白車身尺寸夾具調整原則及案例分析
2019-09-10 07:22:44李觀興
大眾汽車·學術版 2019年6期
關鍵詞:質量控制
李觀興
摘 要 隨著汽車行業制造以及自動化水平的提高,汽車企業對于白車身尺寸精度及穩定的要求越來越高。在高度自動化的流水線中,尺寸的高精度及穩定性是保證生產流暢性及質量的基礎。關于與如何提高焊裝尺寸精度及穩定性的文章很多,但是大都偏向于理論,對實際操作的指導有限。本文將結合多年尺寸方面工作經驗,與讀者分享焊裝白車身尺寸優化及穩定性提高的實用方法及建議。
關鍵詞 在線檢測;車身尺寸;質量控制
1 白車身尺寸的影響因素及控制方法
白車身尺寸的影響因素很多,目前較為流行的分類為人、機、料、法、環、測六種。其中較為重要的是人、機、料。本文主要討論“機”,主要指夾具,夾具分為焊接夾具(定位夾具、輔助支撐、校形夾具)、中轉臺夾具、機械抓手、裝具等,目前夾具的結構還未形成統一的規格及標準,但是原則相通,即夾具的定位與零件圖紙一致、根據零件的形狀及焊點位置合理設置輔助支撐、定位及夾緊三維可調等。
2 夾具調整原則及步驟
由于加工及安裝的各種誤差,夾具在工裝公司組裝完成后,應對其進行三坐標測量,以保證各個定位元件的實際最終位置與設計相同,并將理論墊片數量用標牌固定在相應的位置。運到焊裝車間后,還應對夾具進行復測及進行修正。
當上述基礎工作完成后,車間將所生產的總成送到測量部門進行三坐標尺寸測量,尺寸工程團隊對測量結果進行分析。分析時:
關注各個零件的RPS點尺寸,即零件是否處于理論位置。夾具調整的第一步就是要把零件的RPS點尺寸“歸零”,但是調整前一定要進行全面的分析,除非確定了RPS對應的主定位元件存在偏差,不然絕不允許對主定位進行調整。
由于零件的尺寸與理論相比難免會有偏差,所以輔助支撐一般調整至與零件服帖,不要讓其影響主定位。同時,在關鍵尺寸點附近,可以有針對性將一組輔助支撐和夾緊均調整至離縫狀態,些時夾具相當于一個大檢具,通過觀察這組離縫的夾具與零件的貼合狀態,可以判斷零件的尺寸變化。
當上述基礎工作完成后,可以根據測量報告及后續裝車的實際需求進行常規的分析及優化工作。基本步驟是先進行原因、制定臨時措施、制定夾具調整方案、調整夾具并記錄、測量驗證、二次夾具調整、解決根本原因、恢復夾具。
3 案例分享
3.1 尺寸優化案例
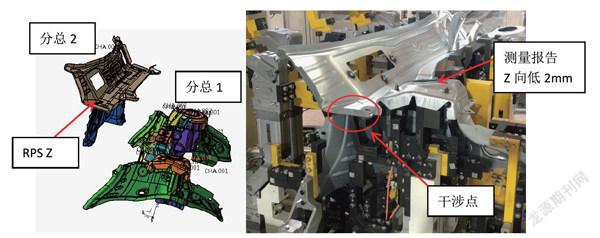
如圖,測量報告顯示某分總成Z向低2mm。兩個分總成在此工位被焊接,分總成1能夠與夾具自由服帖地接觸,但分總成2與分總1在Z向方向上有明顯地干涉現象,導致分總2無法與其主定位支撐塊接觸,相差約5mm,即分總2在夾具上定位失效。查看兩個分總成主定位塊的墊片數量發現,分總1的Z向定位塊墊片數量比理論多出了3mm,即分總1的Z向整體過高,導致其與分總1Z向干涉。所以 ,第一步要將夾具墊片恢復到原始數量。恢復后發現,分總成2與Z向主定位塊間隙有好轉,但仍有2mm間隙。
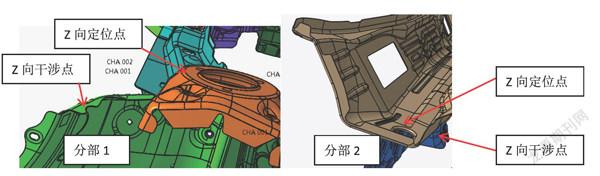
第二步應該找出兩個分總成Z向干涉區域,并進行分析。
通過現場的實驗發現,由于分總成2的定位面與干涉面為同一零件,出現問題可能性極小。相反分總成1的定位面與干涉面為兩個零件,通過對前序工位的定位面的墊片數量發現存在同樣的問題,將墊片數量恢復到原始狀態后。將優化后的分總成1與原來的分總成2放置到合成工位夾具上,發現分總2與定位面已能接觸,同樣生產一套合成件進行三坐標測量,分總成1的Z向偏差已消除。
3.2 穩定性分析的案例
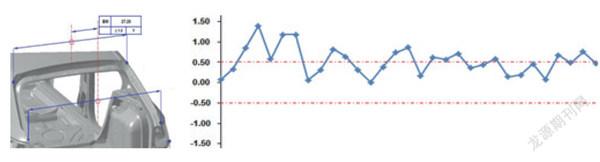
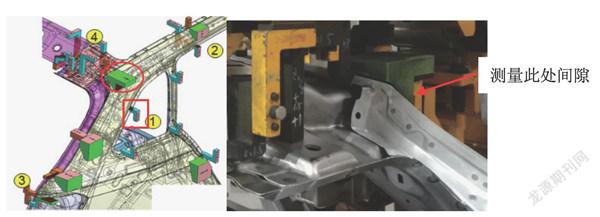
下圖為某車型后端上下對中性差值的統計。目標是±0.5mm。
由于篇幅有限,本例假設下部總成及側圍總成尺寸良好且穩定,直接分析主拼工位的夾具。
如上圖所示,側圍后端的Y向支撐及夾緊夾具較多(1及2),通過觀察側圍在夾具上夾緊狀態發現,側圍與夾具之間的應力特別大,導致這幾組Y向支撐與側圍接觸不均勻,相互之間影響制約,導致尺寸不穩定。這種情況下,必須選定一組為主定位并讓其起主要作用,其它的作為輔助定位,并將這些輔助定位重新調整至與側圍自由服貼,消除它們的影響。此案例中,選取紅框的夾具塊作為主定位,因為其離尺寸監控點最近,最為穩定。調整完成后,通過反復開關夾具,判斷側圍在夾緊狀態下的穩定性,此時需要在夾具上選取一個參考點,此案例中選取圓框中的綠塊,通過測量它與側圍的間隙來判斷Y向穩定性。在夾緊狀態下,間隙在2~2.3mm之間,穩定較好;但是焊接完且夾具打開后,此間隙會變大,這種情況下穩定性難以保證。此時,需要分組閉合夾具,觀察每組夾具夾緊后的變化,發現Z向(第四組)夾具夾緊后,側圍與綠塊的間隙出現明顯變化。由于此車型側圍內外板是在總拼前就焊接完成,強度較大,所以在總拼時,Z向的夾緊同樣會影響Y向尺寸。同樣,將第4組Z向夾具調整至與零件服帖,此時焊接后夾具打開,側圍與綠塊的間隙沒有變化。
經過上述的調整及優化,后端的對中性尺寸穩定性明顯提高。
參考文獻
[1] 張勤梅,雷冬雪,張春雷.汽車白車身精度控制思路與方法的探討[C]//2010中國汽車工程學會年會.0.
[2] 周濤.影響車身精度的因素探析[J].中國高新技術企業,2015(8):69-70.
[3] 葉德昭.車身制造尺寸質量的控制方法[J].裝備制造技術,2013(6):161-166.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33