一種聯調扭力桿式調節機構裝配調試技術研究
2019-09-19 02:06:52龐黎剛張曉詩
裝備制造技術 2019年7期
關鍵詞:調試
龐黎剛,張曉詩
(中國航發商用航空發動機有限責任公司,上海200241)
0 引言
航空發動機高壓壓氣機多采用多級可調靜葉來控制發動機的喘振和失速,使得用于可調靜葉角度的多級聯調機構顯得十分重要[1]。聯調機構由多種典型構件組成,包括作動筒、扭力桿及連桿等,且每種構件及其幾何參數對調節角度的精度都會產生較大影響。在聯調機構設計階段,不僅要確定機構的形式,還要充分考慮各種參數對調節角度的影響[2-3]。在裝配調試階段同樣需考慮各種調試參數及方法對設計角度的實現,保證角度調節精度。
本文對一種先進機型高壓壓氣機五級聯調機構裝配及標定技術進行探討,為某型航空發動機高壓壓氣機批產整機開展調節機構裝配及標定提供有益參考。
1 裝配調試對象
本文介紹的調節機構為扭力桿式結構,根據氣動輸入需求,實現從S0至S4級可調靜子葉片五級聯調。具體結構如圖1所示,扭力桿式調節機構主要由作動筒組件、扭力桿組件、聯動環組件、連桿組件、搖臂組件等構成。在裝配過程中通過裝配調試保證調節角度精度。
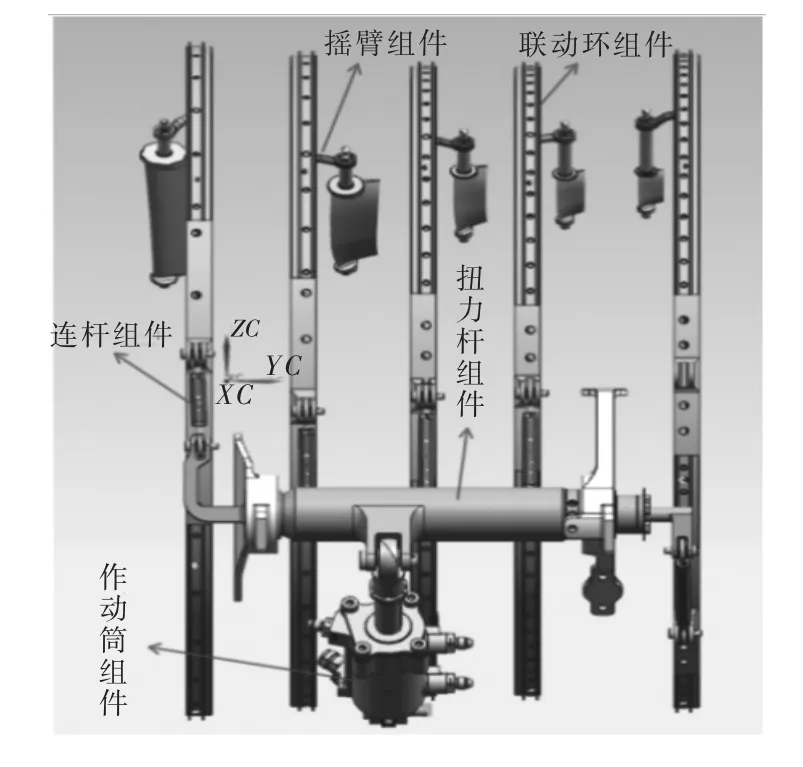
圖1 扭力桿式調節機構
2 裝配及調試方法
(1)作動筒調試
在作動筒組件完成安裝后對其進行調試,使用工程油液壓手泵通過軟管分別連接兩個作動筒,對液壓手泵進行打壓,保證作動筒運動平緩無卡滯。
(2)角位移傳感器校準
由于聯動環與機匣的不同心導致可調葉片角度存在不同的初始偏轉值,為準確模擬初始安裝角,通過角位移支座工裝將計算所得初始偏轉角校準至角位移傳感器初始安裝角,校準示意圖如圖2,步驟如下:
1)將角位移傳感器裝配到支座6上,轉動角位移傳感器搖臂5,并將定位銷釘7插入支座的0°位置,將角位移傳感器與數字顯示器連接,并將顯示器讀數歸0;
2)拔出定位銷,分別順逆時針轉動角位移傳感器搖臂,將銷釘插入30°的校準孔,顯示器的讀數是30°±0.2°,讀數分別為正負;
3)將計算所得初始偏轉角預置至角位移傳感器;
4)在測量葉片角度過程中連接斷開或者角位移傳感器關閉,角位移傳感器須重新校準。
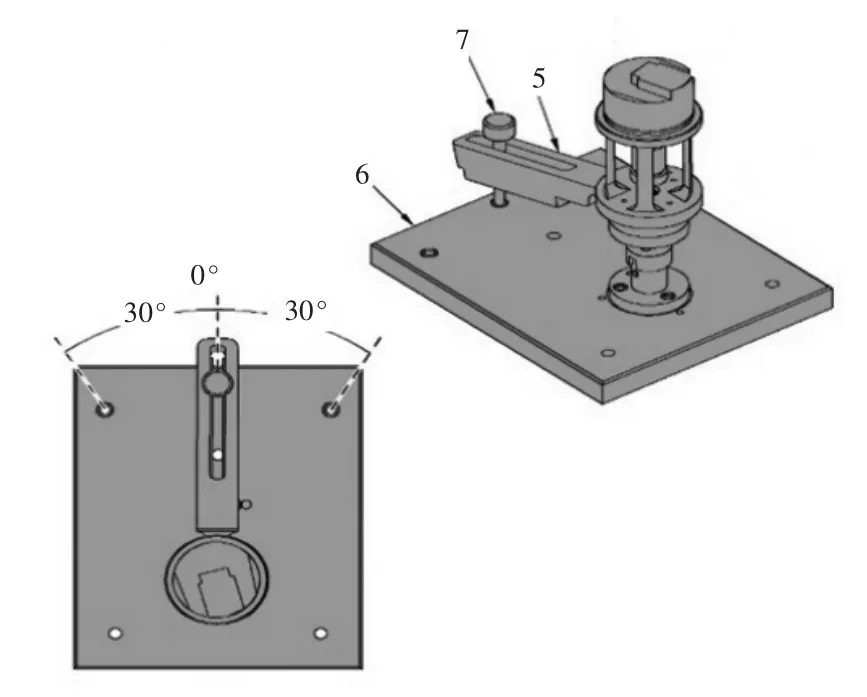
圖2 校準角位移傳感器
3 角位移傳感器安裝
在完成角位移傳感器校準后,將傳感器安裝至高壓壓氣機可調葉片軸頸處,周向四處大致均布的角位移傳感器角度平均值更真實的反饋了當前級可調葉片偏轉角度,按照圖3進行裝配:
(1)將角位移傳感器的中心桿裝配到搖臂上,周向四處,確保夾緊塊13開口方向與搖臂一致,并裝配到中心桿6上;
(2)裝配搖臂定位銷釘9,將角位移傳感器搖臂5的長條孔裝配到定位銷釘9中;
(3)將角位移傳感器裝配到中心桿6上,確保角位移傳感器完全裝配到中心桿6中;
(4)擰緊螺栓11,角位移傳感器連接顯示器。見圖4。
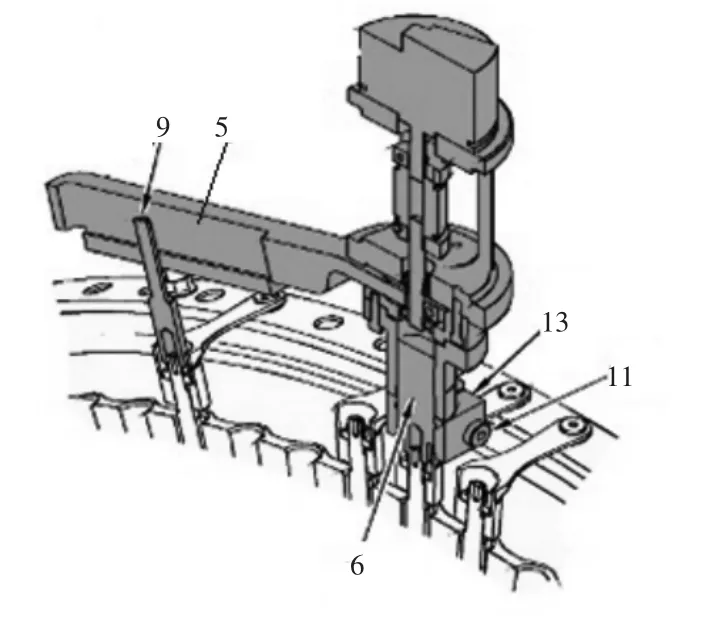
圖3 角位移傳感器安裝
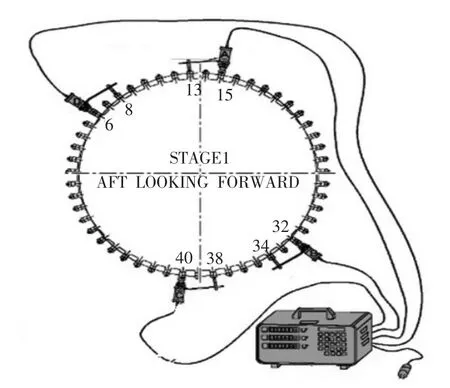
圖4 角位移傳感器周向布置
4 調試調節機構
通過液壓手泵慢慢加壓,循環多次將調節機構從完全關閉至打開位置,過程中確保運動平緩無卡滯、無干涉,并記錄作動筒需要的壓力。記錄角位移傳感器數值并進行平均,在記錄數值前不要釋放液壓手泵壓力。
5 機構角度校準調節
如完全打開、關閉的角度與設計的誤差不大于1°,則通過增加或減少墊片,墊片位置如圖5,增加墊片可以擴大調節范圍,減少墊片可以縮短調節范圍,以修正角度誤差。具體如下:
拆卸連桿連接扭力桿耳片的自鎖螺母和螺栓,按照所需角度增加或者減少相應的墊片,兩側的扭力桿需要同時調整相同的墊片。
記錄每級墊片數量的變化和最后墊片的總數,最后再把固定扭力桿耳片、連接連桿組件的螺栓復裝。
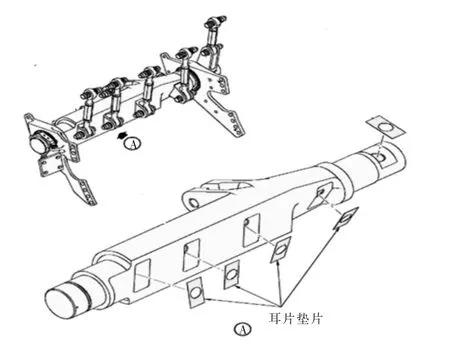
圖5 耳片墊片位置
如果完全打開、關閉的角度與設計的誤差大于或等于1°,則通過調節連桿的長度修正角度誤差,關于連桿長度的調節方法如下:每級兩側的連桿都必須調整相同長度,誤差不超過0.25 mm;通過如圖6工裝調整連桿長度,調整鎖定把手松開滑塊5,保證電子刻度表14的長度是調整目標值,將連桿裝配到測量儀器上,裝配墊塊25,安裝并擰緊旋鈕28。根據計算值旋轉連桿,確保連桿處于組件中間,記錄連桿長度。
最后角度修正調整完成后,轉動調節機構從最大打開到最大關閉多次,確保無卡滯、干涉。
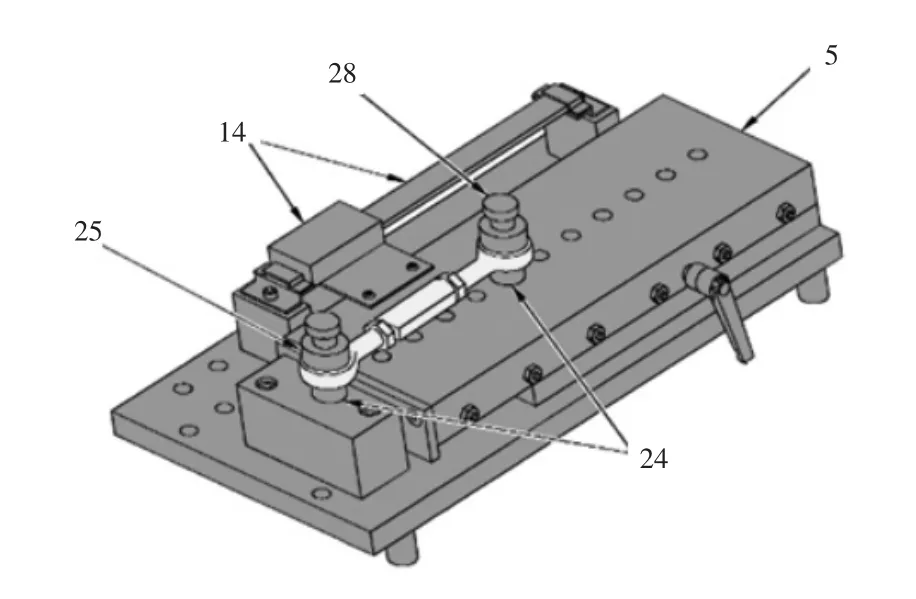
圖6 連桿測量調節工裝
6 結束語
本文對高壓壓氣機五級聯調調節機構裝配及調試技術進行了闡述,為保證裝配及調試角度精度,主要結論如下:
(1)通過采用角位移傳感器支座工裝及周向四處角位移傳感器校準調節機構,可有效減少初始角度帶來的偏差及周向角度不均勻帶來的偏差。
(2)當角度偏差大于或等于1°時,通過調節連桿長度保證設計角度可達,同時采用連桿長度調節測量工裝,能有效保證兩側連桿長度一致性,避免長度不一致導致兩側出現角度偏差。
(3)當角度偏差小于1°時,通過耳片墊片可微調修正角度偏差。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
