旋壓工藝及其在軌道車輛風機上的應用
2019-09-10 07:22:44賀全忠
裝備維修技術 2019年3期
關鍵詞:應用
賀全忠

摘要:本文介紹了旋壓工藝的原理、分類和優點,以及旋壓工藝在軌道車輛風機回轉體類零配件加工中的應用。并以一種軌道車輛牽引風機葉輪的前輪盤為例,具體說明旋壓工藝的實施過程。
關鍵詞:旋壓工藝;軌道車輛;風機;應用
隨著中國軌道交通的跨越式發展,普鐵和高鐵的運行速度越來越快,必然要求軌道車輛設計的輕量化和制造的高質量。風機作為軌道車輛上的一個系統部件,重量和質量的控制也會更加嚴格,即要求設計重量輕,制造質量高。因此,風機回轉體類零配件加工成型一直沿用的傳統工藝,如壓型、拉伸等工藝,已無法滿足產品的質量要求。在此背景下,旋壓工藝逐步取代壓型、拉伸等傳統工藝,在軌道車輛風機的回轉體類零配件加工成型中得到了廣泛的應用。
旋壓工藝的原理、分類和優點
旋壓工藝的原理
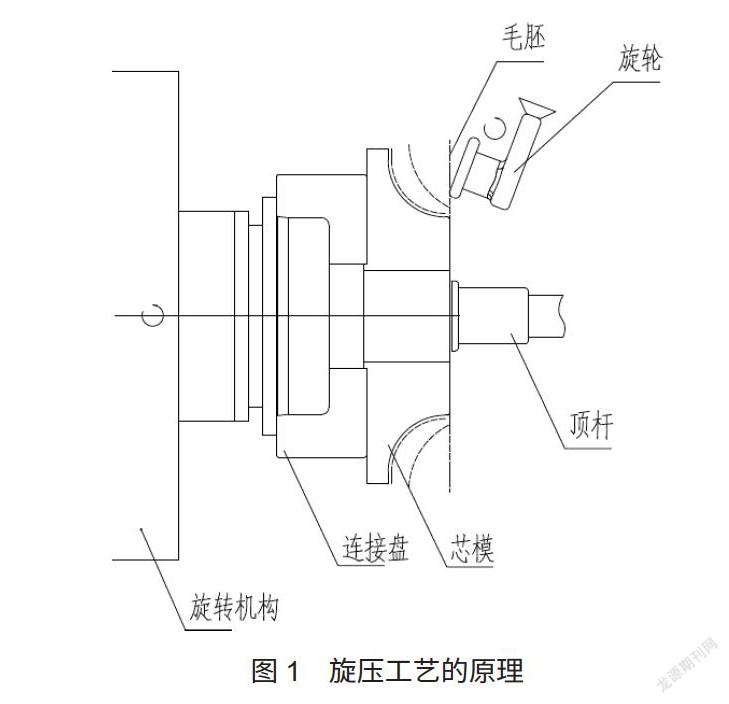
旋壓是一種金屬旋轉流動成型的無屑加工工藝。如圖1所示,其原理是把金屬毛坯裝卡于芯模并隨其旋轉,利用旋輪與芯模相對進給,使毛坯受壓并產生連續逐點塑性變形,生產出回轉體工件。
旋壓工藝的分類
根據是否改變毛坯厚度,可將旋壓分為普通旋壓和強力旋壓。普通旋壓成形無需改變毛坯厚度,強力旋壓成形則需改變毛坯厚度[1]。
旋壓工藝的優點
旋壓工藝綜合了鍛造、擠壓、拉伸、彎曲、環軋、橫軋和滾壓等工藝的特點[2],具有其它成型工藝無法比擬的優點,具體體現在以下幾個方面:
制造周期短 利用旋壓工藝加工產品,加工效率高。一件產品通過一次或幾次連續旋壓,就可以實現一次成型,一般只需5–10分鐘即可完成,大大縮短了制造周期,提高了生產效率。
制造成本低 利用旋壓工藝加工產品,只需制作芯模,降低了模具制造成本。同時,提高了材料利用率,且產品在旋壓機上一次成型和切邊,大大降低了生產成本。
產品質量優 利用旋壓工藝加工產品,毛坯一次性旋壓成型,產品為一個回轉體,具有結構強度好、尺寸精度高、外表美觀等優點,產品質量一致性好。
旋壓工藝在軌道車輛風機上的應用
風機的組成
風機主要由風筒組成、葉輪、進風道、電機等部件組成。
適合旋壓工藝加工的零配件
在風機的制造過程中,風筒組成的外筒法蘭、半球,葉輪的前輪盤,進風道等回旋轉體類零配件都可以用旋壓工藝生產制造。風機上應用旋壓工藝加工的典型零配件見圖2。
下面以一種軌道車輛牽引風機葉輪的前輪盤為例,說明其用旋壓工藝加工的工藝實施過程。前輪盤的設計圖見3,材料為3mm鋼板Q345E。
旋壓工藝加工實施過程如下:
毛坯尺寸確定與備料 通過工藝試驗可知,前輪盤的旋壓成型,毛坯壁厚平均有33.3%的減薄率。為了保證前輪盤加工成型后的壁厚滿足設計要求,毛坯采用4mm鋼板Q345E。通過計算及工藝試驗可得:毛坯直徑選取?=492mm,通過激光切割下料準備毛坯。
芯模設計與制造 依據前輪盤的內輪廓尺寸作為設計芯模的依據,并考慮毛坯的回彈量,前輪盤的尺寸精度要求,旋壓工藝的可達性,以及芯模與旋壓機的接口安裝尺寸等來設計芯模,芯模圖見圖4,芯模材質:Cr12。芯模設計時,必須保證芯模的最小外徑等于前輪盤的最小內徑+1,即Ф284+1=Ф285mm。芯模設計完成后,委外加工制造,芯模表面淬火處理,淬火硬度為HRC35–40。
芯模與毛坯的安裝 如圖5所示,先將芯模安裝在旋壓機的轉軸上,再將毛坯放置在芯模的端面,用頂桿頂緊。
旋輪的選擇 旋壓實施過程中,利用旋輪與芯模之間的強大作用力,才能把毛坯旋壓變形,而且伴隨材料加工硬化效應,毛坯的強度會成倍增加。旋輪工作時與毛坯單位接觸壓力可高達100–3500MPa。因此,旋輪需要整體淬火處理。旋輪常用材料為X160CrMoV12,旋輪表面淬火處理,硬度HRC58–65,表面粗糙度Ra不大于0.8um。
旋輪主要有Ra =25與Ra =8兩種規格。Ra =25的旋輪主要用于多次拉伸旋壓,旋壓成型都是由它完成;Ra =8的旋壓力較大,主要用于純剪切旋壓,以及最后旋壓貼模。前輪盤旋壓加工成型Ra =25、Ra =8旋輪都要用到。
旋輪的運動軌跡編程 根據旋輪的運動軌跡控制原理,編制前輪盤的旋壓軌跡。首先編制 Ra= 25旋輪多次旋壓的軌跡程序,再編制Ra=8旋輪的最后貼模旋壓軌跡程序。旋輪的運動軌跡程序編制完成,保存在旋壓機控制面板電腦硬盤里。
旋壓偏置量設置 首先,采用Ra=25的旋壓輪拉伸旋壓多次成型,旋壓偏置量設置為3.7;其次,采用Ra=8的旋輪貼模旋壓一次成型,旋壓偏置量設置為:2.55~2.7。
旋壓進給速度及主軸轉速設置 Ra=25旋輪的進給速度設置為1mm/轉;Ra=8旋輪的進給速度設置為0.25mm/轉;主軸轉速設置為320轉/s。
旋壓操作 所有準備工作完成后,按下旋壓機操作面板按鈕,啟動旋壓程序,開始對毛坯進行自動旋壓,約7分鐘時間,即完成一件前輪盤的旋壓加工,然后切邊、卸模。前輪盤旋壓加工成品見圖6。
結語
應用旋壓工藝加工回轉體類零配件,具有制造周期短、制造成本低、產品質量優等特點。且隨著軌道車輛上風機設計的輕量化和制造的高質量,風機上的回轉體類零配件,如果繼續沿用傳統工藝,如壓型、拉伸等進行加工,已無法滿足產品的制造周期、成本和質量。因而,旋壓工藝取代壓型、拉伸等傳統工藝,在軌道車輛風機的回轉體類零配件加工上得到了廣泛的應用。
參考文獻
于德美.先進的鋁合金輪轂旋壓成形技術[J].技術與市場,2017,24(11):165.
林忠英.旋壓成形技術的研究與發展[J].工程科技與產業發展,2018,26(19):42–43.
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
