細長接磨桿加工工藝的改進
2019-09-10 05:00:35陳麗榮
裝備維修技術 2019年2期
陳麗榮
摘要:細長接磨桿的加工,用傳統工藝方法較難保證加工要求,通過使用自制機用滑移可換攻絲專用工具進行加工,不僅可以方便地保證加工質量,而且方法簡單實用,為細長軸類零部件的加工給出了一種便捷和實用的新途徑。
關鍵詞:細長接磨桿;專用工具;操作方便;實用
一、引言
在當前市場的激烈竟爭中,客戶對水輪發電機組生產質量的要求越來越高,因此更好地解決水輪發電機組零部件導葉葉片、轉輪葉片的加工質量,提高產品生產過程中的穩定性,克服制造中的困難是我們不斷探索和努力的方向。細長接磨桿是連接手提風磨機與砂輪的專用連接軸,主要用于我公司水輪發電機組零件導葉葉片、轉輪葉片的打磨加工,用量較大。導葉葉片、轉輪葉片是水輪發電機組的關鍵重要部件,呈非規則的球面組成,技術要求較高,機械或數控加工十分困難,主要用人工打磨保證質量,如果保證不了接磨桿的加工質量,打磨使用中產生斗動造成不平衡,將會帶來安全隱患,并直接影響到導葉葉片、轉輪葉片的線形,造成導葉閉合不全,轉輪出力不足,嚴重影響到水輪發電機組的產品質量和使用壽命。
二、傳統工藝分析
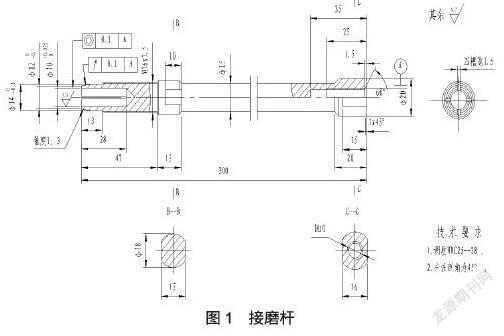
(1)細長接磨桿根據生產需要按批次安排生產,每批一般為50件,如圖一所示接磨桿屬于細長軸,加工的重點和難點主要是:保證1:30錐度和Φ10內孔對基準A內螺紋的跳動和同軸度要求,由于內、外螺紋的配合要具有一定的間隙,首先要保證好內螺紋的加工質量;傳統工藝是先加工好內螺紋底孔后,用頂尖頂持絲攻柄部中心孔用搬手攻絲,或是把搬手放置于刀架檔桿上機用攻絲,采用上述兩種方法,由于攻絲過程中搬手單邊受力不均,加上頂尖頂持受力不好,一是絲攻容易折斷,二是加工出的內螺紋歪曲保證不了與軸線同軸,最終保證不了零件的跳動和同軸度要求;在以前生產實踐中采用以上兩種方法攻絲,出現了因達不到要求使整批量零件報廢的質量事故。為了完成產品零件的制造任務,如何行之有效地解決由此引起的質量問題,已是我們工作中心的重中之重和生產實際的燃眉之急。
(2)針對出現的零件質量問題,經分析,內螺紋加工質量的好壞是直接造成零件質量問題的主要原因,這也給我們帶來新的思考,提出了更高的要求。
三、機用滑移可換攻絲工具
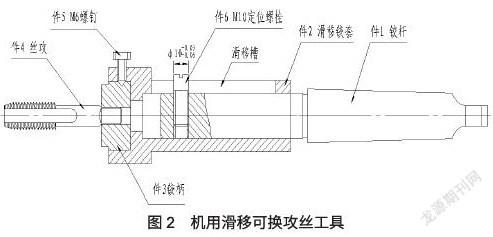
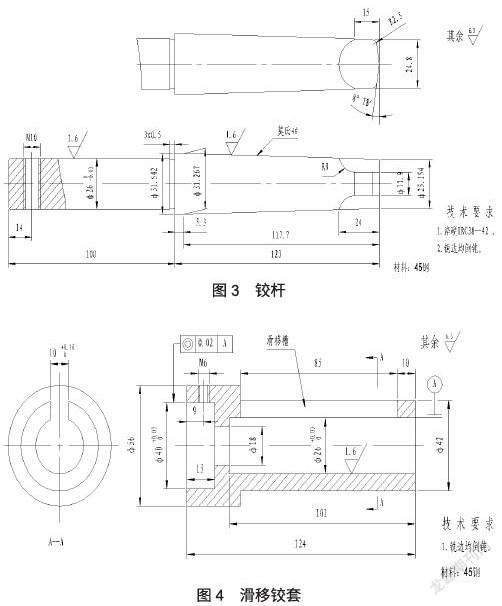
(1)在總結經驗的基礎上,結合生產實際,經過反復研究,試制,我以新的途徑和解決方法從新設計了結構如圖2所示的機用滑移可換攻絲工具,零部件主要由鉸桿、滑移鉸套、鉸柄、絲攻、M6螺釘、M10定位螺栓組成,主要零件:鉸桿如圖3所示起定位和導向作用;滑移鉸套如圖4所示起定位和滑移作用;鉸柄如圖5所示,根據不同規格絲攻更換不同規格鉸柄,在攻絲過程中起定位和受力均勻作用。其工作原理為:把機用滑移可換攻絲工具按圖裝配后,放入車床尾座套筒內使鉸桿錐柄定位,根據加工不同規格的內螺紋需要,更換不同規格的鉸柄,加工中向前轉動尾座手柄使絲攻旋入加工好的內螺紋底孔后,滑移鉸套上的滑移槽,沿鉸桿上的定位螺栓形成滑移運動對內螺紋進行加工。
(2)該工具結構簡單,操作方便,定心準確,加工中由于受力均勻安全性平穩性較好,保證了內螺紋與軸線的同軸度,提高了內螺紋的加工效率和加工質量,同時消除了尾座自重負荷,減少了尾座對機床導軌的磨損。
四、細長接磨桿加工工藝過程
五、改進后的效果
通過使用機用滑移可換攻絲專用工具,并采用以上加工工藝方法,每一批次加工的接磨桿的精度都能滿足設計要求,制造中改變了切削條件,減小了工人的勞動強度,提高了勞動生產效率,降低了生產成本,合格率達100%,經濟效益顯著。專用工具加工方法的成功實施,改變了我們多年來內螺紋加工的工藝思路,解決了生產中急需解決的問題,提高了零件加工能力,使我們上了一個新臺階。通過多年來努力,至今已順利完成了零件生產任務,生產出的零件質量穩定。
六、結束語
在借助機用滑移可換攻絲專用工具加工出來的接磨桿,在實際生產運用中有較好的操作可控性,保證加工質量符合生產需求,為我公司水輪發電機組的導葉、轉輪的打磨質量提供了堅實的保障。
參考文獻
北京第一通用機械廠.機械工人切削手冊[M].機械工業出版社,1970.
姜明德,楊福泉.公差配合與技術測量[M].湖南科學技術出版社,1998.
王石有.通用可調尾架攻絲桿[M].機械工人——冷加工,1985(11).
