電容式觸摸屏氣泡線不良的研究與改善
2019-08-27 01:10:14陳雪芳吳海龍袁劍峰
液晶與顯示 2019年7期
劉 信,楊 妮,李 輝,陳雪芳,吳海龍,袁劍峰
(重慶京東方光電科技有限公司,重慶 400714)
1 引 言
隨著信息時代的蓬勃發展,移動智能電子產品已經成為人們生活中最重要的工具,而觸摸屏作為一種實時的人、機、場景交換紐帶,具有界面簡單、操作方便等優點,在市場上受到眾多消費者的青睞[1-2]。在各種觸摸屏技術中觸控技術具有輕、薄、透過率高、工藝簡單、成本低等優勢,逐漸成為各TFT-LCD廠家生產觸摸屏的主流技術[3-4]。On Cell技術的觸控產品是在對盒后的上基板表面形成一層傳感器膜層,貼附偏光片,綁定電路部分,組合背光,形成觸控模組。
ITO(Indium tin oxide)薄膜作為一種常見的透明導體材料,其良好的導電性能、刻蝕性能及易低溫制備等優點,現已廣泛應用于TFT-LCD、OLED等行業[5-6],其也被應用于On Cell觸摸屏傳感器膜層材料。對于移動智能的觸控電子產品,傳感器部分ITO是裸露的(部分ITO位于偏光片下面),無任何保護。消費者長時間在各種環境中使用時,裸露的ITO會接觸到各種腐蝕物質,產生腐蝕,影響產品的觸控效果。同時,觸控產品在使用過程中,通電產生的電化學反應將會加速ITO的腐蝕[7-9]。為解決觸控產品傳感器膜層的腐蝕問題,需將裸露在外面的ITO保護起來,業界通常采用的方式為在ITO膜層上面覆蓋一層有機膜,同時需要與偏光片形成一定的交疊。由于交疊處有機膜邊界有一定段差,導致偏光片在貼附過程中,容易在段差處殘留一定空氣,形成一條白色亮線,即氣泡線,影響觸控產品的外觀。
本文研究了氣泡線形成的原因、影響因子及機理,為觸控產品氣泡線改善提供了解決方案,同時也為后續觸控產品的生產提供了設計及工藝可行性。
2 實驗與分析
2.1 實驗
本文氣泡線的研究及改善實驗所用實驗設備及材料如下:TFT-LCD線體設備(彩膜+ Module工藝設備);不同偏光片(POL)材料(A,B);大型程光學顯微鏡;掃描電子顯微鏡(SEM)等。圖1為On Cell電容式觸摸屏截面圖,圖2 和圖3分別為電容式觸摸屏的截面圖和平面圖。
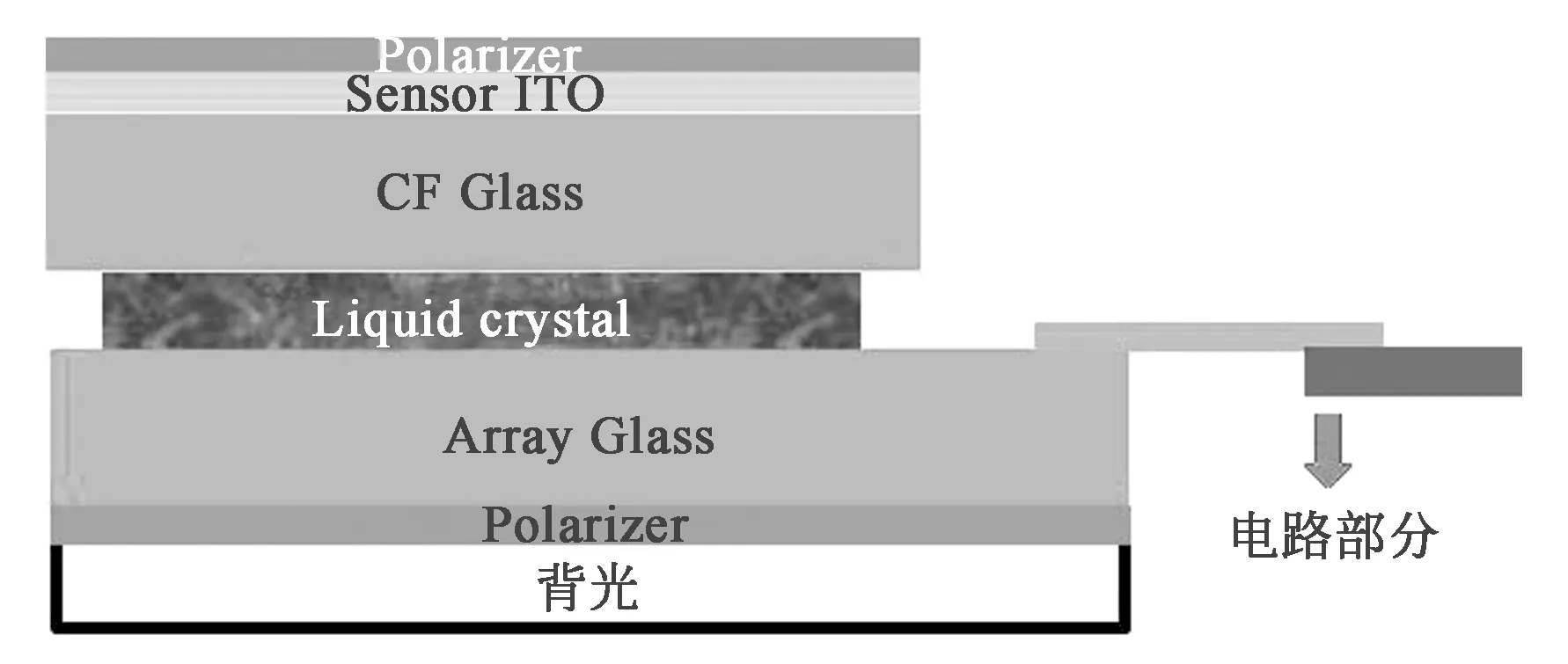
圖1 On Cell電容式觸摸屏截面圖Fig.1 Sectional view of On Cell capacitive touch screen
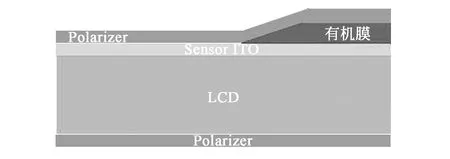
圖2 電容式觸摸屏截面圖Fig.2 Sectional view of capacitive touch screen
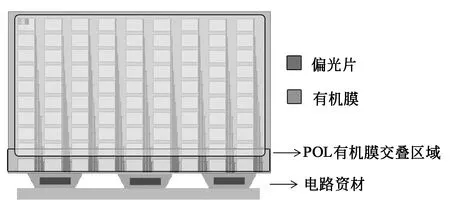
圖3 電容式觸摸屏平面圖Fig.3 Plan view of capacitive touch screen
2.2 分析
2.2.1 不良現象分析
氣泡線不良為一條白色的水平亮線,不良品無需通電,外觀檢查即可發現,如圖4所示。
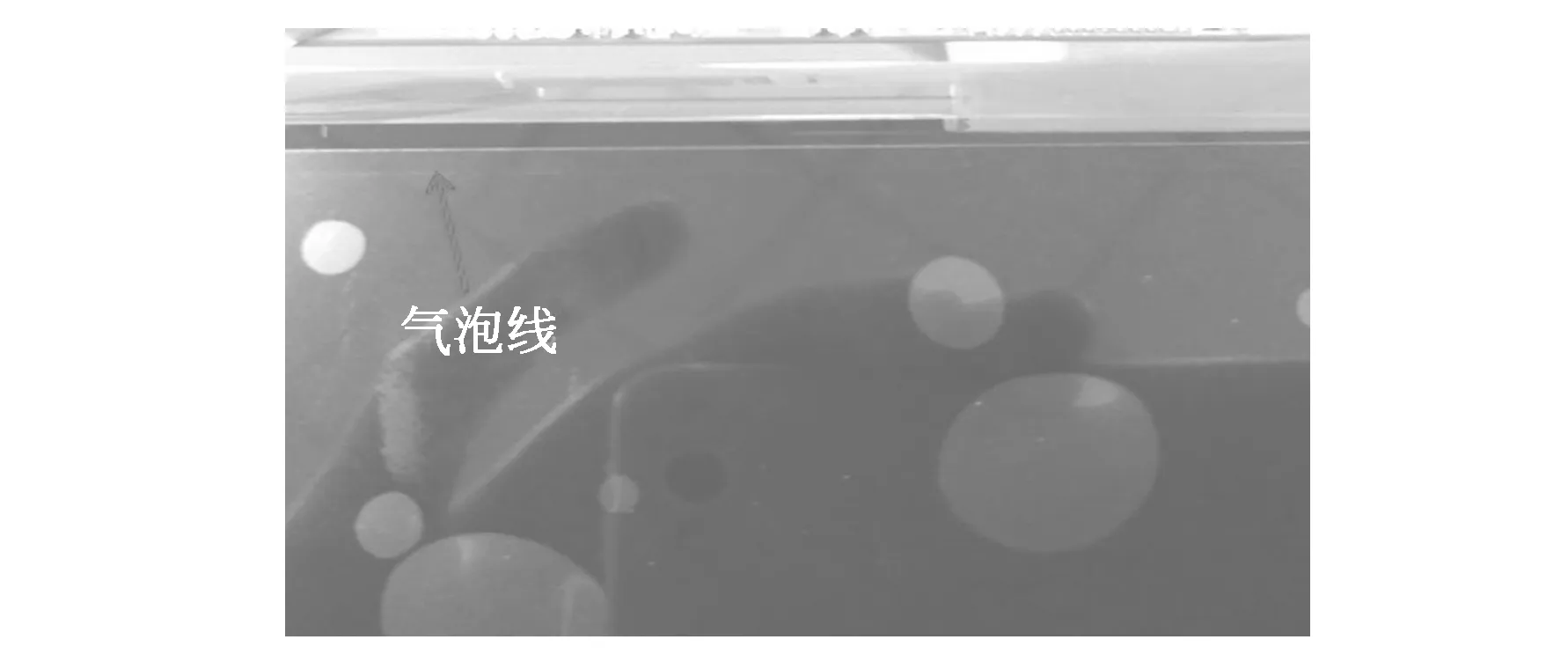
圖4 氣泡線不良圖Fig.4 Image of bubble line
將氣泡線不良品(3 pcs)放置于偏光片脫泡(Auto Clave)設備中,延長脫泡時間,一段時間后,取出樣品觀察,水平白亮線消失。氣泡線的位置位于有機膜邊界處,將有機膜去除后,氣泡線消失;以上實驗可說明氣泡線為有機膜邊界處殘留氣泡導致。
2.2.2 氣泡消失分析
取氣泡線不良品(3 pcs),用密封膠將離氣泡線較近處偏光片邊緣密封起來。密封起來的不良品放置于偏光片脫泡設備,延長脫泡時間,一段時間后,取出樣品觀察,水平白亮線均未消失。此實驗從另一方面說明不良品經過長時間脫泡處理后,氣泡線消失的原因為殘留在有機膜邊界處的氣泡被逐漸擠壓,沿著偏光片邊界擠出,氣泡線消失。
2.3 機理分析
為保護電容式觸摸屏傳感器層(ITO膜層),在無偏光片覆蓋的區域,采用有機膜對ITO進行保護。為完全保護ITO膜層,有機膜需與偏光片形成一定區域的交疊,導致彩膜面在進行偏光片貼附時,有機膜邊界處偏光片的壓入量較其他區域小,此處偏光片同玻璃之間存在一定的縫隙,集聚氣泡,形成肉眼可見的白亮線,即氣泡線。
3 實驗結果與分析
根據氣泡線不良的發生機理,減小有機膜邊界處氣泡的殘留量和加強氣泡的排出量是改善氣泡線不良的總體方向。為此本文通過控制單一變量法,從偏光片貼附工藝、偏光片脫泡工藝、有機膜厚度、有機膜與偏光片交疊區域、偏光片材料方面進行了研究,來尋找解決氣泡線的設計和工藝方案。以上改善方向的效果以不良發生率來評價(氣泡線發生率=氣泡線不良品數/投入總量),檢測標準為一定照度下人眼外觀檢查。
3.1 偏光片貼附工藝對氣泡線不良的影響
從偏光片貼附工藝流程可知,偏光片貼附(壓力/速度)和脫泡(壓力/時間)工藝均可影響氣泡線。由于偏光片脫泡壓力已為設備壓力最大值,無法再提升,因此本實驗研究了調整POL貼附工藝條件(貼附壓力/貼附速度/脫泡時間)對氣泡線的影響。
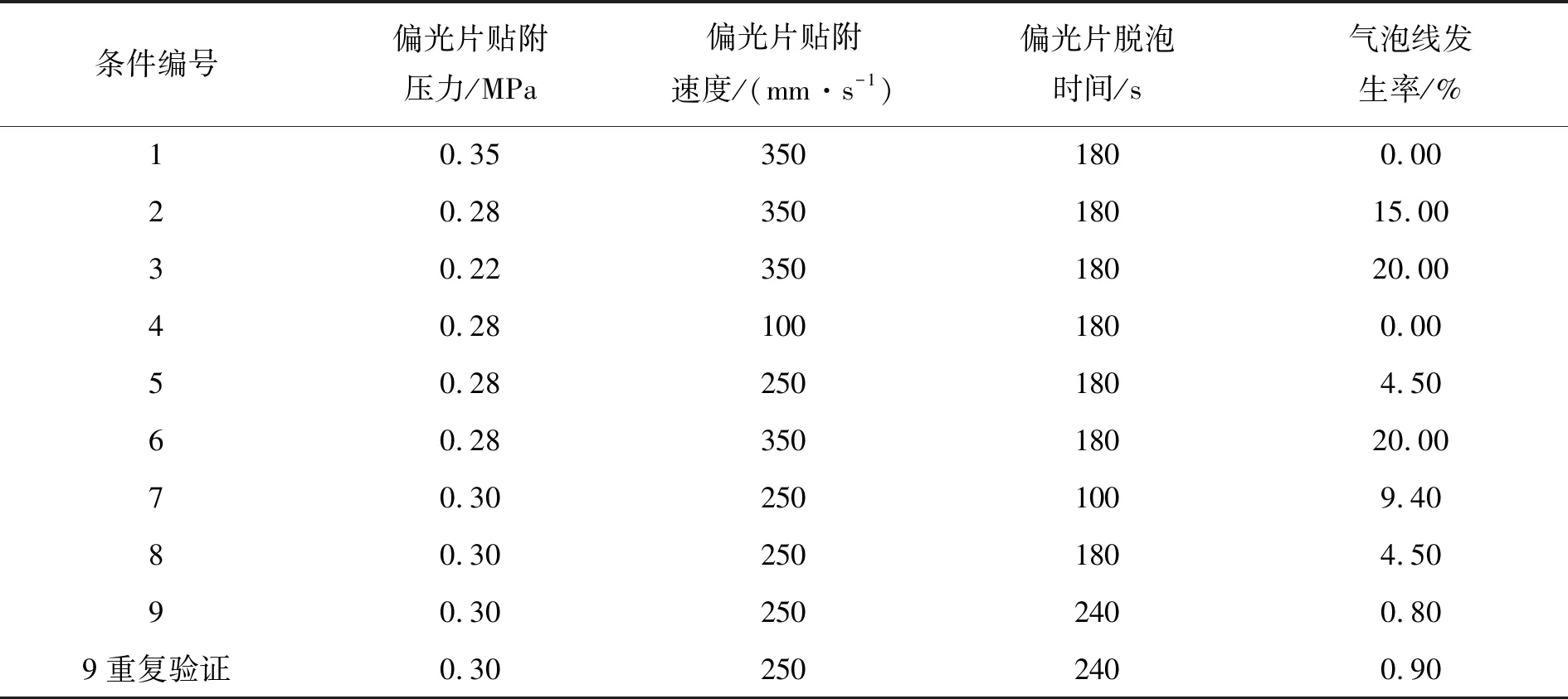
表1 偏光片貼附工藝與氣泡線發生率Tab.1 Ratio of bubble line vs. conditions of POL
通過控制單一變量,設計實驗結果如表1所示,從表1中可以看出,偏光片貼附壓力增大和速度降低,均可改善氣泡線不良。在偏光片貼附過程中,速度/壓力均會影響偏光片表面的壓入量,降低了有機膜邊界處氣泡的殘留量,從而達到改善氣泡線不良的目的。同時,當偏光片脫泡時間達到240 s時,可以改善偏光片氣泡線不良。但偏光片貼附壓力太大會導致顯示屏破裂,影響良率;偏光片貼附速度降低/脫泡時間增加,均會影響產線產品生產能力。結合其他影響及多次實驗,偏光片貼附生產工藝參數定為:偏光片貼附壓力&貼附速度&脫泡壓力=0.3 MPa & 250 mm/s & 240 s,此時氣泡線不良的不良率為0.80%。
3.2 有機膜對氣泡線的影響
有機膜邊界為氣泡線產生的根本原因,影響有機膜邊界處偏光片貼附壓入量為有機膜厚度和坡度角,本文對有機膜層的坡度角和厚度進行了分析和研究。
3.2.1 有機膜層坡度角分析
選取同時段生產的不良品(3 pcs)與非不良品(3 pcs),各樣品分別取3點,測量有機膜坡度角,所測數據(3點均值)如表2所示。從表中可以看到,不良品和非不良品有機膜坡度角無差異,數據均在工藝管控的精度之內,說明氣泡線不良品非有機膜坡度角角度差異導致。同時,現有厚度下有機膜層坡度角已很小,在保證現有有機膜厚度的情況下,無調整空間,因此本文對有機膜層坡度角不做相關驗證。

表2 有機膜坡度角Tab.2 Profile of organic film
3.2.2 有機膜厚度對氣泡線的影響
有機膜層坡度角無調整空間,因此本文探究了有機膜厚度對氣泡線的影響,其設計實驗及氣泡線不良率如表3所示。
表3 有機膜厚度與氣泡線發生率
Tab.3 Ratio of bubble linevs. thickness of organic membrane
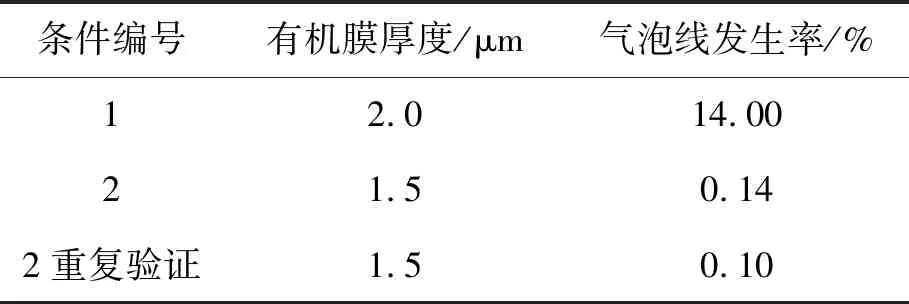
條件編號有機膜厚度/μm 氣泡線發生率/% 12.014.0021.50.142重復驗證1.50.10
從表3中可以看出,有機膜厚度降低,可有效改善氣泡線不良。多次試驗結果表明,氣泡線發生率均位于較低水準,具有穩定的改善效果。降低有機膜厚度,可以減小有機膜邊界處段差,偏光片貼附時,有機膜邊界處的氣泡量殘留減少,從而達到改善不良的目的。
3.2.2 有機膜與偏光片交疊寬度對氣泡線的影響
在電容式觸摸屏制程中,有機膜的引入主要是為了保護Sensor ITO,防止其在空氣中長時間裸露,導致腐蝕,有機膜與偏光片需要形成一定交疊;實驗設計了有機膜與偏光片不同的交疊寬度來探究其對氣泡線不良的影響;實驗設計及結果如表4所示。
表4 有機膜與偏光片交疊寬度與氣泡線發生率
Tab.4 Ratio of Bubble Line vs overlapping of organic membrane and POL
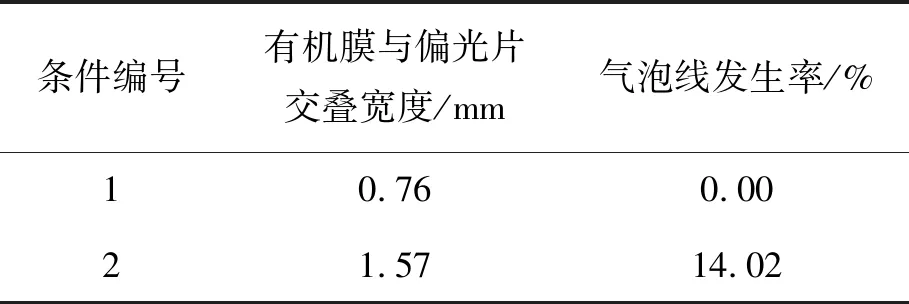
條件編號有機膜與偏光片交疊寬度/mm 氣泡線發生率/% 10.760.0021.5714.02
從實驗結果可以看出,有機膜與偏光片的交疊寬度越小,氣泡線發生率越低。有機膜與偏光片的交疊寬度影響偏光片脫泡時有機膜邊界處氣泡被擠出的難易程度。交疊寬度小,殘留在有機膜邊界處的氣泡更容易被擠壓出去,從而解決氣泡線不良。但有機膜與偏光片交疊寬度不能無限制減小,否則有偏光片翹起風險。
3.3 偏光片材料對氣泡線的影響
偏光片材料可控制特定光束的偏光方向,其作用是可以將不具偏極性的自然光轉化為偏振光的一種材料,結合液晶的偏轉作用,來控制光線的通過程度,從而實現明暗;偏光片為多層結構,上下表層為保護膜和離型膜,中部為TAC膜、PVA膜以及壓敏膠(PSA)組成,其中PSA層為偏光片粘結在LCD表面的膠層,較軟。氣泡線的來源為有機膜邊界氣泡殘留引起,通過對氣泡線產生機理及偏光片材料的研究,本實驗主要探究了不同偏光片 PSA層厚度的影響,其設計實驗及結果如表5所示。
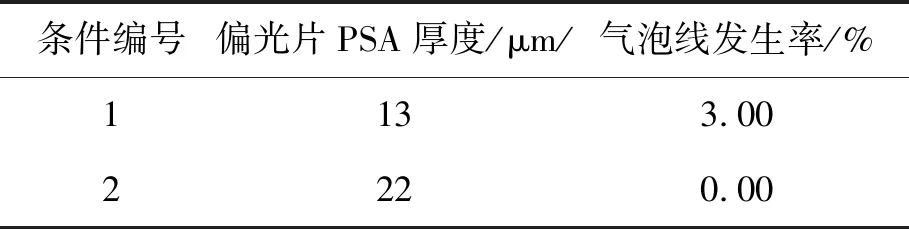
表5 偏光片 PSA厚度與氣泡線發生率Tab.5 Ratio of bubble line vs. thickness of POL PSA
從實驗結果可以看出,偏光片 PSA層厚度增加,可以有效改善氣泡線不良。偏光片 PSA層增加后,在偏光片貼附過程中,PSA層可以更多的填補有機膜邊界處段差,減小氣泡殘留量,達到改善氣泡線的目的。
4 結 論
氣泡線不良是由貼附偏光片時傳感器保護層有機膜段差處與偏光片之間殘留氣泡導致。研究表明,影響氣泡線不良發生情況的顯著因子有:有機膜邊界設計位置、有機膜厚度、偏光片貼附相關工藝以及偏光片中PSA厚度。降低有機膜與偏光片交疊寬度,降低有機膜厚度,偏光片貼附相關工藝中增加貼附壓力、降低貼附速度、增加脫泡時間,增加偏光片中PSA 膠層的厚度,均能有效降低氣泡線的發生率。實際生產時可采用組合對策,經過大量生產驗證,可以有效減免氣泡線不良的發生。該研究結果為氣泡線不良預防及改善提供了新思路。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
