探索美卓紙機改產(chǎn)超壓厚度調(diào)整緩慢解決方案
2019-09-10 07:22:44封義浩
科學(xué)導(dǎo)報·科學(xué)工程與電力 2019年32期
封義浩
維美德紙機超壓,紙機在線的8輥7壓區(qū),可以快速加壓、調(diào)整厚度平滑度,可以適應(yīng)于多種紙種切換、工藝要求的切換。但在日常改產(chǎn)和生產(chǎn)斷紙后容易出現(xiàn)厚度調(diào)整較慢,產(chǎn)生大量降等、廢品為降低次品、廢品量經(jīng)過探討研究發(fā)現(xiàn)厚度控制可以在
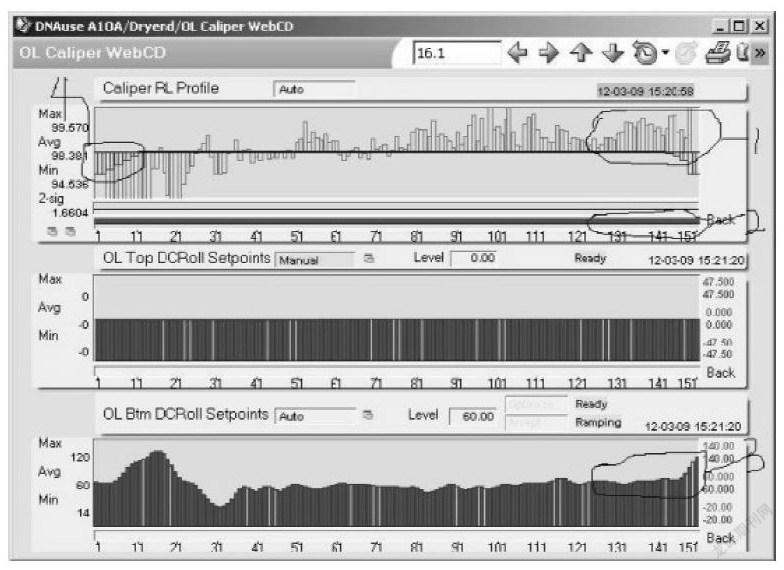
當(dāng)改產(chǎn)改壓區(qū)后超壓厚度調(diào)整超過10分鐘感覺仍然不好,兩邊還是高或者低時,可以進行手動操作干預(yù)(以下圖傳動側(cè)過厚為例):
1、首先檢查上圖4-藍色厚度補償值是否合適,此補償值是在目標(biāo)值的基礎(chǔ)上再加減(厚薄),可以從123號閥到151號閥將補償值給到-0.1,-0.2,-0.4,-0.6,-0.7,-0.9,-1.0,。。。-1.6um,意思就是傳動側(cè)最邊控制到比中間位置薄1.6um.
注意:厚度補償盡量平緩到兩邊,避免122號補償為零,123號補償為-1.1,兩個閥補償偏差過大。
2、在上圖2點擊綠色區(qū)域,出來方框后將123號至151號區(qū),全部打為手動。
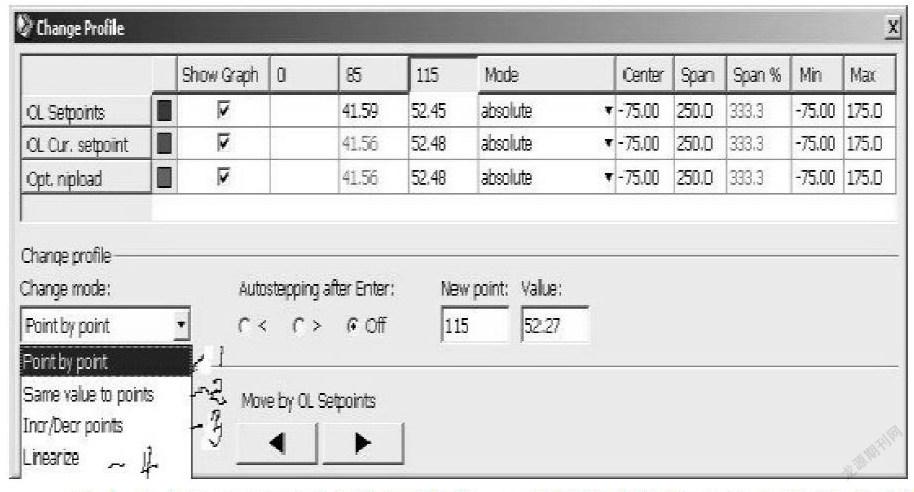
3、在上圖3點擊綠色模擬比例閥開度曲線后,選擇對話框內(nèi)四個選項:
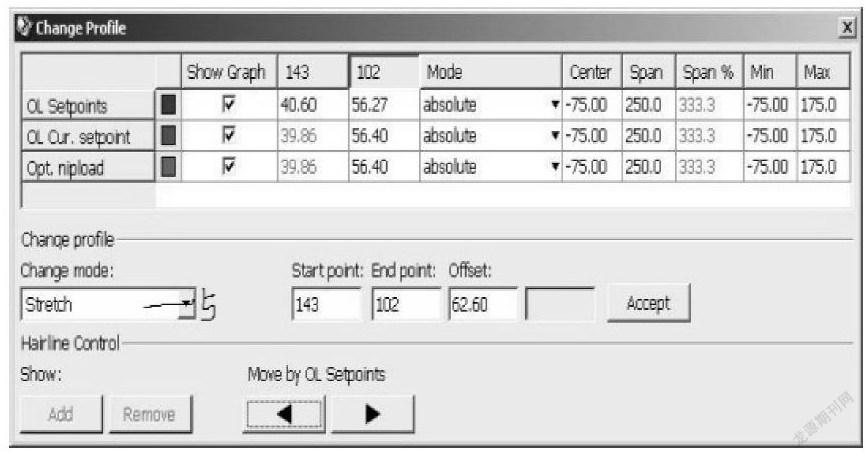
1為點對點輸入需要比例閥開度值。2為同樣的值輸入給幾號閥到幾號閥的開度(也叫拉平)。5為拉動伸縮曲線:如圖為102到143號區(qū)可以拉動中間的點調(diào)整
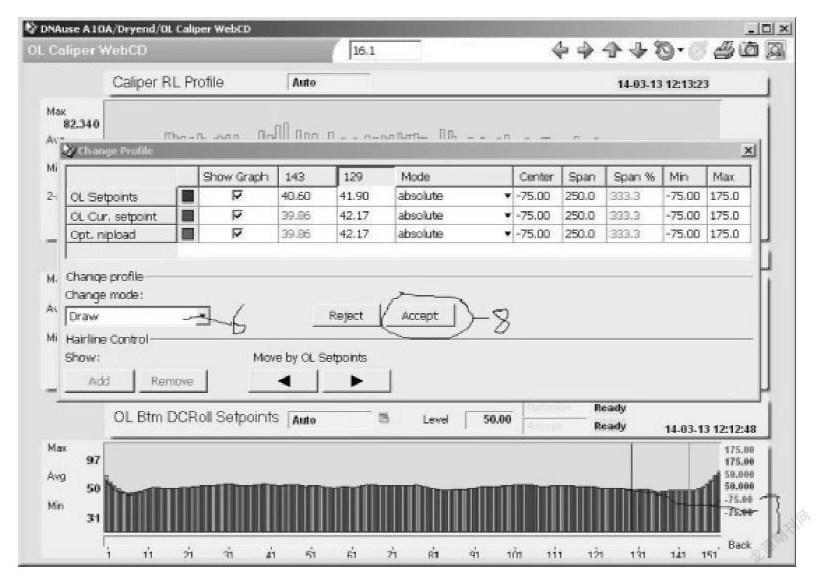
6為畫圖給予比例閥開度,傳動側(cè)123到151較厚所以如圖-7畫向下平緩的線,再點擊圖-8接受
注意:以上調(diào)整請一定要及時參考掃描架適時測量的曲線畫面95.3.4,如果已經(jīng)不厚了,及時打為自動控制。
經(jīng)驗總結(jié):
1、從復(fù)卷壓紙輥運行判斷原紙兩邊是太后還是太薄,然后在16.1曲線上給定相應(yīng)的藍色補償曲線。
2、95.3.4畫面是實時的厚度曲線,多觀察此畫面;因為16.1畫面滯后大約3分鐘。
3、在出現(xiàn)改產(chǎn)、斷紙調(diào)整比較慢后采用打手動,畫曲線、點對點開、等,其中要首先改95.74.5畫面左下角控制時間,然后及時觀察95.3.4畫面曲線,調(diào)整比例閥開度。
(作者單位:濮陽龍豐紙業(yè)有限公司)
