基于區(qū)域的快速卷積神經(jīng)網(wǎng)絡(luò)的焊縫TOFD檢測缺陷識別
2019-07-25 09:38:08
無損檢測 2019年7期
(1.寧波市特種設(shè)備檢驗研究院,寧波315048;2.南昌航空大學(xué) 無損檢測教育部重點(diǎn)實驗室,南昌 330063)
超聲衍射時差法(Time of Flight Diffraction,TOFD)可用于缺陷類型識別及尺寸的測量,是應(yīng)用最廣的焊縫檢測方法之一。鑒于焊縫的組織結(jié)構(gòu)、缺陷形態(tài)、檢測條件及噪聲干擾的復(fù)雜性,在焊縫超聲TOFD-D掃描中,缺陷的圖像具有特征復(fù)雜、位置隨機(jī)、干擾嚴(yán)重等特點(diǎn)。再者,受檢測人員能力和主觀局限性的影響,在對D掃描圖像進(jìn)行缺陷類型的識別時,存在檢測效率低、檢測結(jié)果爭議大、可靠性低等問題。傳統(tǒng)機(jī)器識別首先需增強(qiáng)圖像或信號的特征和設(shè)計數(shù)學(xué)模型提取特征,再設(shè)計神經(jīng)網(wǎng)絡(luò),并基于特征進(jìn)行訓(xùn)練,最后實現(xiàn)機(jī)器的自動識別。遲大釗、盛朝陽等[1-2]通過圖像處理技術(shù)提高了焊縫缺陷D掃描圖像的分辨率與可讀性;陳振華等[3]提出了基于直通波及BP神經(jīng)網(wǎng)絡(luò)的近表面缺陷自動檢測分類法;林乃昌等[4]基于Gabor小波提取特征的TOFD圖像缺陷自動定性的方法對焊縫缺陷進(jìn)行檢測。CRUZ等[5]通過離散傅里葉法、小波包技術(shù)及余弦變換提取焊縫超聲檢測信號特征,構(gòu)建了多層感知器對信號特征的分類識別。LIU等[6]采用提取點(diǎn)焊焊核多次反射波信號的小波包分解系數(shù),并訓(xùn)練BP神經(jīng)網(wǎng)絡(luò)實現(xiàn)對完好焊核、焊核脫黏、弱結(jié)合、氣孔的自動分類識別。盡管常規(guī)神經(jīng)網(wǎng)絡(luò)結(jié)合特征提取可用于自動缺陷識別、部分解決人工識別的問題,但在具體實踐中還是面臨特征選擇及優(yōu)化難、理論分析困難、需要經(jīng)驗和技巧等問題[7]。
深度學(xué)習(xí)網(wǎng)絡(luò)在圖像、聲音、文本等數(shù)據(jù)識別中獲得了廣泛的應(yīng)用并取得了良好的識別效果,具有隱層數(shù)多、自動學(xué)習(xí)和特征提取的特點(diǎn)[8-9]。MENG等[10]提取了碳纖維復(fù)合材料超聲檢測信號的小波系數(shù)特征,并采用深度學(xué)習(xí)網(wǎng)絡(luò)提取更深層特征圖,據(jù)此對孔洞、分層缺陷信號進(jìn)行分類,還將其應(yīng)用于C掃描和三維掃描特征的前期處理中,獲得能夠表現(xiàn)缺陷類型、深度的掃描圖像。GIRSHICK等[11]于2014年提出了基于區(qū)域的卷積神經(jīng)網(wǎng)絡(luò)法(RCNN),該方法是基于區(qū)域提議識別的典型方案。在此基礎(chǔ)上,基于區(qū)域的快速卷積神經(jīng)網(wǎng)絡(luò)(Faster RCNN)利用CNN網(wǎng)絡(luò)提取圖像特征,通過構(gòu)建精巧的區(qū)域網(wǎng)絡(luò)降低了計算時間,使實時識別成為可能[12-14]。Faster RCNN網(wǎng)絡(luò)識別結(jié)果對于目標(biāo)圖像的平移、比例縮放、傾斜或者其他形式的變形具有高度的不變性,有望用于易受檢測條件影響、結(jié)構(gòu)復(fù)雜的焊縫超聲TOFD-D掃描圖像中缺陷類型的自動識別。
筆者分析了焊縫缺陷的超聲TOFD-D掃描圖像特征,揭示了圖像特征與缺陷輪廓的關(guān)系;構(gòu)建了Faster RCNN神經(jīng)網(wǎng)絡(luò)用于自動識別焊縫D掃描圖像的缺陷類型。在網(wǎng)絡(luò)訓(xùn)練過程中,提出了D掃描圖像樣本擴(kuò)展方法以豐富訓(xùn)練樣本、提高網(wǎng)絡(luò)的識別精度和魯棒性。此外,根據(jù)焊縫缺陷的分布特點(diǎn),優(yōu)化和改進(jìn)了建議框設(shè)置方法,以提高訓(xùn)練和識別效率。訓(xùn)練后的Faster RCNN網(wǎng)絡(luò)可實現(xiàn)缺陷類型的自動識別,具有優(yōu)良的識別率、魯棒性和抗干擾能力。
1 試樣制備及試驗方法
采集20塊Q235鋼板對接焊縫試樣的超聲TOFD-D掃描圖像作為圖像特征分析與網(wǎng)絡(luò)訓(xùn)練、驗證的樣本數(shù)據(jù),試樣編號為N01N20,試樣中縱波聲速為5 850 m·s-1。每塊焊縫試樣中有兩處以上的自然缺陷,類型包括氣孔、裂紋、夾渣、未焊透、未熔合等。設(shè)缺陷端部距試塊邊緣的距離為LF,缺陷長度為fL,缺陷深度為fh,試樣厚度為T。兩參數(shù)相同的超聲TOFD專用探頭以焊縫軸線對稱分布于焊縫兩側(cè),并沿焊縫延伸方向做D掃描成像,試樣結(jié)構(gòu)及試驗方法示意如圖1所示。
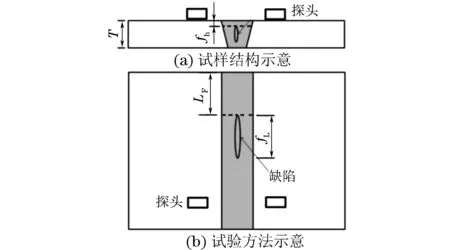
圖1 試樣結(jié)構(gòu)及試驗方法示意
為了通過較少的試樣獲得盡量多的圖像樣本,采用兩種檢測探頭及不同的探頭間距(PCS)對缺陷進(jìn)行多次掃描成像,獲得噪聲、分辨率、縮放比有一定差異的相同試樣(缺陷)的多幅TOFD-D掃描圖像。探頭頻率及晶片尺寸分別為5 MHz,φ6.34 mm和10 MHz,φ3 mm;斜楔角度分別為45°,60°,70°;兩種探頭在安裝楔塊后的延時均為2.75 μs。
2 缺陷的TOFD-D掃描圖像特征分析
2.1 檢測頻率及斜楔角度對缺陷D掃描圖像的影響
采用5 MHz 60°(頻率為5 MHz,楔塊角度為60°)探頭、PCS為55 mm及10 MHz 70°探頭、PCS為70 mm,提取N9試樣的缺陷D掃描圖像;N9試樣厚度T為20 mm,焊縫含有氣孔(LF=35.5 mm,fL=17 mm,fh=12 mm)及夾渣(LF=107.5 mm,fL=55 mm,fh=16 mm)缺陷。N9試樣在兩種檢測參數(shù)下的D掃描圖像如圖2所示,可見10 MHz 70°探頭在檢測條件下的缺陷D掃描圖像的分辨率明顯高于5 MHz 60°探頭的D掃描情況,10 MHz 70°探頭掃描圖像的噪聲顯得更為嚴(yán)重。此外,由于PCS的差異,兩種檢測條件下的D掃描圖像縮放比例也不相同,10 MHz 70°探頭檢測圖像的相對壓縮比例更大。然而,盡管兩種檢測條件下的信噪比、分辨率、長寬比存在差異,但兩種缺陷的輪廓特征基本一致,夾渣圖像特征(D掃描長度135 mm附近)為曲率和尺寸較大的拋物線條紋和直線條紋的組合,氣孔(D掃描長度40 mm附近)則為尺寸較小且端部更尖銳的拋物線條紋。
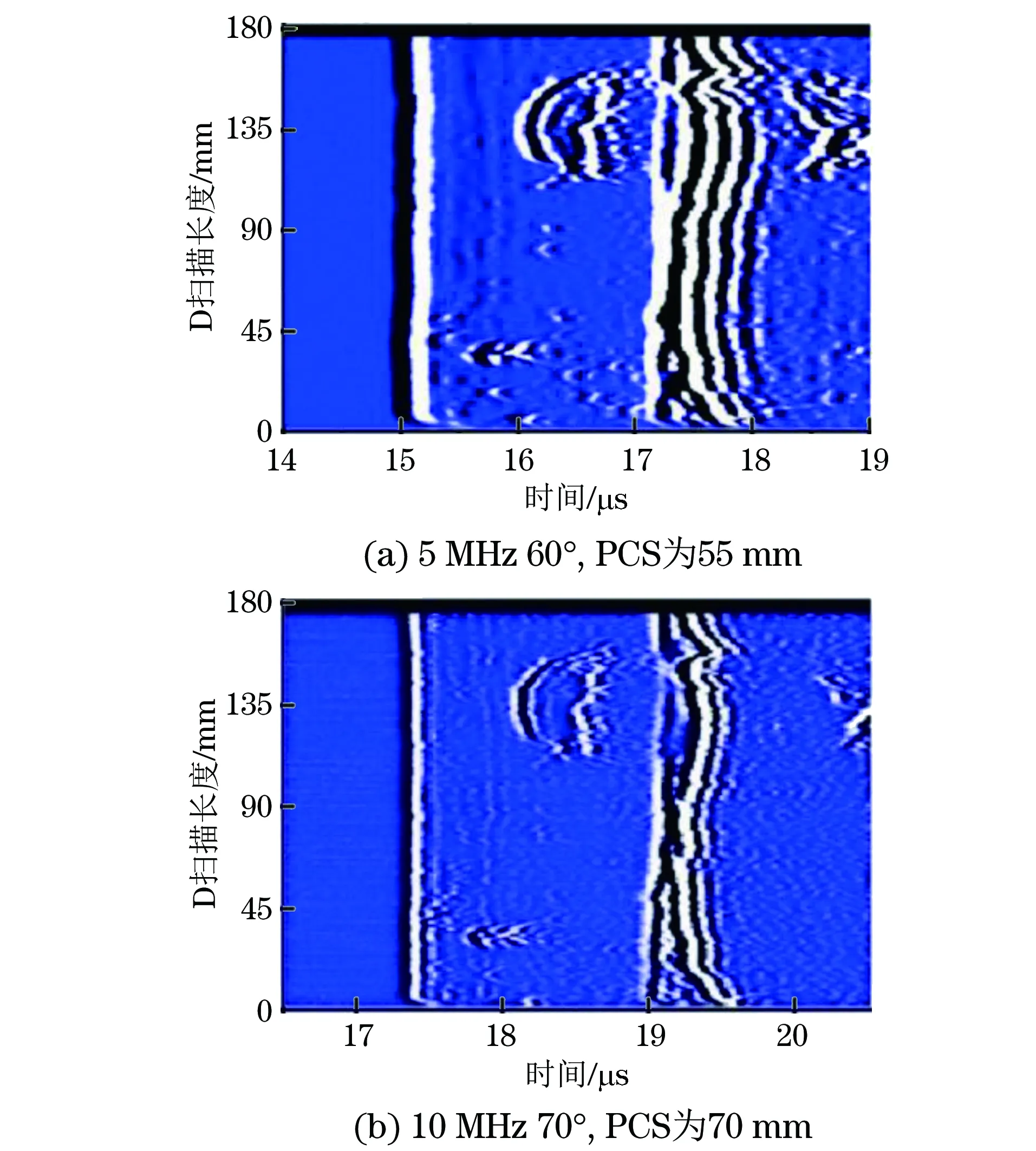
圖2 試樣N9在兩種檢測參數(shù)下的D掃描圖像

圖3 試樣N1的根部未焊透D掃描圖像
2.2 焊縫缺陷的D掃描圖像特征分析
母材金屬未熔化導(dǎo)致焊縫金屬沒有進(jìn)入接頭根部形成未焊透,未焊透減少了焊縫的有效面積,使接頭強(qiáng)度下降。圖3是從試樣N1提取的根部未焊透D掃描圖像,可見其特征條紋接近底面且呈無規(guī)則長條形,底面反射波條紋中斷并呈現(xiàn)向右凸出的拋物線形狀。圖像產(chǎn)生的原因是焊縫根部未填滿焊液而形成缺口,使母材處的反射波傳播路徑變長,底面波時域信號向后延時導(dǎo)致TOFD圖像條紋向右側(cè)外凸。
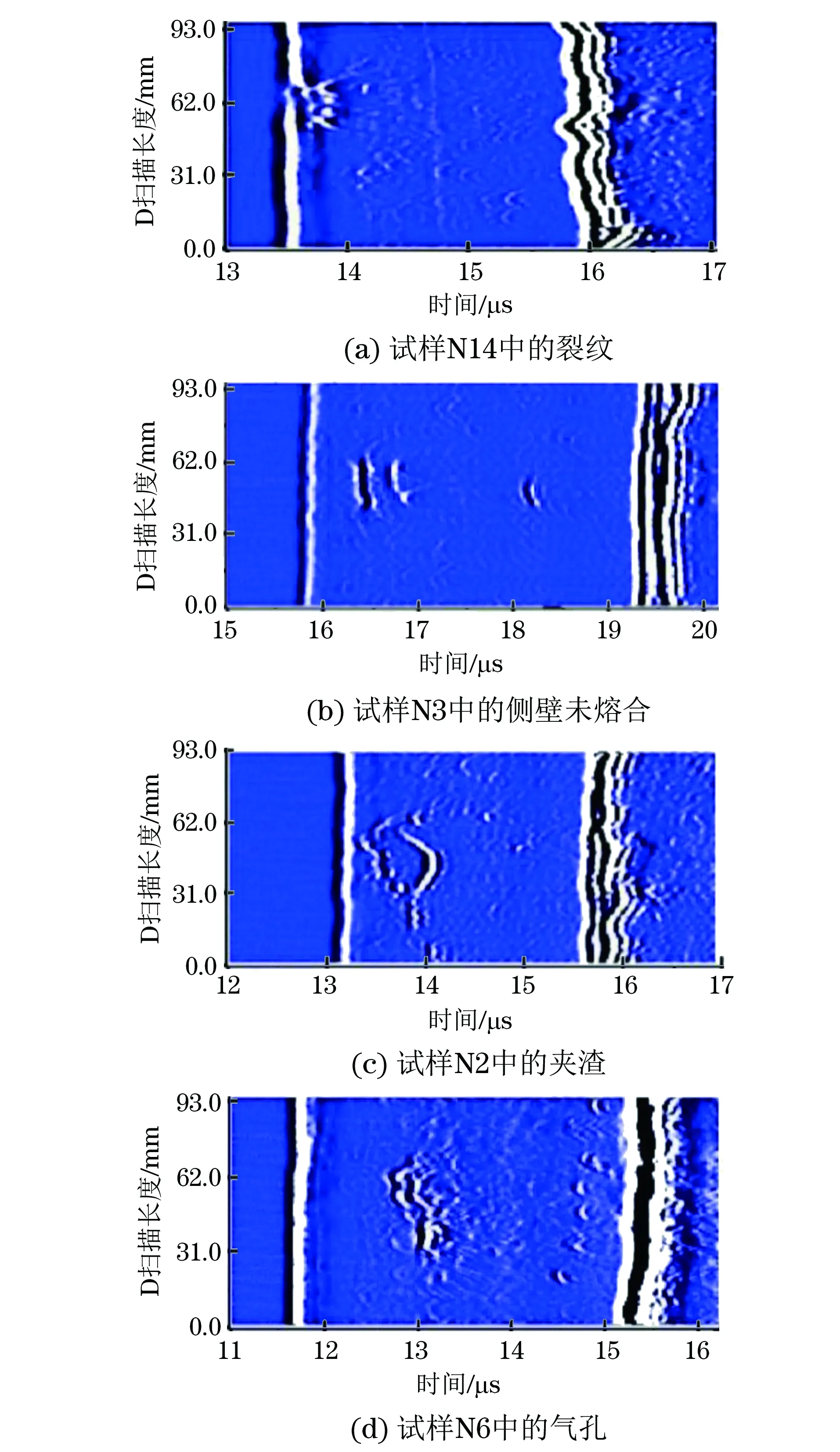
圖4 不同試樣的夾渣、氣孔、裂紋及側(cè)壁未熔合的D掃描圖像
裂紋和未熔合是兩種典型的焊縫面型缺陷,裂紋因具有尖銳的端部及任意走向而成為危害性最大的焊縫缺陷。圖4(a),4(b)分別為試樣N14中裂紋及試樣N3中側(cè)壁未熔合的D掃描圖像,裂紋D掃描圖像由開口朝向底面的尖銳拋物線條紋組成,多個分支裂紋尖端在D掃描圖上表現(xiàn)為多個分散的尖銳拋物線條紋[見圖4(a)];而具有一定方向且連續(xù)的側(cè)壁未熔合缺陷的上下兩端點(diǎn)在D掃描圖上表現(xiàn)為兩條平行于掃查方向的短直條紋[見圖4(b)]。夾渣、氣孔是典型的焊縫體積型缺陷,其危害性一般低于面積型缺陷。圖4(c),4(d)為試樣N2中夾渣及N6中氣孔的D掃描圖;其中,夾渣D掃描條紋呈向右凸的拋物線,左側(cè)開口處出現(xiàn)與夾雜粗糙表面相關(guān)的無規(guī)則、不連續(xù)的條紋;圖4(d)是氣孔缺陷的D掃描圖,由于氣孔端面圓潤且不會在焊縫深度方向自由擴(kuò)散,氣孔圖像的拋物線尖端比裂紋平緩。此外,由圖4(a)及4(d)對比可知,裂紋D掃描的拋物線尖端比氣孔的更為尖銳。對其他試樣中的缺陷類型進(jìn)行分析,均顯示了相似的缺陷圖像特征。超聲TOFD檢測的D掃描圖像與缺陷幾何形狀密切相關(guān),通過D掃描圖像分析可區(qū)分缺陷類型;但由于特征結(jié)構(gòu)復(fù)雜多變,人工識別存在效率低、受主觀因素影響大的缺點(diǎn)。
3 圖像識別網(wǎng)絡(luò)結(jié)構(gòu)及訓(xùn)練方法
Faster RCNN圖像識別系統(tǒng)由特征圖提取網(wǎng)絡(luò)VGG16、區(qū)域提議網(wǎng)絡(luò)RPN(Regional Proposal Network)以及Fast RCNN檢測網(wǎng)絡(luò)構(gòu)成。VGG16網(wǎng)絡(luò)基于卷積和池化方法提取特征參數(shù),具有16層的深度。數(shù)據(jù)特征抽象化隨著卷積層的加深越來越顯著,最后一個卷積層可輸出用于區(qū)分目標(biāo)類型的512維特征圖(Feature Map),目標(biāo)圖像在特征圖上具有很好的區(qū)分性。RPN網(wǎng)絡(luò)和Fast RCNN檢測網(wǎng)絡(luò)均可基于VGG16輸出的特征圖進(jìn)行區(qū)域提議及自動識別。超聲TOFD-D掃描圖像自動識別的Faster RCNN網(wǎng)絡(luò)結(jié)構(gòu)框圖如圖5所示,VGG16網(wǎng)絡(luò)輸出圖像特征圖經(jīng)共享卷積層輸入至RPN網(wǎng)絡(luò)進(jìn)行區(qū)域提議(Region Proposal),提議框經(jīng)非極大值抑制NMS算法降低冗余后,輸出至Fast RCNN檢測網(wǎng)絡(luò)中的ROI pooling池化層,該池化網(wǎng)絡(luò)根據(jù)RPN輸出的區(qū)域提議框信息對每張圖像的區(qū)域提議特征圖(由共享卷積層輸入)進(jìn)行下采樣,將各提議框中的目標(biāo)圖像特征“裁剪”至相同維度后輸入至Fast RCNN檢測網(wǎng)絡(luò)的全連接層進(jìn)行分類識別,識別結(jié)果包括提議框中缺陷類型的得分(置信度01)及該缺陷提議框的修正。
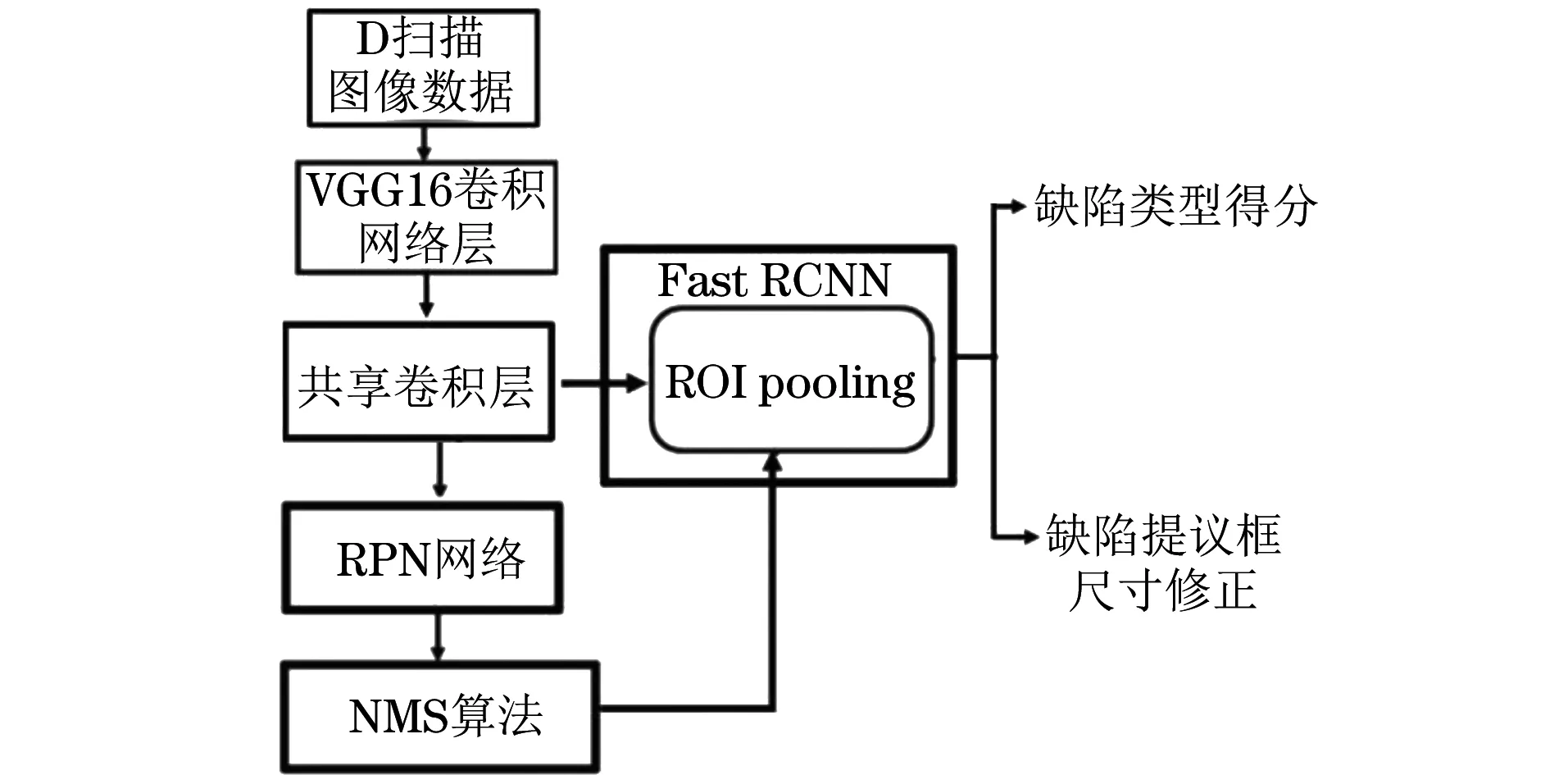
圖5 Faster RCNN網(wǎng)絡(luò)結(jié)構(gòu)框圖

圖6 RPN網(wǎng)絡(luò)及Fast RCNN檢測網(wǎng)絡(luò)結(jié)構(gòu)框圖
圖6(a)為RPN網(wǎng)絡(luò)結(jié)構(gòu)框圖,通過共享卷積層的3窗口對VGG16輸出的特征圖進(jìn)行滑動卷積掃描,獲得512維特征矩陣,輸入至目標(biāo)預(yù)測和坐標(biāo)預(yù)測回歸網(wǎng)絡(luò)中。目標(biāo)預(yù)測和坐標(biāo)預(yù)測回歸網(wǎng)絡(luò)可輸出與原始圖形某位置對應(yīng)的缺陷置信度及提議框修正,包括:① 通過目標(biāo)/背景預(yù)測網(wǎng)絡(luò)可輸出k種(一般k=9,包括3種寬高比為1…1,1…2,2…1及3種像素尺度為128,256,512)區(qū)域提議矩形框為背景或缺陷的2個置信度(01),共2k個預(yù)測輸出;② 通過坐標(biāo)預(yù)測網(wǎng)絡(luò)輸出對這k個區(qū)域提議框的位置及尺寸的修正量[dx,dy,w,h],其中[dx,dy]、[w,h]分別表示矩形提議框包圍缺陷時,其中心位置的偏移量及矩形框尺寸的縮放比修正(w為寬度縮放,h為高度縮放),共4k個輸出。輸出的區(qū)域提議框大多置信度較低且存在重疊,需經(jīng)NMS算法進(jìn)行去冗余計算。NMS算法通過設(shè)定置信度極大值的個數(shù),可使每張D掃描圖有2 000個區(qū)域提議框,大大減少了特征提取計算量、提高了訓(xùn)練和識別速度。圖6(b)顯示Fast RCNN 檢測網(wǎng)絡(luò)結(jié)構(gòu)框圖,ROI pooling網(wǎng)絡(luò)根據(jù)區(qū)域提議信息對來自于共享卷積層的特征圖進(jìn)行下采樣,生成7】維的特征,每個建議框內(nèi)的特征均對應(yīng)了一個7】·12維度的特征矩陣,作為全連接層的輸入,經(jīng)全連接層輸出4 096維特征向量,分類訓(xùn)練后可輸出:① 目標(biāo)得分,即該目標(biāo)提議框內(nèi)某類缺陷的可能性(01);② 目標(biāo)對象(缺陷)所在提議框的修正,用2個平移和2個縮放共4個參數(shù)表示。
RPN網(wǎng)絡(luò)和Fast-RCNN網(wǎng)絡(luò)都需要采用VGG16網(wǎng)絡(luò)提取特征圖進(jìn)行初始化,F(xiàn)aster RCNN圖像識別系統(tǒng)的具體訓(xùn)練方法分為以下4步。
(1) VGG16預(yù)訓(xùn)練,采用包含1 400萬幅圖像的ImageNet數(shù)據(jù)集(Large Scale Visual Recognition Competition所采用的數(shù)據(jù)集)對VGG16網(wǎng)絡(luò)進(jìn)行預(yù)訓(xùn)練,使網(wǎng)絡(luò)具備提取圖片的邊緣輪廓、局部能量等特征的能力。
(2) RPN單獨(dú)訓(xùn)練,用D掃描圖像構(gòu)建圖像訓(xùn)練集,但D掃描圖像與預(yù)訓(xùn)練圖像集ImageNet無論是類別、數(shù)量還是圖像樣式都存在很大的差別。在用D掃描圖像集訓(xùn)練RPN網(wǎng)絡(luò)時,直接用上一步預(yù)訓(xùn)練的VGG16初始化RPN,使用反向傳播算法及D掃描圖像對區(qū)域提議網(wǎng)絡(luò)進(jìn)行調(diào)優(yōu),使網(wǎng)絡(luò)具備區(qū)分D掃描圖像背景和目標(biāo)的能力。
(3) Faster RCNN單獨(dú)訓(xùn)練,Faster RCNN檢測網(wǎng)絡(luò)也利用VGG16預(yù)訓(xùn)練模型初始化,使該網(wǎng)絡(luò)具備分類識別ImageNet圖像類型的能力。通過預(yù)先標(biāo)記的D掃描圖像,利用反向傳播法對該檢測網(wǎng)絡(luò)進(jìn)行微調(diào)。
(4) RPN和Faster RCNN聯(lián)合訓(xùn)練,分別單獨(dú)訓(xùn)練RPN網(wǎng)絡(luò)及Fast RCNN網(wǎng)絡(luò),并不能實現(xiàn)卷積網(wǎng)絡(luò)的參數(shù)共享。聯(lián)合訓(xùn)練方法如下:首先利用Fast RCNN檢測網(wǎng)絡(luò)初始化RPN網(wǎng)絡(luò),并固定共享深度卷積層,對RPN網(wǎng)絡(luò)的專有部分進(jìn)行調(diào)優(yōu)(Fine-tuning),這樣兩個網(wǎng)絡(luò)就共享了深度卷積層;最后,固定共享的卷積層,對Fast RCNN的專有層(全連接層)進(jìn)行調(diào)優(yōu)。這樣,兩個網(wǎng)絡(luò)就共享了卷積層并形成了一個聯(lián)合的網(wǎng)絡(luò)。
4 網(wǎng)絡(luò)優(yōu)化及識別效果分析
4.1 樣本擴(kuò)展及建議框優(yōu)化
材料的幾何形狀、焊縫組織結(jié)構(gòu)和檢測環(huán)境容易使D掃描圖中出現(xiàn)噪聲條紋和界面波條紋,這些條紋容易與缺陷條紋混淆,降低檢測效率和準(zhǔn)確性。為使算法更有效地區(qū)分缺陷圖像、界面波條紋及噪聲條紋,在識別時,這些條紋可看作缺陷的背景[15]。網(wǎng)絡(luò)訓(xùn)練過程應(yīng)先采用ImageNet樣本集對網(wǎng)絡(luò)進(jìn)行預(yù)訓(xùn)練,使網(wǎng)絡(luò)具備初步的目標(biāo)圖像的識別能力,再采用焊縫的D掃描圖像對網(wǎng)絡(luò)進(jìn)行訓(xùn)練調(diào)優(yōu)。由于焊縫試樣有限、D掃描檢測圖像樣本較少,而調(diào)優(yōu)訓(xùn)練樣本較少易導(dǎo)致過擬合。因此,應(yīng)采用試驗方法擴(kuò)充D掃描圖像樣本。① 對同一試樣進(jìn)行多檢測參數(shù)(探頭頻率、楔塊角度、PCS)的超聲TOFD-D掃描,獲得多個訓(xùn)練樣本圖像;② 采用相反的掃描方向進(jìn)行D掃描成像,獲得兩幅方向相反、特征相同的掃描圖像。圖像擴(kuò)充方法不僅有利于擴(kuò)充訓(xùn)練集、避免過擬合,還可增強(qiáng)系統(tǒng)的抗噪聲能力和魯棒性。經(jīng)擴(kuò)展后的缺陷圖像樣本共537張(提取自20塊焊縫試樣、70個典型焊縫缺陷、7~8種檢測參數(shù));其中,207張圖像用作網(wǎng)絡(luò)調(diào)優(yōu)的訓(xùn)練集,129張圖像作為驗證集,201張圖像用作測試集。上述訓(xùn)練集、測試集、驗證集分別用于訓(xùn)練網(wǎng)絡(luò)權(quán)值、測試最終的網(wǎng)絡(luò)性能、調(diào)整學(xué)習(xí)速率(權(quán)值調(diào)整步進(jìn))和停止訓(xùn)練。此外,驗證集還用于調(diào)整學(xué)習(xí)速率,當(dāng)整個網(wǎng)絡(luò)對驗證集擬合程度較差時應(yīng)調(diào)大學(xué)習(xí)速率,而擬合較好時則調(diào)小學(xué)習(xí)速率,直到網(wǎng)絡(luò)在驗證集上的誤差達(dá)到一定閾值時停止訓(xùn)練。
圖片像素越高,可提取的細(xì)節(jié)特征越多,但面臨的計算量也將顯著增大。試驗表明:RPN網(wǎng)絡(luò)矩形建議框在圖像寬度(深度)范圍內(nèi)分布600像素即可滿足要求。根據(jù)缺陷D掃描圖像特征統(tǒng)計顯示,缺陷圖像寬高比一般為1…1和2…1兩種。因此,為了進(jìn)一步降低訓(xùn)練和識別時間,在RPN網(wǎng)絡(luò)訓(xùn)練中設(shè)置初始目標(biāo)框架寬高比為1…1和2…1,即考慮到寬度方向的像素<600,圖像中任意位置的區(qū)域提議框尺寸為128×128,256×256,256×128,512256共4種,即k=4,目標(biāo)建議框示意如圖7所示。
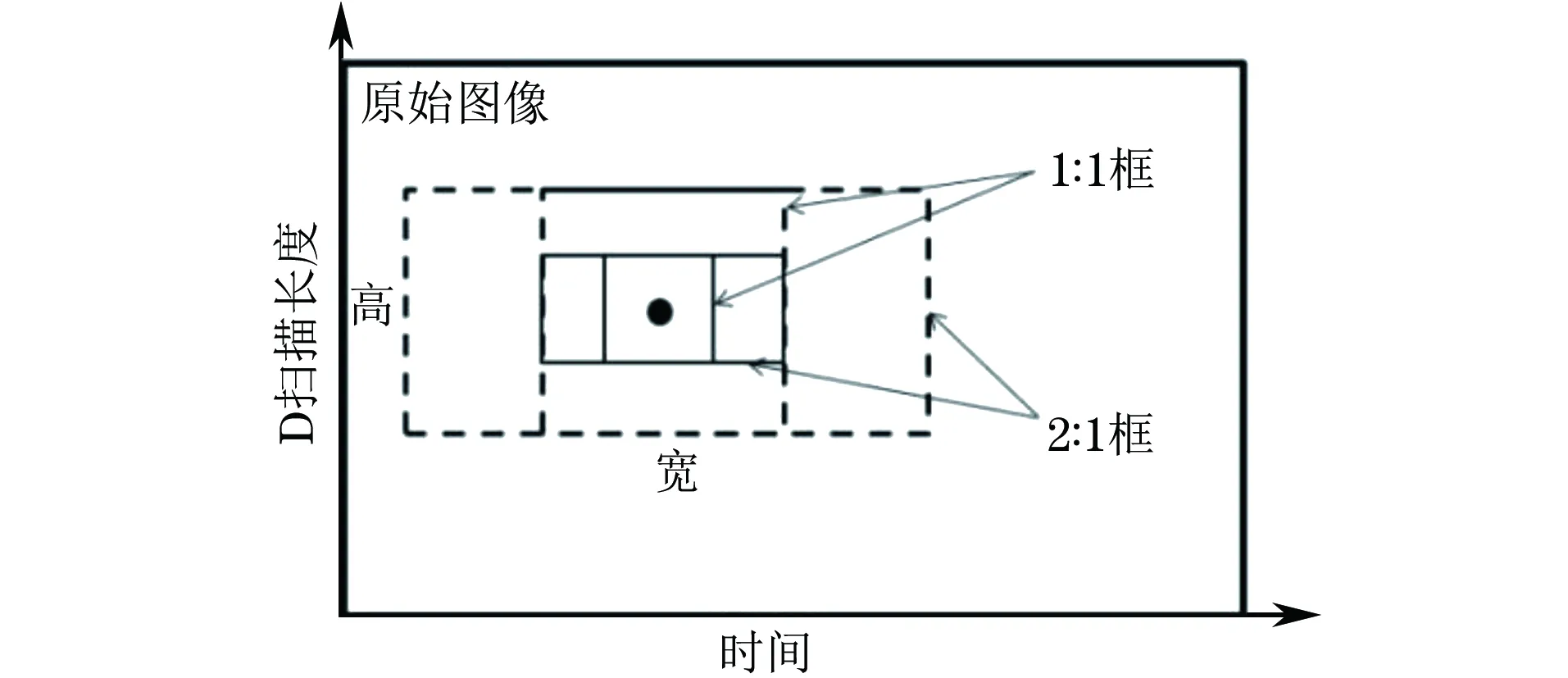
圖7 目標(biāo)建議框示意
需要注意的是,目標(biāo)預(yù)測網(wǎng)絡(luò)輸出1…1和2…1兩種寬高比的框架,在經(jīng)RPN網(wǎng)絡(luò)中的坐標(biāo)預(yù)測回歸網(wǎng)絡(luò)調(diào)整位置和縮放比后,最終的框架寬高比可能為任何比例,但其寬度方向的像素保持為小于或等于600。
4.2 識別效果分析
Faster RCNN網(wǎng)絡(luò)對焊縫缺陷識別的效果如圖8所示,設(shè)定建議框顏色,區(qū)分缺陷類型,夾渣為黃色、氣孔為綠色、未焊透為白色、未熔合為灰色、裂紋為紅色,建議框的左上角顯示缺陷類型及置信度(01)。圖8為N6試樣在5 MHz 70°和10 MHz 70°探頭檢測條件下的D掃圖像的Faster RCNN識別效果。圖8(a)、8(b)為含裂紋及氣孔焊縫試樣的D掃描識別效果,兩種檢測條件下裂紋的識別置信度均達(dá)到1,氣孔的置信度則有0.11的差異;圖8(c)、8(d)為含氣孔及未熔合的焊縫D掃描識別效果,兩種試驗條件下的缺陷識別效果相同,均達(dá)到最高為1的置信度。識別結(jié)果表明:由檢測參數(shù)引起的D掃描圖像的細(xì)節(jié)差異對識別效果的影響較小,F(xiàn)aster-RCNN方法具有很好的缺陷識別能力、魯棒性及抗干擾能力。
由于Faster RCNN方法的識別結(jié)果是提議框中某類缺陷的置信度,因此設(shè)置信度高于0.7時為該類缺陷,低于0.7則為無法識別。設(shè)識別率R為該類缺陷被正確識別數(shù)與該類缺陷驗證樣本數(shù)的比值。表1列出了各類缺陷的識別效果統(tǒng)計,除48個氣孔樣本中有1個被誤識為裂紋外,其余缺陷均未被誤識。
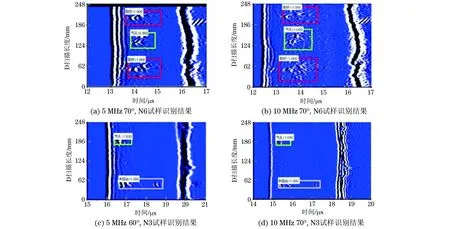
圖8 Faster RCNN網(wǎng)絡(luò)對焊縫缺陷識別的效果
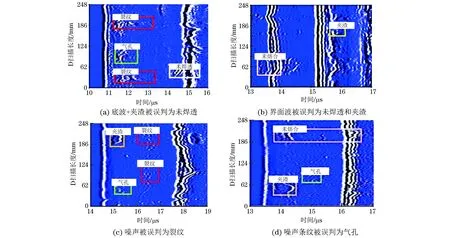
圖9 識別錯誤結(jié)果分析
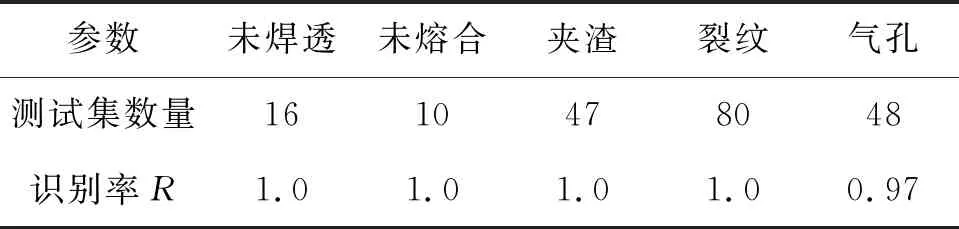
表1 各類缺陷識別效果統(tǒng)計
需要注意的是,驗證樣本中出現(xiàn)了噪聲條紋和界面波被誤識為缺陷的情況。表2顯示有2個噪聲條紋樣本和2個界面波樣本被誤識為未焊透,7個界面波樣本被誤識為夾渣,4個噪聲條紋樣本被誤識為氣孔,未熔合無誤識。
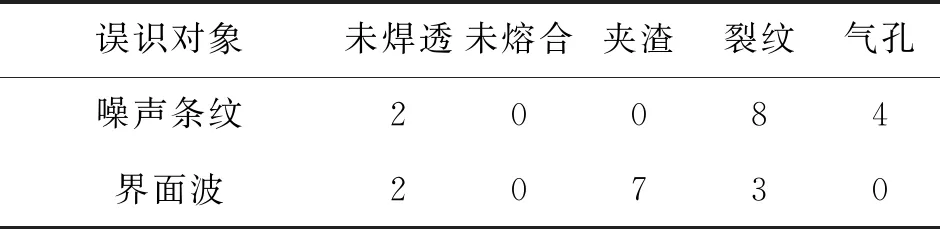
表2 缺陷誤識數(shù)統(tǒng)計
圖9(a)顯示白色提議框框住了缺陷與底波,被誤判為未焊透;圖9(b)顯示白色提議框框住了直通波,被誤識為未焊透,黃色提議框框住了底波條紋附近的噪聲干擾,被誤識為夾渣;圖9(c)中紅色建議框中的噪聲條紋被誤識為裂紋;圖9(d)中由綠色提議框框住的噪聲條紋被誤認(rèn)為是氣孔。實際識別中,可通過分析缺陷位置的分布特點(diǎn)來避免由界面波引起的誤識。然而,很難判斷噪聲條紋引起的裂紋及氣孔,因此識別前,信號及圖像的去噪是非常必要的。
5 結(jié)論
(1) 分析焊縫典型缺陷,如裂紋、氣孔、夾渣、未焊透、未熔合的超聲TOFD-D掃描圖像特征,發(fā)現(xiàn)缺陷的幾何形狀與D掃描圖像密切相關(guān),通過圖像特征可識別缺陷類型。
(2) 基于多層卷積神經(jīng)網(wǎng)絡(luò)輸出D掃描圖像特征,輸入至區(qū)域提議網(wǎng)絡(luò)和檢測分類網(wǎng)絡(luò)構(gòu)成Faster RCNN網(wǎng)絡(luò),并對圖像樣本及建議框范圍進(jìn)行優(yōu)化配置,經(jīng)訓(xùn)練后可實現(xiàn)缺陷類型的自動識別,并具有較高的識別率、魯棒性及抗干擾能力。
(3) 缺陷自動識別網(wǎng)絡(luò)的識別效果顯示:各類缺陷間的識別和區(qū)分能力較好,由界面波及背景噪聲形成的干擾條紋對裂紋及氣孔的識別有一定影響;界面波可通過識別區(qū)域的位置避免誤識;而對于噪聲干擾,則建議對圖像進(jìn)行識別前的濾噪處理。
基于Faster-RCNN的焊縫TOFD掃描圖像缺陷類型的自動識別技術(shù),可有效提高對焊縫典型缺陷類型識別的效率和準(zhǔn)確性,對于降低檢測人員主觀因素干擾和工作強(qiáng)度具有重要的應(yīng)用價值。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
