基于PLC的腳輪軸承自動裝配機及控制系統設計
2019-07-22 01:58:14尹凌鵬殷小亮鄧玉娟鄭麗文張新星
軸承 2019年6期
尹凌鵬,殷小亮,鄧玉娟,鄭麗文,張新星
(1.衢州職業技術學院,浙江 衢州 324000;2.嘉興學院,浙江 嘉興 314000)
腳輪在工業搬運、醫療器械及日常生活中應用廣泛,據《2017—2023年中國腳輪行業產銷態勢及調查報告》顯示,2016—2017年我國腳輪行業需求量約81.92億個,行業銷售市場規模約241.63億元,同比(181.82億元)增長了32.9%[1]。腳輪行業市場需求在不斷增大,但是目前腳輪生產大多采用手工或半自動化的組裝方式,特別是腳輪中心軸承的裝配過程最為繁瑣,需要使用相應的工具進行人工組裝,效率低[2]。因此,設計了一種新型腳輪軸承自動裝配設備,以代替人工完成軸承裝配,包括自動入料、裝配、出料的整個工藝過程。
1 腳輪結構及腳輪軸承
腳輪包括活動型腳輪和固定型腳輪2種,主要由支架和單輪構成(圖1)。單輪裝在支架上,支架上預留有若干安裝孔,通過螺釘等使支架與設備相連接,腳輪通常安裝在設備底部,實現設備的靈活移動。
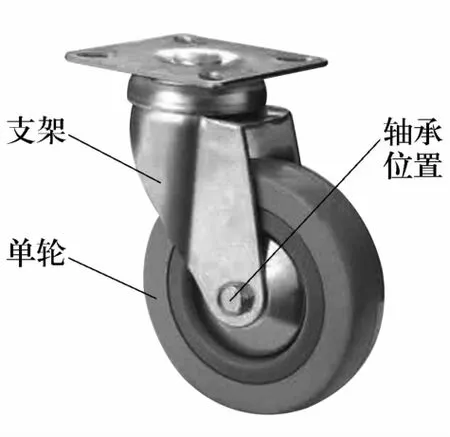
圖1 腳輪結構Fig.1 Structure of caster
腳輪軸承(圖2)安裝于單輪的軸承孔中,軸承與軸承座為過盈配合。一個單輪的軸承孔中可安裝2套并列的軸承。內圈為軸狀,2套軸承通常用擠壓的方式從兩側壓入單輪中心孔中,軸承裝入后兩內圈正好相抵,以防止腳輪工作時軸承偏斜。
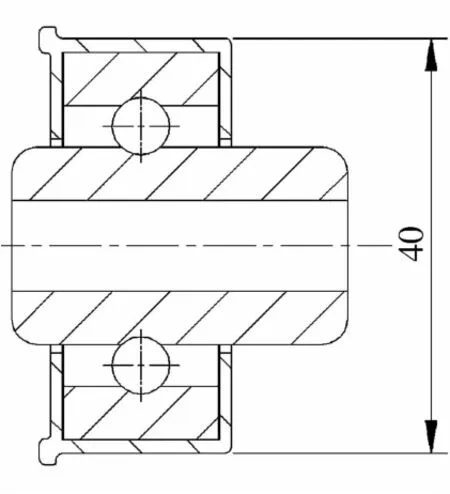
圖2 腳輪軸承剖面圖Fig.2 Profile of caster bearing
2 自動裝配機硬件
2.1 裝配機結構設計
設計的軸承自動裝配機結構如圖3所示,主要由單輪送料機構、軸承送料機構及安裝機構3個部分組成。單輪送料機構主要將單輪送入安裝位,通過振動盤將待安裝單輪送入單輪導軌,傳感器檢測安裝位有無單輪存在,如果沒有,則由氣缸控制單輪進入單輪安裝位。軸承送料機構為對稱的兩部分,每部分分別輸送一套軸承進入安裝位,傳感器檢測軸承安裝位有無軸承存在,如果沒有,則由氣缸控制軸承進入軸承安裝位。軸承和單輪都到達預置位置后,驅動同步液壓缸將軸承壓入單輪軸承座內。待液壓缸縮回桿到位后,氣缸將安裝完成的單輪從單輪安裝位推出,單輪軸承安裝完成,進入下一個循環。
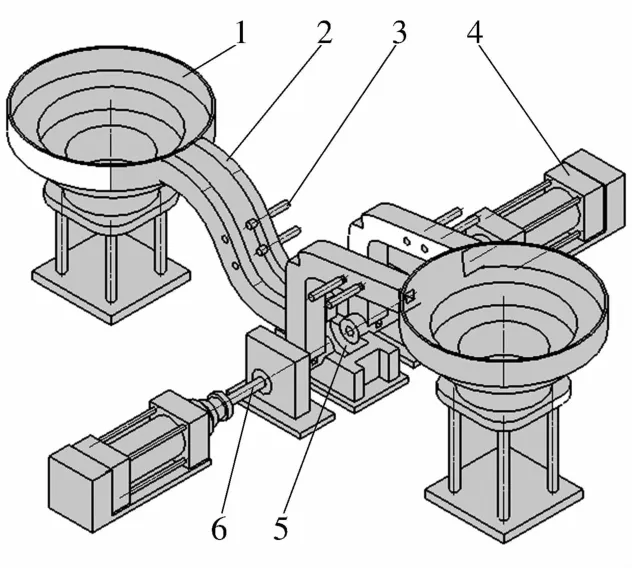
圖3 軸承自動裝配機結構圖Fig.3 Structure diagram of automatic assembly machine for bearing
2.2 PLC控制系統硬件設計
根據控制需要,設計裝配機控制系統硬件如圖4所示。設計PLC的輸入點數為24點,包括液壓缸動作限位開關(4點)、有無軸承供料檢測(2點)、有無單輪供料檢測(1點)、軸承及單輪安裝位檢測(3點)、氣缸動作限位(6點)、系統開關(2點);設計PLC的輸出點數為11點,包括振動盤控制(2點)、液壓缸的電磁閥控制(2點)、物料控制氣缸電磁閥控制(6點)、推單輪氣缸電磁閥控制(1點)。
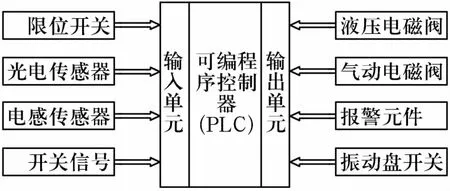
圖4 裝配機控制系統硬件Fig.4 Hardware of control system for assembly machine
控制器選用S7-200系列CPU226XP CN機型,該PLC的I/O點分配為18輸入、11輸出,可以滿足所設計控制系統的要求[3]。PLC的輸入、輸出分配見表1。
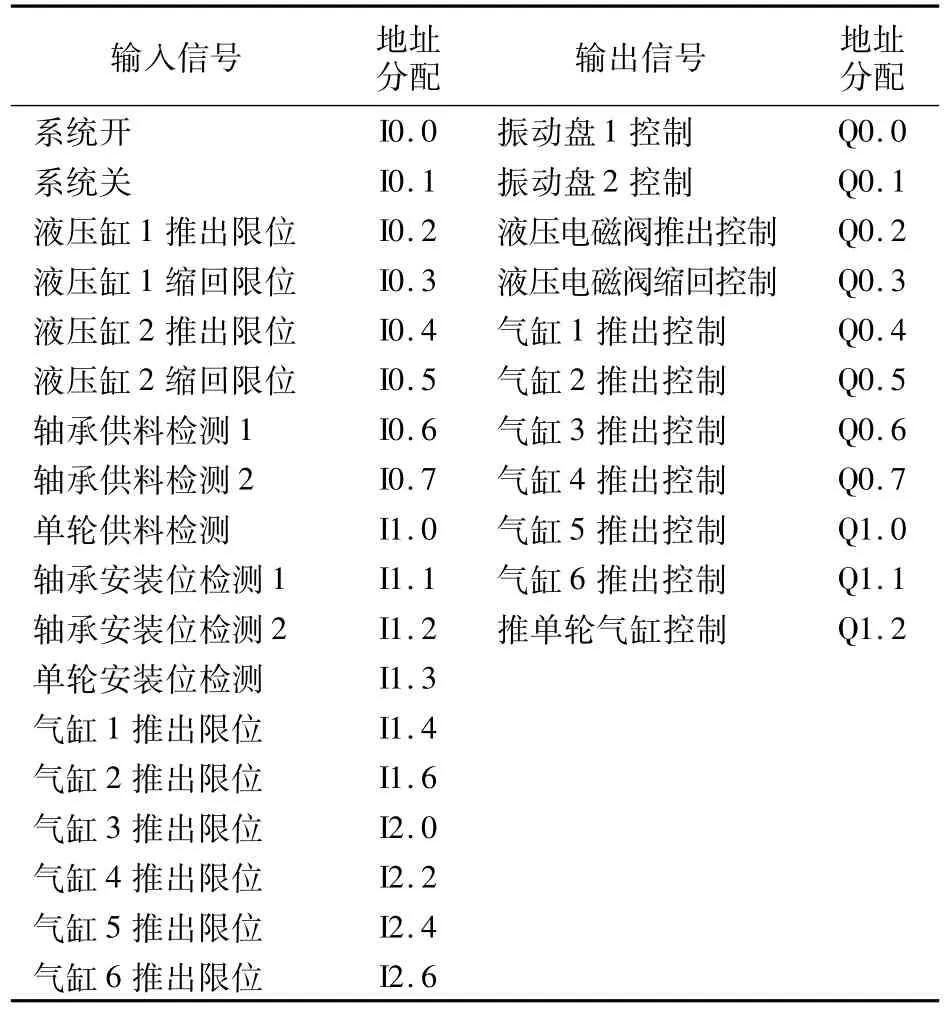
表1 輸入、輸出控制信號地址分配Tab.1 Address allocation of input and output control signals
3 控制系統設計
系統通過PLC實現信號檢測及動作控制,自動裝配控制系統流程如圖5所示。系統啟動后,單輪及軸承供料振動盤同時開始振動、輸送物料,當物料輸送至檢測位置時,檢測傳感器產生信號,PLC控制振動盤停止輸送物料,完成送料動作,若物料缺少,檢測傳感器產生信號,PLC控制振動盤繼續送料。同時,通過2個氣缸控制單個物料進入安裝位,單輪輸送軌道中,前一個氣缸推出用于擋住單輪,防止多個單輪進入安裝位,待后一個氣缸阻擋住后續單輪后,前一個氣缸才縮回,讓單個單輪進入安裝位;軸承送料設計思路相同。單輪進入安裝位后,檢測傳感器(光電開關)產生信號,軸承進入2個安裝位后,檢測傳感器(電感式接近開關)產生信號,PLC同時接收到安裝位的3個信號后,控制液壓缸推出到位,將軸承壓入單輪中心孔,液壓缸縮回到位后,單輪安裝位下方的氣缸推出,將安裝完成的單輪推出安裝位,軸承安裝過程完成[4-5]。
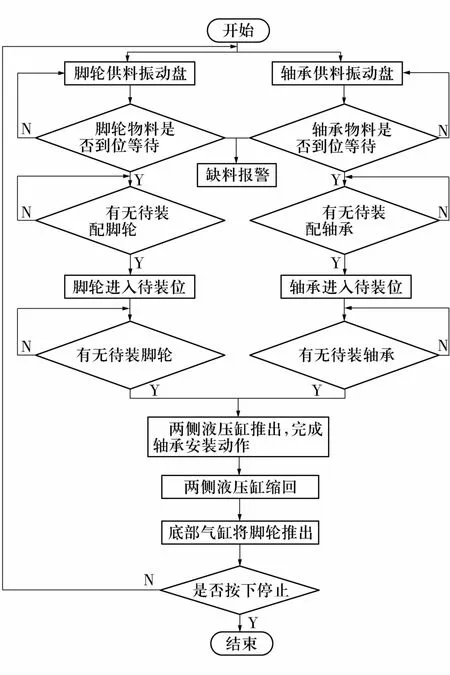
圖5 控制系統流程圖Fig.5 Flow chart of control system
工作中,若送料5 min以上軌道物料檢測傳感器還未檢測到物料,PLC將控制報警信號燈報警缺料;PLC在控制液壓缸推出之前須保證單輪安裝位的傳感器和2套軸承安裝位的傳感器都有信號,否則不執行裝配操作;裝配完成的單輪被推出安裝位2 s后,PLC將控制物料進入安裝位;按下停止按鈕,系統停止。
PLC控制程序按照I/O地址分配進行設計,使用中間繼電器(M)來保存中間狀態,通過傳感器信號來回饋動作的執行情況,通過上升沿觸發信號來傳遞狀態。PLC主程序根據程序流程圖設計,主程序部分片段如圖6所示。
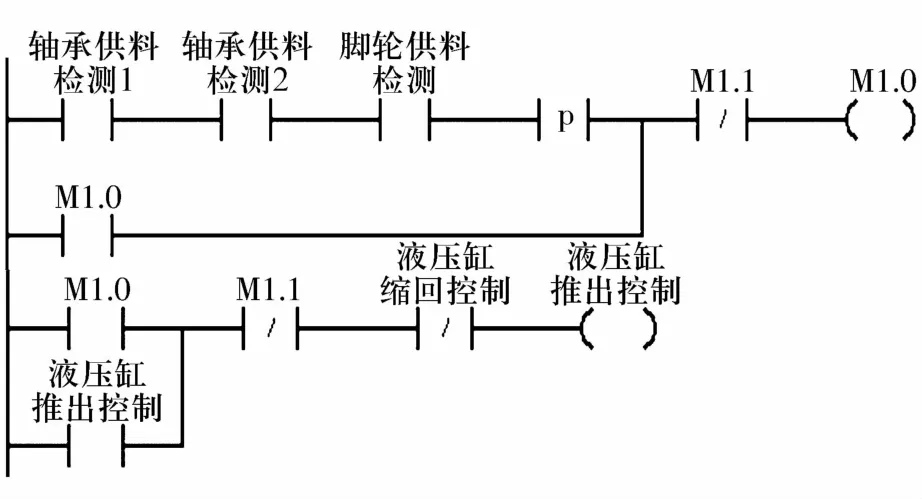
圖6 PLC梯形圖主程序片段Fig.6 Ladder diagram of PLC main program fragment
4 結束語
針對腳輪中軸承安裝工序設計了腳輪軸承自動裝配機構,并基于西門子PLC設計了其控制系統。該軸承自動裝配機經實際檢驗,效果良好,已經投入實際生產應用。解決了原來需要人工操作安裝的過程,實現了裝配工藝的自動化,效率提高70%以上,大大節約了人力成本,而且自動裝配機成本低,可推廣性強,對于進一步實現腳輪全自動裝配具有一定的實際意義。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
