MPS模塊化生產教學培訓系統在實訓教學中的應用
2019-09-10 19:54:02趙小飛韓興言
裝備維修技術 2019年2期
趙小飛 韓興言

摘要:MPS模塊化生產加工系統是一個典型的自動化生產系統,本文將亞德客模塊化生產加工系統中一個物料分揀循環單元引入到氣壓傳動課程綜合實訓中,采用任務驅動、工作過程為導向的教學方法,讓學生與企業實際工作環境“零距離”對接,大大提高學生學習積極性和知識的綜合應用能力。
關鍵詞:模塊化生產加工系統;任務驅動
MPS(Modular Production System)模塊化生產加工系統是一個典型的自動化生產系統,其具有綜合性、模塊化和易擴充性等特點,包含了工業生產中的送料、加工、輸送、檢驗、分揀、送庫等環節,控制系統一般選擇PLC控制,適合小批量的定制生產,是現代制造業、控制行業的發展方向[1]。下面以亞德客模塊化生產加工單元–物料分揀循環單元為例,介紹其在氣壓傳動綜合實訓中應用。
一、亞德客模塊化生產加工單元–物料分揀循環單元介紹
亞德客物料分揀循環單元涵蓋了設備裝調、繼電器控制、PLC控制、氣壓傳動及傳感器檢測技術的相關知識,它是各單科知識的學習與實際生產設備之間的橋梁。
二、亞德客物料分揀循環單元在氣壓傳動綜合實訓中應用
1.實訓任務發布
(1)物料分揀循環單元功能要求。當按下啟動按鈕時,機械手首先復位到起始位置,然后機械手運動到取料位置,供料缸頂出物料,機械手取料,機械手搬運物料到目的地,機械手放料,機械手返回到取料位置繼續循環。當按下停止按鈕時,機械手完成本輪動作循環,返回到初始位置。
(2)學生任務下發。根據已提供的機械裝配圖和所需零部件搭建物料分揀循環單元工作平臺;根據單元的功能要求利用已提供的液壓元器件設計氣動控制回路;根據單元功能要求利用已提供的電氣元器件設計電氣控制回路;根據設計的氣動控制回路、電氣控制回路對整機進行安裝調試;根據單元功能要求編寫PLC控制程序并進行整機調試。
2.小組任務協調及分配。學生領取任務工單后采用小組合作的方式完成整機的設計及裝調。在小組中可以將總任務分解成氣動部分設計及裝調、電氣部分設計及裝調,PLC控制程序實現、整機的裝配及調試四部分,整個小組劃分為三個小組先完成前三個任務再合作完成第四個任務。
3.分項任務完成
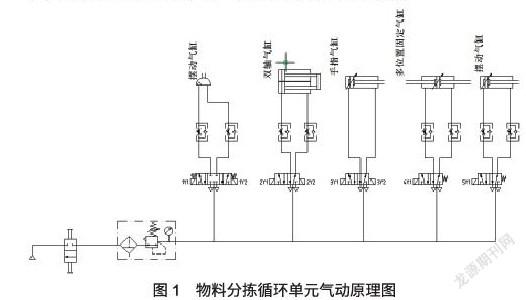
(1)氣動回路設計。本物料分揀循環單元工作平臺氣動部分實現的功能主要有氣動機械手和供料機構兩部分。氣動機械手由一個擺動氣缸、一個雙軸氣缸、一個多位置固定氣缸、一個手指氣缸構成一個圓柱坐標系的氣動機械手。供料機構由一個單桿活塞氣缸完成供料動作。其氣動原理圖:
(2)電氣控制原理回路設計。電氣控制系統主要由開關電源、啟動按鈕、可編程控制器、氣缸磁性感應開關、電磁氣動換向閥等組成。其原理圖:本工作臺所采用的磁性開關為兩線制,磁性開關的棕色線接入PLC的輸入點,藍色線短接到0V;電磁閥線圈接線正極接24V,負極接入PLC的輸出點。
(3)工作平臺所需零部件和工具的準備。小組成員根據教師提供的物料分揀循環單元工作平臺的裝配圖,領取元件及工具為整機安裝和調試做準備。
4.小組成員互檢和教師考核。學生按照工單要求分組完成各項任務后進行組內互檢,然后提交給教師進行檢查,檢查無誤后對學生該階段的工作進行考核。
5.整機安裝注意事項
(1)氣管的剪切、安裝、布線、綁扎要保證不漏氣、整齊美觀。
(2)氣缸速度的調節,節流閥的首先節流閥應該調至最小,然后再慢慢進行調節,一般可調節氣缸伸出的速度比縮回的速度稍慢。
(3)當氣管綁扎完成后可通過手動調節氣缸動作,通過聽聲音來判斷接到哪個電磁閥。
(4)鋪設線路時注意使用不同顏色的導線進行區分保持整潔美觀。
6.PLC程序編制及整機調試。各小組成員合作完成機械結構安裝調試、氣動回路的安裝及調試、電氣回路安裝及調試后,最后進行程序編制及整機調試以實現該工作單元的功能要求。
7.教師考核。
8.實訓報告編寫。
三、小結
在整個氣動綜合實訓中,以模塊化生產教學培訓系統加工單元為載體將企業工作案例引入到課程實訓中,通過采用任務驅動,工作過程為導向的教學方法讓學生與企業實際工作環境“零距離”對接,大大提高學生學習積極性和知識的綜合應用能力。
參考文獻
王銀月.基于PROFIBUS的模塊化制造系統的設計與開發上海市:華東理工大學,2012.
鄧玲黎,吳衛榮.基于工作過程的MPS課程教學設計與實踐廈門城市職業學院學報,2012,14(4):63–68.
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
現代裝飾(2020年5期)2020-05-30 13:01:56
裝備制造技術(2020年12期)2020-05-22 09:25:38
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:50
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
