不同射速對身管內壁燒蝕的影響
2019-08-27 03:46:26貢芬云姚養無賈陸陽
火力與指揮控制 2019年7期
關鍵詞:模型
貢芬云,姚養無,賈陸陽
(中北大學機電工程學院,太原030051)
0 引言
身管是自動步槍的重要部件,在射擊過程中,身管往往承受著較高的沖擊載荷,尤其是在高射速下連續射擊。連續射擊時,身管內壁表面的溫度非常高,高溫使得身管內壁表面的金屬發生軟化,更嚴重的會使金屬熔化。這熔化燒蝕嚴重影響身管的壽命,從而制約著武器的發展。這方面的問題一直是各國學者研究的重點,梁文凱[1]對火炮身管燒蝕磨損問題進行了研究,并建立了磨損后的內彈道模型,了解膛壓和初速的變化情況;歐陽青[2]通過身管磨損的內彈道模型,分析得到火炮和身管的使用壽命與磨損的關系,并對單發和連發時的身管壽命進行預測;Bannister[3]主要主要研究了火藥燃氣的熱作用,他認為火藥燃氣的熱作用將會使身管膛線起始處受熱軟化或者熔化,然后受到燃氣的沖刷引起內壁的燒蝕;吳斌[4]建立數學模型對身管的熔化燒蝕進行預測。目前,[5-6]對火炮身管在射擊過程中內壁燒蝕情況研究較多,在小口徑身管武器領域研究的較少,但是研究其身管燒蝕情況還是具有實際意義。在本文中,就研究其身管在不同射速下的燒蝕情況。使用Abaqus建立身管1/4的危險截面,仿真模擬出連發射擊時身管內壁的溫度及其變化過程,計算出在不同射速下身管的熔化燒蝕量,然后進行對比分析。
1 身管燒蝕模型
1.1 基本假設
1)身管內壁的熔化燒蝕過程簡化為一維半無限大物體的燒蝕;
2)射擊過程中,內壁表面吸收的熱流密度恒定;
3)射擊過程中身管材料屬性保持不變。
1.2 燒蝕過程數學模型
燒蝕過程中邊界的金屬發生相變,并且邊界向身管內移動。此時固相和液相共存,固液兩相的溫度都等于熔點溫度[4]。

式中,S(t)為身管內邊界;Ts為固相溫度;Tl為液相溫度;Tm材料熔點。
金屬發生熔化時,界面會伴隨著相變,同時會有相變潛熱,熔解熱通過熱傳導被導走,并且液相金屬被沖刷帶走,即液相不參與導熱,此時能量平衡關系:

式中,qw為火藥燃氣對內壁的熱流密度;qs為進入身管的熱流密度;qm為熔化金屬的熱流密度;L為熔解熱。
1.3 燒蝕厚度計算公式
身管一維燒蝕過程的導熱微分方程及邊界條件:
即可把偏微分方程轉化為二階其次微分方程:

通過求解可得:

把式(6)化解帶入能量平衡方程可得:

把式(7)兩邊積分可得到t時刻身膛內表面金屬燒蝕厚度:

在射擊過程中由于內彈道過程極短,用熱流密度的平均值替代實際熱流密度,再由牛頓冷卻公式得到身管內壁的燒蝕厚度為:
式中,t1、t2分別為身管內壁到達和散熱低于燒蝕標準的時間點;T0固相初始溫度。
2 熱力學仿真模型建立
2.1 基本假設
1)溫度場具有對稱性;
2)忽略身管其他部件的傳熱;
3)忽略彈丸和身管摩擦產生的熱效應;
4)火藥燃氣與身管內壁只有對流換熱。
2.2 身管有限元模型
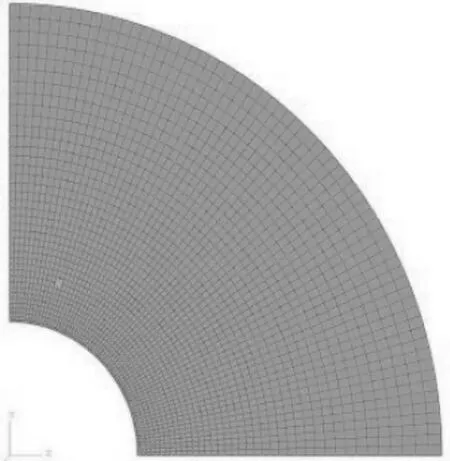
圖1 身管有限元模型
身管由主體材料和鍍層金屬組成。其材料屬性如下頁表1和表2所示。在本文中選用身管最高膛壓界面作為研究對象,由于對稱性,建立1/4截面模型。鍍層金屬和主體材料運用Tie綁定。單元類型選擇的是CPE4RT 4節點熱耦合平面應變四邊形單元,有限元模型如圖1所示。
2.3 邊界條件確定
2.3.1內邊界條件
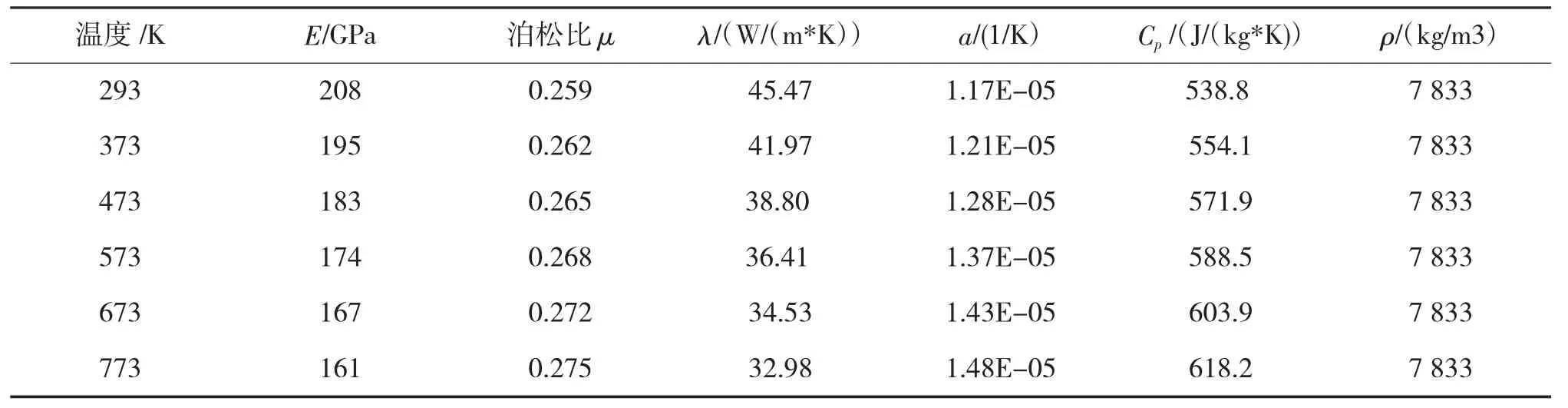
表1 身管材料屬性
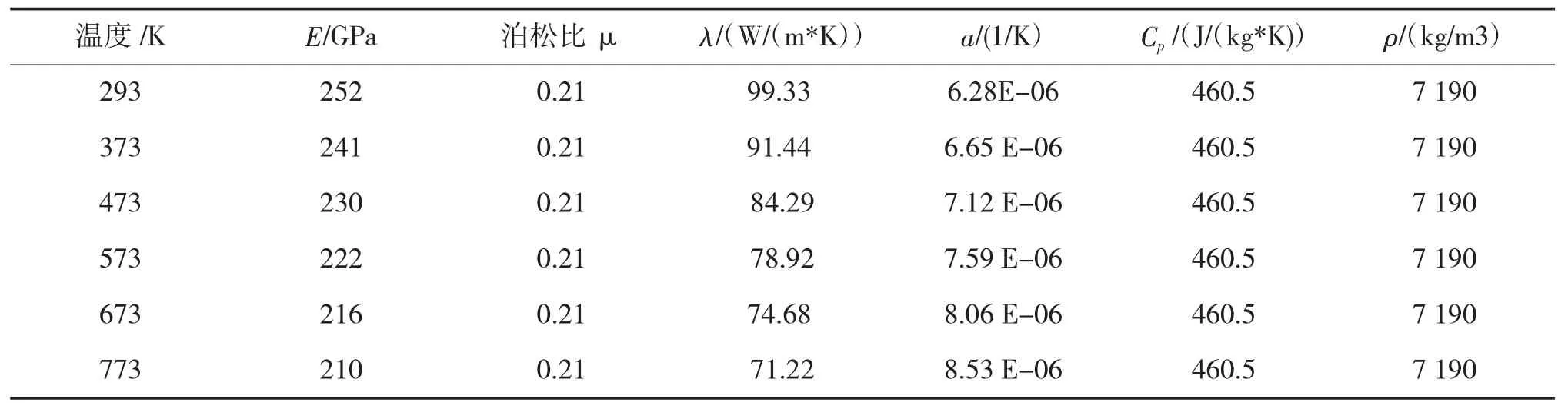
表2 鍍層材料屬性
火藥燃氣溫度。火藥燃氣溫度由內彈道時期和后效期兩部分組成。火藥燃氣溫度由下面表達式確定:
式中,Tv火藥爆溫;R火藥氣體常數;k絕熱比;Tg后效期開始時火藥燃氣溫度;B后效期作用系數。
火藥燃氣的換熱系數[7]:

2.3.2外邊界條件
1)身管外壁溫度。由于身管外壁一直空氣接觸,所以定義身管的外壁溫度為環境溫度為293 K。
2)自然對流系數:

3 仿真計算與分析
本文以某型自動步槍為例,研究其身管內壁在射速分別為300發/min、400發/min以及600發/min的情況下熔化燒蝕情況。
3.1 溫度場計算
根據內彈道基本方程組以及式(10)~式(12),可以得到火藥燃氣與身管對流換熱的邊界條件,其火藥燃氣溫度與強制對流系數如下:
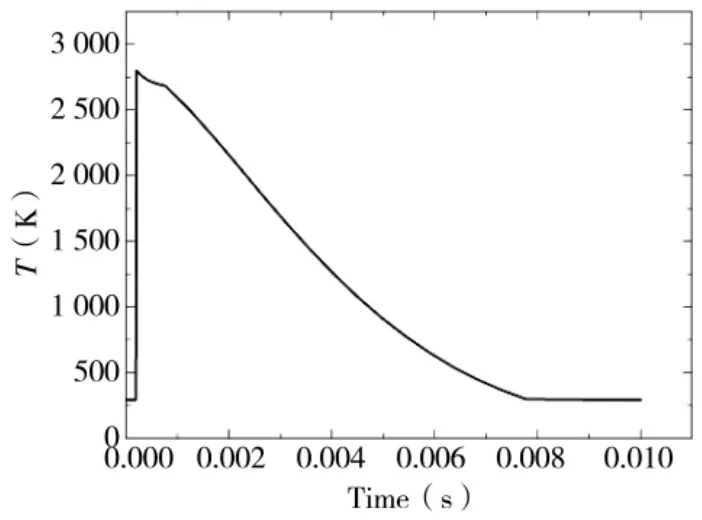
圖2 火藥燃氣溫度時間曲線
圖3 火藥燃氣強制對流系數曲線
在模擬仿真時,假設每一個射擊過程所用的時間相同,即當射速為300發/min時,以0.2 s為循環周期。同理當射速為400發/min和600發/min時,其循環周期分別為0.15 s和0.1 s。為了對比的可靠性,在不同射速下都射擊90次,在這過程中對比身管的燒蝕情況。現內壁表面溫度的仿真結果如圖4所示。

圖4 不同射速身管內壁溫度時間曲線
該步槍以300發/min射速射擊時,身管內壁溫度的峰值為1 092.526 K。以400發/min射速射擊時,身管內壁溫度的峰值為1 096.441 K。以600發/h射速射擊時,身管內壁溫度的峰值為1 128.943 K。在連發過程中身管內壁溫度呈現脈沖式變化,每發彈發射時身管內壁溫度迅速上升然后迅速下降,一直持續到該發彈離開槍口。連發時內壁溫度積累,身管內壁的最大溫度逐漸增大,同樣下降時的最低溫度也隨著發射數的增加而逐漸增大。
3.2 身管燒蝕量計算與分析
3.2.1燒蝕標準的確立
有研究表明,當身管內壁溫度低于600℃時,內壁表面燒蝕形式以間接熔化和產生氣化為主,但是燒蝕量很小;當身管內壁溫度低于1 000℃時,燒蝕形式以變質和間接熔化為主,此時的燒蝕量會隨溫度的升高而增大。并且在射擊時,身管內壁在火藥燃氣的作用下發生氧化反應,身管內壁將會生產金屬氧化物。而氧化物與基體金屬的線膨脹系數相差很大,在熱應力的作用下,其氧化物會發生脫落。所以本文在研究過程中以身管材料發生氧化時的溫度1 050 K[8-11]作為身管燒蝕時的標準。
3.2.2燒蝕量的計算
根據建立的燒蝕模型計算連發射擊過程中燒蝕量時,每一發發射時的初始溫度都不是固定的,每下一發的初始溫度都是上一發結束時的溫度。隨著射擊發數的增加,身管內壁溫度累積上升,身管內壁也隨著溫度的升高而開始產生燒蝕。
根據溫度場仿真結果可知,以300發/min的射速連續射擊時,到第84發時內壁溫度已超過1 050K的燒蝕溫度;以400發/min的射速連續射擊時,到第82發時內壁溫度已超過1 050 K的燒蝕溫度;以600發/min的射速連續射擊時,到第68發時內壁溫度已超過1 050 K的燒蝕溫度。根據所建立的熔化燒蝕模型以及以上數據,由式(7)可以計算出身管的燒蝕量,不同射速下身管內壁燒蝕量具體如下頁表3~表5所示。
3.2.3燒蝕結果的分析
為了更加直觀地觀察和分析結果,把表3~表5中的結果數據進行處理繪制成曲線圖,如圖5所示。
圖5 不同射速內壁燒蝕量曲線
通過圖5中3條曲線圖可以看出,內壁的燒蝕量隨著射彈發數增加,并且每條曲線的斜率在不斷變大,可知射彈發數的增加導致身管內壁熔化燒蝕的速度;這結果與實際情況下的燒蝕規律相符。以這3種射速射擊時,當都射擊到第67發時,身管內壁都沒發生燒蝕;當以射速為600發/min射擊第68發時,身管內壁就已經開始發生燒蝕,而以300發/min和400發/min的射速射擊時,身管內壁并未發生燒蝕;當以射速為400發/min射擊第82發時身管內壁也開始發生燒蝕,以射速為300發/min射擊第82發時,身管內壁依然沒有發生燒蝕,而以射速為600發/min射擊第82發時,身管內壁燒蝕量已經很大,并具有燒蝕量加劇的趨勢;當以射速為300發/min時射擊第84發時身管內壁才開始發生燒蝕情況;而此時以射速為600發/min射擊第84發時,身管內壁燒蝕量已經相當大,以射速為400發/min射擊第84發時,身管內壁燒蝕量變大,具有加大的趨勢。這說明以不同射速射擊時,射速越大身管內壁越早發生燒蝕。這是因為以較低射速射擊時,射擊間隔較長,在此間隔期身管內壁的熱源消失,身管內壁熱量向膛內空氣散熱,所以內壁的溫度累積較慢,即會較晚達到燒蝕溫度;而以高射速射擊時,射擊間隔縮短,身管內壁熱量向膛內空氣散熱變少,內壁的溫度累積較快,即會較早地產生燒蝕情況。

表3 300發/min時身管內壁燒蝕厚度

表4 400發/min時身管內壁燒蝕厚度
表5 600發/min時身管內壁燒蝕厚度
4 結論
通過建立的熔化模型,分析對比了身管內壁分別在300發/min,400發/min以及600發/min的射速下熔化燒蝕情況。得到以下結論:
1)身管內壁燒蝕規律:射彈發數一定,隨著射速的提高,身管內壁散熱間隔減小,身管內壁溫度上升越快,身管內壁越早開始燒蝕;燒蝕產生后,隨著射彈發數的增加,身管內壁的燒蝕速率越大。
2)降低身管內壁燒蝕程度的建議:在滿足要求情況下,合理分配射速,適當增加射擊的間隔時間,方便身管內壁對外散熱,盡可能減緩內壁積溫速率,從而降低內壁的燒蝕。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19