汽車涂裝車間的自動控制組成
2019-09-13 09:36:02楊晨雨張樂
魅力中國 2019年29期
楊晨雨 張樂
(中國汽車工業工程有限公司,天津 300113)
中國汽車行業從21世紀開始發展迅速,據中汽協統計,2018年中國汽車產銷分別完成2780.9萬輛和2808.1萬輛,如此龐大的產量需要汽車主機廠高度的自動化生產線,才能保障生產的可靠性。自動化作為工業4.0的基礎,其重要程度不言而喻。本文以西門子公司產品構建符合現代化的汽車涂裝車間,對汽車涂裝車間自動化組成進行介紹。
一、機運電控系統概述
機運自動化系統的設計依照涂裝機械工程師提供的自動化控制系統設計任務書完成。
為了能對涂裝車間機械化輸送系統進行全面和可靠的自動控制,同時考慮到控制的靈活性、控制管理的方便性、控制系統規模的可行性和可靠性等方面的因素,涂裝車間機運電控系統采用二級控制方式,第一級為下位實時控制處理級,第二級為上位控制數據管理級。下位實時控制處理級采用一套可編程控制器(PLC)來完成本區域內機運輸送設備的實時手自動控制。上位控制數據管理級由中控室服務器及中控室1臺以太網交換機,采用工業以太網連接,各區域機運PLC之間采用Profinet總線相連接,實現對下位實時級的數據采集、數據處理、圖形界面顯示、數據打印等。
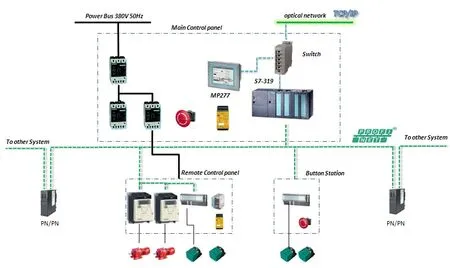
二、機運電控系統組成
機運電控系統采用以PLC為核心的集中控制方式,控制區域內設備采用分段方式來單獨供動力電,現場安全保護區域內的控制箱體和主控柜內設置有安全控制回路,主控柜內電源有兩種供電方式,其中處理器電源、PLC I/O電源、總線電源、按鈕操作站及柜內照明、插座都采用主開關不切斷供電方式;控制回路電源、空調電源采用主開關切斷供電方式,并且都經過變壓器隔離。控制的核心由一臺PLC完成,PLC包含有以太網通訊模塊,Profinet總線模塊、數字輸入輸出模塊,CPU型號為CPU319F。現場設有機運遠程控制柜RCP,按鈕操作站BS,其遠程IO模塊均掛在Profinet總線上與PLC進行通訊。
遠程控制柜,現場按鈕操作站等這些子站都可以通過Profinet總線掛到PLC上。現場設備的接近開關信號分別接入相應的電子接線盒中,再由電子接線盒接入現場操作站中。這樣PLC與下面的子站就可以進行數據交換和控制,同時PLC通過以太網模塊上傳信息給上位系統,通過上位機就可以監視該區域設備的運行狀況,修改程序。
本區域控制柜分為MCP(主控柜)和RCP(遠控柜),MCP與RCP柜采用聯柜方式,該聯柜由多個單體控制柜通過并柜件連接在一起,每個柜體配單獨底座,柜內元件布置主要有斷路器、接觸器、變頻器、PLC、變壓器、直流電源、繼電器,柜門上元件主要有總電源開關、控制按鈕、指示燈及相應指示標牌,在MCP及RCP柜頂安裝有三色柱狀報警燈。主控柜及現場操作站急停按鈕的觸點接入柜內安全DI回路,現場急停按鈕被按下或對于有消防連鎖區域,當消防信號發出時,主控回路被切斷,區域內所有設備380VAC動力電源和控制回路電源被切斷,對于非變頻設備,控制其運轉的接觸器全部由PLC輸出的接觸器觸點來控制。
此外,機運控制區域還包含有多個按鈕操作站。按鈕操作站上設有“自動-手動-維護”、“轉換開關”、“自動啟動”按鈕、“驗燈”按鈕、“故障復位”按鈕、“急停”按鈕以及設備動作按鈕,此外還有設備運行狀態指示燈、紅色柱狀報警燈等,操作站內布置有直流電源、總線模塊和遠程IO模塊。
三、機運電控系統功能
(一)涂裝輸送線傳輸控制功能
1.可實現全自動生產方式下的機械化輸送控制及生產節拍控制、路由控制、先入先出控制;2.自動實現工件在輸送過程中的停止、放送;3.自動實現工件輸送過程中的分流;4.自動實現工件在工藝段預定節拍和頻率的處理和輸送;5.自動實現存儲區工件先入先出原則;6.自動實現工件在涂裝線上的相對位置及部分位置工件數量的統計。
(二)安全保護功能
涂裝車間一層升降機工位設有一對或兩對光電開關,可實現對設備檢修、人員非法進入、橫穿設備、緊急情況下的安全保護,當人員穿過光電開關時,光電開關信號被切斷,升降機停止運行。
(三)故障檢測功能
1.傳感器故障檢測;2. 變頻控制器故障檢測;3. 總線站點故障檢測;4.PLC I/O模塊故障檢測;5.電機過載檢測。
(四)顯示功能
1.操作主畫面顯示;2.控制區域設備狀態顯示;3.總線站點狀態顯示;4.控制區域設備實時報警和歷史報警記錄詳細顯示;5.各操作站狀態歷史記錄顯示;
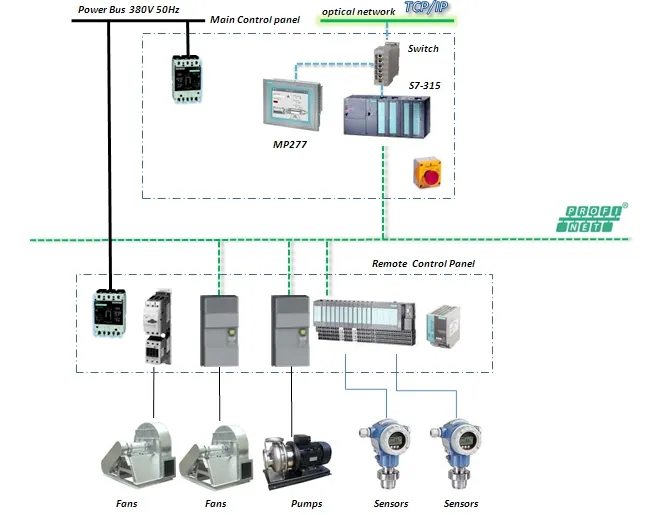
四、設備電控系統概述
為了能對涂裝車間設備電控系統進行全面和可靠的自動控制,同時考慮到控制的靈活性、控制管理的方便性、控制系統規模的可行性和可靠性等方面的因素,涂裝車間工藝設備電控系統采用二級控制方式,第一級為下位實時控制處理級,第二級為上位控制數據管理級。下位實時控制處理級采用一套可編程控制器(PLC)來完成本區域內工藝設備的實時手自動控制。上位控制數據管理級由中控室服務器及中控室1臺以太網交換機,采用工業以太網連接,實現對下位實時級的數據采集、數據處理、圖形界面顯示、數據打印等。
電控系統采用以PLC為核心的集中控制方式,主控柜內電源有兩種供電方式,其中PLC處理器電源、PLC I/O模塊電源、總線電源、柜內照明、插座都采用主開關不切斷供電方式;控制回路電源、空調電源采用主開關切斷供電方式,并且控制回路電源經過變壓器隔離。控制的核心由PLC完成,PLC包含有以太網網模塊、Profinet總線模塊、數字輸入輸出模塊、模擬量輸入輸出模塊,CPU型號為CPU319F。通過以太網,上傳信息給上位系統,通過上位機或其它以太網接口處就可以監視該區域設備的運行狀況,修改程序。
五、設備電控系統功能
(一)可實現涂裝車間設備系統全自動生產方式下的水泵、風機啟動,溫度、液位、閥門開、關控制
(二)故障檢測功能
1.總線站點故障檢測;2.PLC I/O模塊故障檢測;3.水泵、風機壓力報警;4.液位、溫度報警
(三)顯示功能
1.操作主畫面顯示;2.控制區域設備狀態顯示;3.總線站點狀態顯示;4.控制區域設備實時報警和歷史報警記錄詳細顯示;
(四)操作方式
1.手動操作方式。將MCP(主控柜)上的模式轉換開關切換到“手動”模式,該控制區域設備就處于"手動"操作方式,設備的運轉就需通過聯鎖邏輯和動作按鈕來完成。
2.自動操作方式。將MCP(主控柜)上的模式轉換開關切換到“自動”模式,該控制區域設備就處于“自動”準備模式,此時按下“系統啟動”按鈕,設備的運轉就通過聯鎖邏輯自動來完成。
六、結束語
汽車涂裝車間作為汽車主機廠四大車間工藝最復雜,自動化程度最高的車間,代表了現代化主機廠技術發展水平,本文簡單介紹了涂裝車間最基本的自動化組成結構,其他組成版塊在以后繼續深入探討。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
電子制作(2018年11期)2018-08-04 03:26:08
中國科技博覽(2016年2期)2016-04-25 20:32:39
工業設計(2016年12期)2016-04-16 02:52:00
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
