玉米籽粒收獲機清選裝置參數優化試驗
2019-08-13 01:42:24郝付平崔守波任露泉
農業機械學報 2019年7期
關鍵詞:作業
程 超 付 君 陳 志 郝付平 崔守波 任露泉
(1.吉林大學工程仿生教育部重點實驗室, 長春 130025; 2.吉林大學生物與農業工程學院, 長春 130025;3.中國農業機械化科學研究院, 北京 100083; 4.山東巨明機械有限公司, 淄博 256400)
0 引言
近年來,我國玉米機械化生產水平快速提高,其中,玉米籽粒直收技術與裝備既是薄弱環節,也是行業研究熱點[1-2]。玉米籽粒直收技術能夠一次完成摘穗、脫粒、分離、清選等作業[3],與傳統的摘穗收獲技術相比,其作業效率高、綜合作業成本低。然而,由于玉米田間機載脫粒后的物料構成復雜,物料屬性差異大,物料運動特性多樣化,導致玉米籽粒收獲機清選作業時普遍存在損失率高、含雜率高等問題,直接影響玉米籽粒收獲的產量和質量[4]。
清選作業是玉米籽粒直收技術的重要組成部分,其作業質量對玉米籽粒收獲的損失率和清潔率有直接影響。目前,國內外學者針對玉米清選作業效率低、含雜率高、損失嚴重等問題開展了相關研究,這些研究主要包括玉米脫出物運動特性及規律分析[5-7]、玉米清選裝置結構設計及優化[8-11]、清選振動篩結構及材質優化[12-15]、智能清選控制系統開發[16-17]等方面。
玉米籽粒收獲機清選作業裝置的結構及運動參數配比是影響其作業質量的重要因素,籽粒直收玉米脫出物含水率高,成分復雜且濕重,清選作業難度大。本文以自主改裝的玉米籽粒收獲機為臺架試驗樣機,開展清選作業臺架試驗,探究整機作業工況下清選裝置各結構及運動參數對籽粒損失率和含雜率的影響,尋求各參數優化配比組合,并進行田間作業驗證試驗,為玉米籽粒收獲機清選裝置結構設計及運動參數匹配提供參考。
1 試驗裝備與材料
1.1 試驗樣機結構與原理
采用的試驗樣機由吉林大學根據約翰迪爾1075型聯合收獲機改裝而成,該樣機主要用于玉米籽粒直收技術中的脫粒-分離及清選優化的臺架試驗,試驗用玉米籽粒收獲機原理如圖1所示。
試驗樣機工作時,玉米果穗從試驗樣機前端喂入,刮板輸送裝置帶動玉米果穗向上輸送,然后進入單縱軸流脫粒-分離裝置,經脫粒裝置揉搓、擊打,玉米果穗破碎形成玉米脫出物,脫出物穿過分離凹板篩進入清選室,清選裝置的作業對象即為玉米脫出物。脫出物進入清選裝置后主要有3個流向,潔凈的玉米籽粒通過籽粒回收裝置進入糧倉,未脫凈斷穗等通過雜余回收裝置再次喂入脫粒裝置進行復脫處理,大部分雜余從尾篩后部拋出機外。通常雜余中會夾帶玉米籽粒及斷穗,清選分離不徹底是造成清選損失的主要原因。

圖1 玉米籽粒收獲機原理圖Fig.1 Schematic of corn kernel harvester1.糧倉 2.清選風機 3.脫粒-分離機構 4.振動篩
1.2 清選作業參數調整方法
試驗樣機中清選裝置主要由清選室、離心風機、振動篩等組成,清選室內結構如圖2所示。在本文所用試驗樣機中,離心風機為蝸殼式橫流風機,采用單風道設計,葉片數量為12,葉輪外徑為320 mm。振動篩包括上清選篩、下清選篩和尾篩,篩體類型均為常見魚鱗篩,振幅為40 mm,振動形式為同頻異向振動,下清選篩和上清選篩呈并聯關系,尾篩與上清選篩呈串聯關系;上清選篩對玉米脫出物進行初級篩選,篩孔開度較大,清選面積為1.50 m2,目的是除去脫出物中苞葉、莖稈、芯軸等較大尺寸的雜余,清選損失主要發生在上清選篩作業過程;下清選篩對玉米脫出物進行二次篩選,目的是除去籽粒中較小的雜余,篩孔開度較小,下清選篩清選面積為1.32 m2;尾篩對來自上清選篩的雜余進行再次篩選,防止夾帶籽粒、斷穗等成分排出機外,尾篩清選面積為0.55 m2。

圖2 試驗樣機清選室內結構Fig.2 Cleaning room structure of experimental prototype
根據上述分析可知,玉米籽粒收獲機清選作業時,風機轉速、振動篩振動頻率以及上清選篩篩孔開度是影響其作業質量的主要因素,因此,本文基于上述3個作業參數開展玉米籽粒收獲機清選作業參數優化試驗研究,考慮到各作業參數變化范圍較大,試驗時需要合理、準確地調整各作業參數水平。對于上清選篩篩孔開度,可以利用調節手柄手動調整;振動篩振動頻率由曲柄轉速決定,但由于本文所用試驗樣機控制系統較為簡單,風機轉速和曲柄轉速均由發動機輸出轉速決定,并且為固定傳動比,無法實現無級調速,本文在調節風機轉速和曲柄轉速2個作業參數時,保持發動機額定轉速2 200 r/min不變,每組試驗更換不同尺寸的風機驅動帶輪和曲柄驅動帶輪(圖3),通過改變傳動比來實現本文試驗所需的不同作業參數水平。

圖3 清選裝置傳動機構Fig.3 Transmission mechanism of cleaning device1.曲柄驅動帶輪 2.風機驅動帶輪
1.3 試驗材料
根據玉米籽粒收獲機作業工藝,割臺摘穗后,玉米果穗外部苞葉并未除去,果穗喂入脫粒裝置,外部包裹的苞葉被打碎,破碎的苞葉是玉米脫出物的主要成分之一,故本文選用帶有苞葉的玉米果穗作為試驗材料,同時結合東北地區玉米生產現狀,試驗果穗的籽粒含水率為30%左右。為方便試驗果穗喂入試驗樣機,需改進試驗樣機喂入機構,如圖4所示,拆去試驗樣機前端的割臺和螺旋輸送器,安裝三角形喂入結構,改進后的喂入結構可以減少喂入損失,同時大幅提高試驗物料喂入效率。

圖4 試驗樣機喂入機構Fig.4 Feeding structure of experimental prototype
玉米果穗經脫粒-分離裝置處理后,玉米脫出物進入清選裝置,清選篩面上玉米脫出物狀態如圖5所示,脫出物主要包括籽粒、芯軸、苞葉和未脫凈斷穗等成分,作為清選作業對象,玉米脫出物各成分的含水率、尺寸等特性對清選作業質量有較大影響。每次試驗前將脫粒滾筒轉速調整至同一固定轉速,待整機運轉穩定后,將事先盛放在標準周轉箱中的等質量果穗勻速放入喂入機構,確保喂入量穩定及脫粒-分離裝置運動參數不變,從而獲得形狀和尺寸分布較為相近的玉米脫出物。試驗采用同批次含水率一致的玉米果穗進行作業,假設經過縱軸流脫粒后所得到的篩上物或者脫出物其組分一樣,脫凈率一致。玉米品種為飛天358,取自吉林大學農業實驗基地,通過多次采集并統計[18]篩面玉米脫出物發現,脫出物中超過99%的玉米籽粒尺寸分布在10.1~14.1 mm區間,超過98%的芯軸尺寸介于17.6~53.4 mm之間,超過98%的苞葉尺寸分布在5.3~47.8 mm區間,玉米脫出物各成分尺寸分布統計以上述主要區間為主,玉米脫出物中各成分物料屬性如表1所示。

圖5 清選篩面玉米脫出物Fig.5 Corn threshed mixtures on cleaning screen

成分屬性參數含水率/%尺寸分布/mm質量分數/%籽粒30.3310.1~14.173.9芯軸39.4817.6~53.420.7苞葉43.515.3~47.85.4
2 單因素試驗
選取清選裝置的風機轉速z1、振動頻率z2和上清選篩篩孔開度z33個作業參數為試驗因素,以籽粒含雜率y1和籽粒損失率y2為試驗指標,開展玉米籽粒收獲機清選作業單因素試驗。整個試驗過程中設定工況如下:發動機轉速為2 200 r/min,脫粒滾筒轉速為450 r/min,脫粒間隙為50 mm,喂入量為6 kg/s,持續喂入時間為20 s。根據東北地區玉米籽粒收獲機實際生產作業經驗,同時結合現有研究[8],選定單因素試驗范圍如下:風機轉速為500~1 200 r/min,振動頻率為3~10 Hz,上清選篩篩孔開度為10~30 mm。試驗時選用以下作業參數組合:風機轉速為800 r/min,振動頻率為6 Hz,上清選篩篩孔開度為20 mm,每組試驗固定其中2個試驗因素水平,探究隨著單試驗因素水平線性變化,玉米清選作業籽粒含雜率和損失率試驗指標的變化規律,試驗結束后,從糧倉收集玉米籽粒,利用分樣篩進行精篩處理,除去細小雜余,統計籽粒含雜率,同時,收集尾篩拋出的雜余,篩分出夾雜的玉米籽粒,統計籽粒損失率。為保證試驗結果的準確性,每組試驗重復5次,結果取平均值,每組試驗后清空試驗樣機各裝置內的玉米脫出物,調試試驗樣機作業參數,單因素試驗結果如圖6所示。
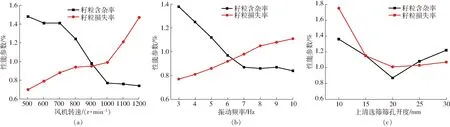
圖6 單因素試驗結果Fig.6 Single factor test results
由圖6a分析可知,隨著風機轉速提高,玉米籽粒收獲機清選作業籽粒含雜率整體呈下降趨勢,籽粒損失率整體呈上升趨勢,造成上述變化趨勢的原因是:清選作業時風機轉速越高,越多雜質被拋出機外,清選效果越好,但是較大的清選氣流也會將玉米籽粒吹走,導致更多的夾帶損失。對于玉米籽粒含雜率,在500~700 r/min區間,隨著風機轉速提高,超過1.4%,且下降幅度較小,在700~1 000 r/min區間,含雜率快速下降,降幅達到0.64個百分點,風機轉速為1 000 r/min時,玉米籽粒含雜率為0.77%,在1 000~1 200 r/min區間,玉米籽粒含雜率趨于穩定,下降速度平緩;對于玉米籽粒損失率,在500~1 000 r/min區間,隨著風機轉速提高,損失率呈平穩上升趨勢,風機轉速為900 r/min時,損失率為0.95%,當風機轉速超過1 000 r/min時,損失率快速升高,風機轉速為1 200 r/min時,損失率達到1.47%。綜合上述分析表明,風機轉速800~1 000 r/min是玉米籽粒收獲機清選作業較優的作業區間,此區間既能保證較低的籽粒含雜率,又能兼顧較低的籽粒損失率。
由圖6b分析可知,隨著振動頻率提高,玉米籽粒收獲機清選作業時籽粒含雜率整體呈下降趨勢,籽粒損失率整體呈上升趨勢,提高振動頻率可以增強振動篩振動強度,加大篩面脫出物離散度,提高篩分效率,降低籽粒含雜率,但較大的振動強度會導致部分脫出物直接被拋出清選室,特別是夾帶籽粒的雜余無法在尾篩處被有效處理,導致籽粒損失率升高。對于玉米籽粒含雜率,在3~7 Hz區間,隨著振動頻率提高,籽粒含雜率下降速度較快,振動頻率為3 Hz時,含雜率為1.38%,振動頻率為7 Hz時,含雜率下降到0.87%,降幅明顯,在7~10 Hz區間,含雜率趨于穩定,振動頻率為9 Hz時,含雜率為0.87%;對于玉米籽粒損失率,隨著振動頻率提高,損失率上升趨勢較為平緩,振動頻率為3 Hz時,損失率為0.77%,振動頻率為7 Hz時,損失率達到0.98%;綜合上述分析表明,玉米籽粒收獲機清選作業時,振動頻率6~8 Hz是滿足玉米籽粒收獲機清選作業要求的較優作業區間。
由圖6c分析可知,隨著上清選篩篩孔開度增加,玉米籽粒收獲機清選作業籽粒含雜率整體呈現先降再升趨勢,籽粒損失率整體呈現先下降后趨于平穩趨勢,造成上述變化趨勢的原因是:上清選篩篩孔開度較小時,脫出物中只有苞葉等尺寸較小的雜余能夠穿過清選篩,導致含雜率較高,此時,篩選效率較低,玉米籽粒無法及時穿過篩孔,造成損失率較高;隨著上清選篩篩孔開度增加,脫出物透篩變得容易,大量籽粒能夠輕易透過篩孔,含雜率和損失率均降低,但篩孔開度過大,會造成雜余及斷穗等成分穿過上篩,同樣造成含雜率升高。在10~20 mm區間,隨著上清選篩篩孔開度增加,玉米籽粒含雜率和損失率均快速降低,篩孔開度為20 mm時,含雜率為0.87%,損失率為1.01%,在20~30 mm區間,含雜率快速升高,損失率較為穩定,篩孔開度為30 mm時,含雜率升高到1.22%,損失率為1.07%;綜合上述分析表明,上清選篩篩孔開度對玉米籽粒聯合收獲機清選作業質量影響較大,上清選篩篩孔開度15~25 mm是滿足玉米籽粒收獲機清選作業要求的較優作業區間。
3 正交試驗
3.1 試驗設計
為進一步尋求玉米籽粒收獲機清選作業參數最優配比組合,探究作業參數對試驗指標的交互作用和影響規律,開展玉米籽粒收獲機清選作業參數正交試驗研究,試驗采用二次回歸正交組合設計方案[19],以籽粒含雜率y1和籽粒損失率y2為試驗指標,各試驗因素水平編碼如表2所示,正交試驗方案及結果如表3所示,x1、x2、x3為因素編碼值。

表2 試驗因素編碼Tab.2 Coding of test factors

表3 正交試驗方案與結果Tab.3 Orthogonal test scheme and results
3.2 回歸模型與分析
根據表3中正交試驗結果,進行三元二次回歸擬合計算[20],剔除不顯著項,回歸模型方差分析結果如表4所示。最終通過編碼轉換,得到玉米籽粒收獲機清選作業籽粒含雜率和籽粒損失率回歸模型分別為

(1)

(2)
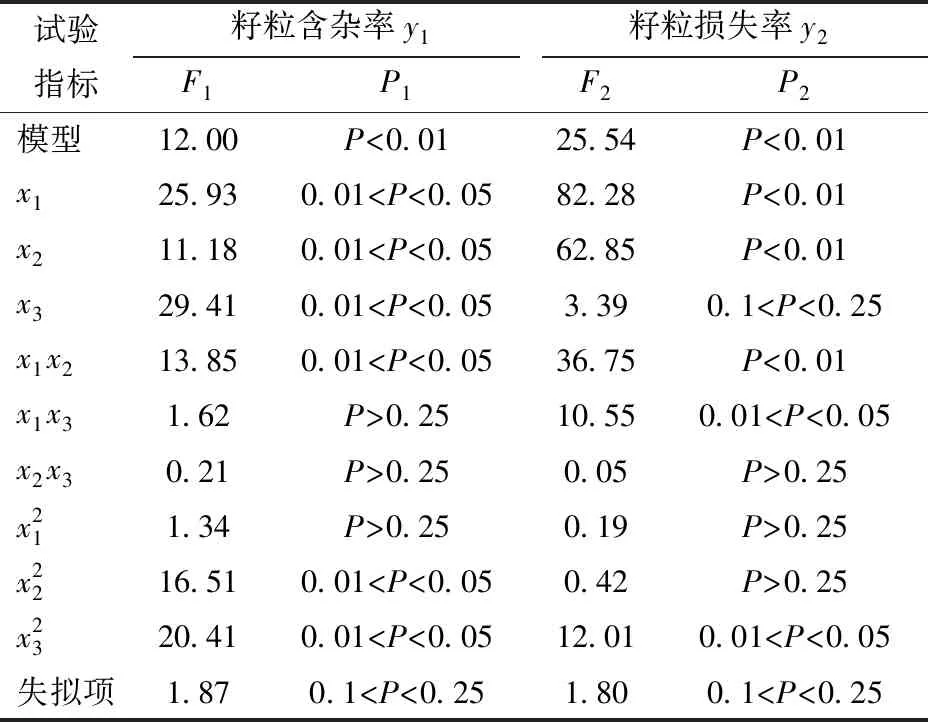
表4 回歸模型方差分析結果Tab.4 Regression model variance analysis results
注:P<0.05為顯著,P<0.01為極顯著,P>0.25為不顯著。
由表4可知,玉米籽粒含雜率y1和籽粒損失率y2回歸模型的顯著性水平P均小于0.01,結果表明2個回歸模型顯著性水平高,失擬項顯著性水平P均大于0.1,結果表明2個回歸模型擬合效果好。根據方差F可以判斷清選作業參數對籽粒含雜率、籽粒損失率的影響程度,對于籽粒含雜率y1,3個清選作業參數的影響程度由大到小依次為上清選篩篩孔開度、風機轉速、振動頻率。對于籽粒損失率y2,3個清選作業參數的影響程度由大到小依次為風機轉速、振動頻率、上清選篩篩孔開度,其中,上清選篩篩孔開度的顯著性較低。
3.3 響應面分析
根據正交試驗結果和回歸模型分析可知,玉米籽粒收獲機清選作業籽粒含雜率最優作業參數組合為:風機轉速1 000 r/min、振動頻率7 Hz、上清選篩篩孔開度20 mm,籽粒損失率最優作業參數組合為:風機轉速900 r/min、振動頻率6 Hz、上清選篩篩孔開度20 mm,基于上述最優參數組合,結合回歸模型,進行雙因素響應面分析,籽粒含雜率正交試驗響應面如圖7所示,籽粒損失率正交試驗響應面如圖8所示。

圖7 籽粒含雜率正交試驗響應曲面Fig.7 Orthogonal test response surfaces of corn impurity rate
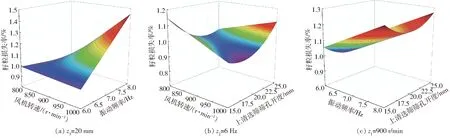
圖8 籽粒損失率正交試驗響應曲面Fig.8 Orthogonal test response surfaces of corn loss rate
由圖7分析可知,風機轉速和振動頻率2個試驗因素對玉米含雜率存在交互作用,振動頻率和上清選篩篩孔開度對籽粒含雜率均存在二次作用,總體來看,風機轉速與籽粒含雜率呈負相關關系,振動頻率和上清選篩篩孔開度與籽粒含雜率呈先負后正相關關系,與單因素試驗趨勢基本吻合,綜合3個響應面的變化趨勢,籽粒含雜率最優作業參數組合的除雜效果顯著。
由圖8分析可知,風機轉速與振動頻率、上清選篩篩孔開度對玉米籽粒損失率均存在交互作用,風機轉速與振動頻率的交互作用更為顯著,上清選篩篩孔開度對籽粒損失率存在二次作用,總體來看,風機轉速與籽粒損失率呈正相關關系,振動頻率與籽粒損失率呈正相關關系,上清選篩篩孔開度與籽粒損失率呈先負后正相關關系,與單因素試驗趨勢較為吻合,綜合3個響應面的變化趨勢,籽粒損失率最優作業參數組合的降損效果很顯著。
在玉米籽粒收獲機實際清選作業時,需滿足低含雜率、低損失率雙重要求,然而通過上述分析可知,籽粒含雜率和籽粒損失率的最優作業參數組合不同,并且二者隨作業參數的變化趨勢相反,因此,清選作業時需要結合實際作業需求,綜合考慮2個試驗指標,進行清選作業參數配比。本文參考文獻[21]中雙指標優化方法,設定籽粒含雜率和損失率對清選作業質量具有同等重要性,玉米籽粒收獲機清選作業綜合效果為
y=y1+y2
(3)
式中y——玉米籽粒聯合收獲機清選作業綜合指標,%
根據式(3)處理表3中正交試驗結果,可以得到玉米籽粒收獲機清選作業綜合指標,經加權計算發現清選作業綜合指標最優組合為:風機轉速900 r/min、振動頻率7 Hz、上清選篩篩孔開度20 mm,在此作業工況下,玉米籽粒收獲機清選作業清選作業綜合指標為1.58%,籽粒損失率為1.05%,籽粒含雜率為0.53%,滿足清選作業要求。
4 田間驗證試驗
根據玉米籽粒收獲機清選作業正交試驗結果,對最優作業參數組合開展田間驗證試驗,檢驗回歸模型及最優組合的可靠性,試驗選用吉林大學研制的4YZ-6型單縱軸流玉米籽粒收獲機,該機型結構與本文所用試驗樣機相同,試驗地點為吉林大學農業試驗基地,玉米品種為飛天358,試驗季節玉米籽粒含水率為30.48%,如圖9所示。

圖9 田間驗證試驗Fig.9 Validation test in field
試驗分別以籽粒含雜率最優組合、籽粒損失率最優組合和清選作業綜合指標最優組合為玉米籽粒聯合收獲機清選作業參數匹配依據,按照農業部推廣鑒定大綱DG/T 015—2016《自走式玉米收獲機》進行田間試驗,試驗田玉米株距為34 cm,行距為60 cm,作業行進速度為2 km/h,喂入量為6 kg/s,脫粒滾筒轉速為450 r/min,脫粒間隙為50 mm,共包括3組,每組試驗重復10次,每次作業距離為200 m,試驗結果取平均值,田間驗證試驗結果如表5所示。

表5 田間驗證試驗結果Tab.5 Results of validation test in field %
由表5分析可知,由于玉米籽粒收獲機受到田間作業條件的影響,在3組試驗中,試驗值普遍略大于預測值。基于籽粒含雜率最優作業參數組合試驗結果表明,在此工況條件下,籽粒含雜率的試驗值為0.57%,在3組試驗中含雜率水平最低,試驗值與預測值的相對誤差為5.56%,誤差較小,模型可靠;基于籽粒損失率最優作業參數組合試驗結果表明,在此工況條件下,籽粒損失率的試驗值為1.03%,在3組試驗中損失率水平最低,試驗值與預測值的相對誤差為5.10%,誤差較小,模型可靠;基于清選作業綜合指標最優作業參數組合試驗結果表明,在此工況條件下,籽粒含雜率和籽粒損失率的試驗值均不是最低的,但其綜合指標試驗值為1.82%,在3組試驗中綜合水平最低,綜合指標的試驗值與預測值的相對誤差為4.60%,誤差較小,模型可靠。
5 結論
(1)玉米籽粒收獲機清選作業參數較優水平區間為風機轉速800~1 000 r/min,振動頻率6~8 Hz,上清選篩篩孔開度15~25 mm。
(2)玉米籽粒收獲機清選作業籽粒含雜率最優作業參數組合為風機轉速1 000 r/min,振動頻率7 Hz,上清選篩篩孔開度20 mm;籽粒損失率最優作業參數組合為風機轉速900 r/min,振動頻率6 Hz,上清選篩篩孔開度20 mm;清選作業綜合指標最優作業參數組合為風機轉速900 r/min,振動頻率7 Hz,上清選篩篩孔開度20 mm。
(3)得到玉米籽粒收獲機清選作業籽粒含雜率、籽粒損失率和綜合指標的回歸模型。田間驗證試驗結果表明,籽粒含雜率相對誤差為5.56%,籽粒損失率相對誤差為5.10%,綜合指標相對誤差為4.60%,最優作業參數組合表現良好,且回歸模型可靠。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
