坐標系示意圖
要求所選的三個焊點所在的位置相隔盡量較遠,并且構成的平面與車身坐標所在平面不在同一平面,實現面的擬合過程。
完成上述步驟之后,機器人參照這兩個坐標系進行移動,調整虛擬環境中機器人位置,提升仿真環境中機器人與工裝設備的相對位置與現場的一致性。
同樣以實際生產車間四臺點焊機器人為對象,機器人程序反導法進行校準,分別采集四臺機器人20個軌跡點進行測量,平均誤差如表2所示。

表2 現場程序反導法離線程序精度平均偏差量
3 坐標參數校準法
前面兩種位置校準方法基本都是以非計算或者非測量的方式進行校準,校準的精度無法得到有效的提高。
坐標參數校準法是利用測量儀器測量出相關數據,然后使用軟件算出誤差大小的閉環測算方法[2]。這種方法由于校準期間都是測量和計算所得的數據,因此校準精度相較以上兩種方法有明顯提升。此方法的目的是將離線程序中使用的用戶坐標系與現場工裝設備的車身坐標系相關聯,從而達到位置校準的目的。
以點焊機器人為例,仿真工程師根據仿真環境中機器人機械接口坐標系與焊槍工具坐標系的相互關系,確定現場機器人使用用戶坐標系和工具坐標系,并在現場機器人對應的用戶坐標系號碼工具坐標系號碼分別輸入程序調用的用戶坐標系和工具坐標系參數(見圖4)。
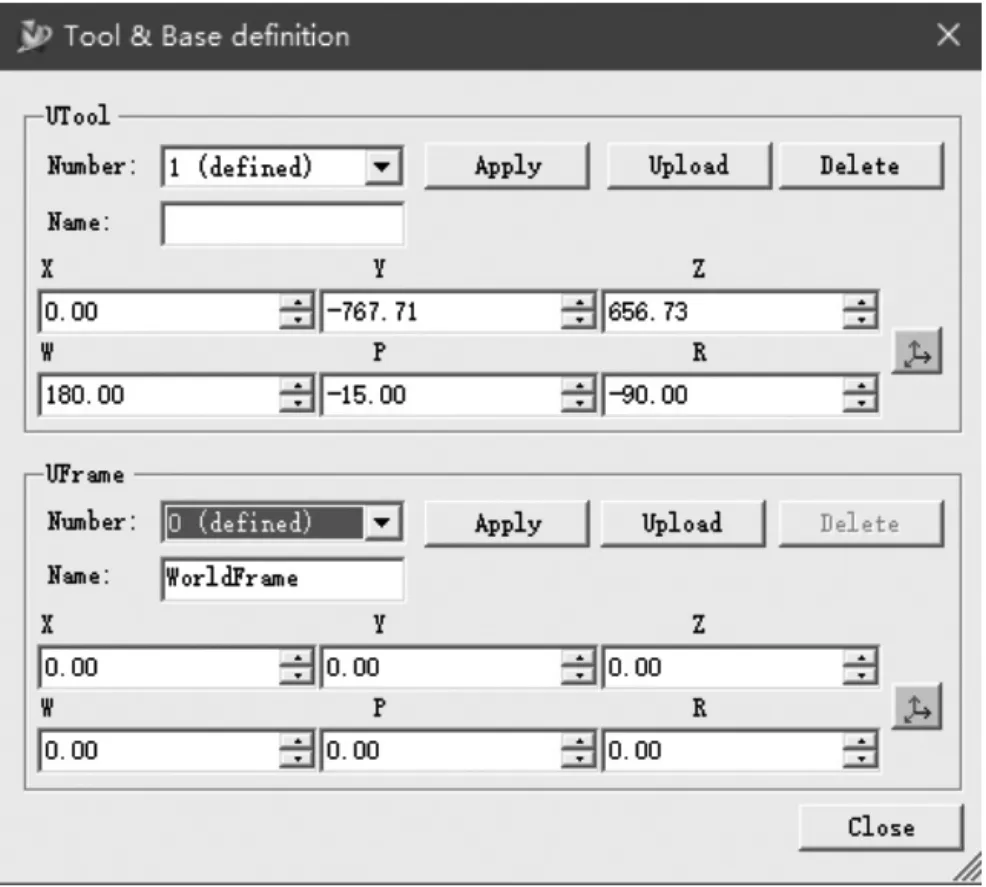
圖4 理論坐標系參數
現場工裝設備安裝完成后,機器人工程師使用仿真工程師提供的工具坐標系驗證焊槍工具坐標系的工具中心點是否在靜臂側電極帽端面中心處,如誤差較大,則使用輔助手段校準工具坐標系。
完成工具坐標系校核后,機器人工程師新制作焊接程序,要求焊接程序中的軌跡點使用校核后的焊槍工具坐標系。然后在程序中手動示教4個極坐標點。測量工程師使用三坐標測量設備建立工裝設備的白車身坐標系,探測程序各軌跡點時焊槍靜臂側電極帽端面中心位置(即TCP),要求機器人在測量時需保持上電狀態。
機器人示教的4個極坐標點需滿足:每三個點組成的平面與車身坐標平面不平行。從機器人程序中記錄4個極坐標點的坐標值,如表3所示。
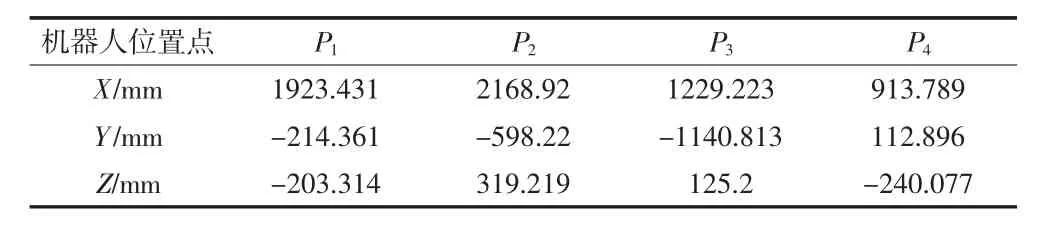
表3 機器人程序極坐標坐標值
一一對應記錄三坐標測量設備探測的4個極坐標點的坐標值,如表4所示。

表4 三坐標測量設備探測的坐標值
根據機器人運行原理,機器人在執行軌跡運行時需要用到幾個主要坐標系:基坐標系(system frame)、機械接口坐標系(tool frame)、工具坐標系(TCP frame)、工件坐標系(user frame)、大地坐標系(working frame)。這幾個坐標系的相互關系形成了一個閉環計算,使機器人的TCP點與程序中的軌跡點重疊。由于程序中記錄的location位置信息是相對于該程序使用的用戶坐標系的值,因此上述機器人記錄的軌跡點(P1、P2、P3、P4)的值是相對于機器人的基坐標系值,而三坐標測量出來的值(P1′、P2′、P3′、P4′)則是機器人TCP點相對于工裝設備白車身坐標系的值。根據(P1、P2、P3、P4)與(P1′、P2′、P3′、P4′)矢量關系可得出工裝設備白車身坐標系與機器人基坐標系的相互關系(見圖5)。
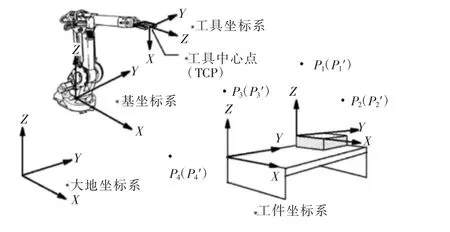
圖5 機器人坐標系
通過軟件算出機器人與工裝設備的相對位置關系后,得出仿真環境中機器人離線程序使用的用戶坐標系(如表5)。

表5 機器人離線程序使用的用戶坐標系
在仿真環境中使用軟件換算得到的用戶坐標系、校核后的工具坐標系制作焊接程序,離線程序導入現場機器人,啟用對應的用戶坐標系和工具坐標系。使用三坐標測量設備探測工裝設備基準孔建立白車身坐標系,采集20個軌跡點焊槍靜臂側電極帽端面中心,對比仿真環境中焊槍靜臂側電極帽端面中心與夾具的相對位置,平均誤差如表6所示。

表6 坐標參數校準法離線程序精度平均偏差量
4 校準過程及結果分析
(1)根據實際操作和仿真環境對比結果分析(表1),現場測量法具有測量方法簡單、操作簡便,且可有效提升仿真環境中機器人與工裝設備的相對位置與現場的一致性的優點,但該方案存在以下缺點:
1)精度不高,離線程序在現場使用時仍需根據實際情況進行調整;
2)此項工作需待工裝設備現場安裝完成后才可以進行,與實際離線程序輸出節點不對;
3)此方法忽略了機器人和焊槍的加工誤差以及焊槍安裝誤差,導致離線編程精度偏低。
(2)離線程序反導法操作簡單,無需采用三坐標測量設備。但該方案有以下缺點:
1)采用該方法校準后,離線程序焊點誤差波動較大(見表2),且無規律可循。
2)焊點位置標識及機器人示教為人為判斷,存在較大的人工誤差。
3)該方法是以第一個車型項目為基礎進行校準,只有柔性化生產線的后續新增車型受益,對新建線體則無法實施。
(3)坐標參數校準法綜合考慮了機器人、焊槍加工誤差及焊槍的安裝誤差,可確保仿真環境與現場機器人使用相同的用戶坐標系及工具坐標系,故離線程序精度比前兩種離線精度高,且離線程序精度≤5 mm。
5 結論
通過上述三種方法的過程及結果分析得出以下結論:
(1)調試周期:位置校準可以有效提高離線程序精度,降低離線焊接程序的二次調試時間;
(2)焊接質量:高精度的校準可以有效保證焊接位置點的垂直度,減少毛刺、偏焊、變形等機器人焊接質量問題;
(3)工藝仿真:離線程序校準提高仿真環境與現場環境的一致性,有利于提升仿真的可靠性。
根據以上三種方法的實際應用對比分析,坐標參數校準法可快速精確地標定工裝設備與機器人的相對位置,有效提高點焊機器人離線程序的精度。
6 結束語
本文通過對點焊機器人離線程序精度標定中常用的3種方法進行分析驗證,得出三種方法在實際應用中的應用效果。針對點焊機器人,可通過坐標參數校準法,將點焊機器人離線程序精度提升至5mm之內,在數字化工廠應用項目中使數字孿生無限的接近,提高Process Simulate仿真工具輸出的離線程序使用率,有效減少現場機器人調試時間,提高生產效率和工藝質量。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
人大建設(2019年12期)2019-05-21 02:55:44
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
設備管理與維修(2015年12期)2015-04-09 06:57:00
