淺談線切割機床中走絲與慢走絲
2019-09-10 07:22:44王克通趙鵬鵬肖磊
河南科技
2019年35期
王克通 趙鵬鵬 肖 磊



摘 要:近年來,隨著我國經濟的快速發展,工業技術不斷進步,人們要不斷研發和革新數控加工技術,而線切割加工技術是機床加工領域的一種關鍵技術。線切割數控機床是加工精密零件和形狀復雜的金屬模具的專用機床,適宜作為模具加工的最后一道工序,可以加工硬度較高的金屬材料,使其保持良好的切割狀態。
關鍵詞:數控加工技術;線切割;加工硬度
中圖分類號:TG48 文獻標識碼:A 文章編號:1003-5168(2019)35-0062-03
Discussion on Wire Walking and Wire Cut in WEDM
WANG Ketong ZHAO Pengpeng XIAO Lei
(Henan Key Laboratory of Medical Polymer Materials Technology and Application, Henan Tuoren Research Institute of Medical Devices Co., Ltd.,Changyuan Henan 453400)
Abstract: In recent years, with the rapid development of China's economy and the continuous advancement of industrial technology, people must continue to develop and innovate CNC machining technology. Wire cutting machining technology is a key technology in the field of machine tool processing. Wire cutting CNC machine tool is a special machine tool for processing precision parts and metal molds with complex shapes, which is suitable as the last process of mold processing,and can process metal materials with high hardness to maintain a good cutting state.
Keywords: NC machining technology;wire cutting;processing hardness
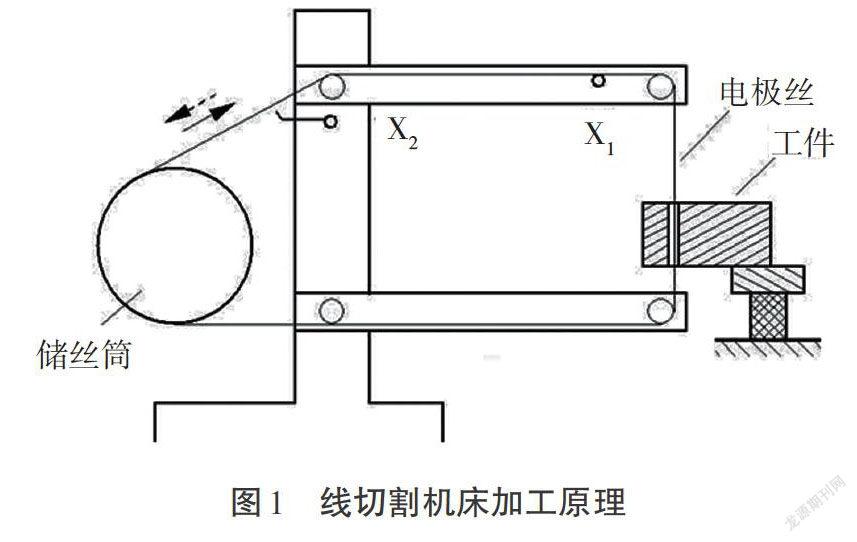
線切割加工技術是機床加工領域的一種關鍵技術,而中走絲和慢走絲是線切割機床常用的兩種加工工藝,本文重點對中走絲和慢走絲進行比較分析。線切割機床加工原理如圖1所示。
圖1 線切割機床加工原理
1 線切割機床——中走絲
1.1 中走絲概述
中走絲是指復合走絲線割機床,并非走絲速度介于高低速之間。它以往復多次切割為前提,減少切割作業過程中材料變形和鉬絲損耗所帶來的誤差,工件質量的標準可利用運絲速度進行調整,介于高速與慢速運絲之間[1]。粗加工一般采用高速走絲(8~13mm/s),第一次切割高速穩定,采用高電流,以較大的脈寬進行大電流切割。修切加工采用低速運絲(1~3mm/s),工作狀態走絲平穩,上下眼膜可控制運絲的抖動。切割精度較高,保證工件精度,尺寸及表面粗糙度([Ra]為1.4~1.7μm)。多次修切,主要的目的是拋磨修光。在加工過程中,切割還需要注意,工件變形、吃刀量大小不均都可能影響質量及精度。根據不同的材料預留加工量,使其內應力扭曲變形,在多次修割中進行精加工,使工件的尺寸得到保障[2]。……
登錄APP查看全文
