大型貫流式機組定子下線關鍵技術探討
2019-07-19 10:08:36
四川水利 2019年3期
(中國水利水電第十工程局有限公司機電安裝分局,四川 都江堰,611830)
1 工程概況
老撾東薩宏水電站位于老撾人民民主共和國南部占巴色省境內,電站采用堤壩式開發,以發電為主,主要建筑物包括兩岸混凝土重力壩、無閘門非常溢洪道、河中燈泡貫流式發電廠房及左岸敞開式開關站等。混凝土壩最大壩高33m,長度約6.8km,水庫正常蓄水位為74.90m。電站裝機容量260MW(4×65MW),多年平均發電量13.3億kW·h。
該電站發電機為三相交流同步、臥軸燈泡貫流式水輪發電機。發電機型號為SFWG65-72/8850,定子總重174t,轉子總重225t,現場疊片下線。發電機設備由阿爾斯通水電設備(中國)有限公司提供。
該電站定子繞組為雙層條式波繞組、1支路星形連接。繞組電磁線采用先進的滌綸玻璃絲包燒結銅扁線,繞組絕緣為F級。線圈的槽部、出槽口及彎曲過渡部分均作防暈處理。為適應機組頻繁啟停機及熱膨脹引起的線圈軸向伸縮變形并減小應力,端箍支架的結構允許端部線圈軸向伸縮。為防止在端箍內交變磁通感應產生電流,端箍設有周向絕緣。定子在安裝間下線后吊入機坑。
2 定子線圈嵌裝
2.1 定子下線工藝流程
定子下線工藝流程見圖1。
2.2 嵌線準備
(1)按圖紙要求和工藝文件準備好所需的材料和工裝器具。閱讀和熟悉銀銅焊機使用說明。
(2)定子下線場地保持干燥清潔,布置整齊,通風良好,在定子周圍搭設高度適當的防塵棚,防止金屬粉塵、灰塵、雜物等進入下線作業區。在下線場地設專人經常清理地面,保持作業區清潔。
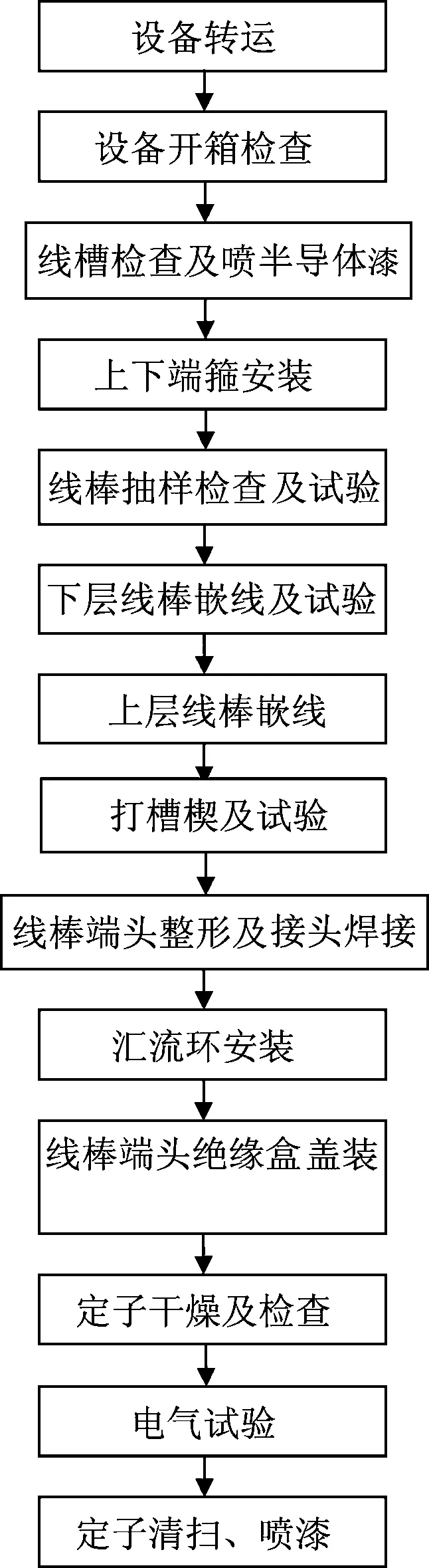
圖1 定子下線工藝流程
(3)搭設作業平臺、安裝繞組RTD電纜搭接片。在上齒壓板壓指上面用鋼印標記鐵芯線槽號,并用防水記號筆在定子鐵芯的上下端注上標記。
(4)用壓縮空氣清掃整個定子,檢查槽內和鐵芯無異物,檢查鐵芯槽內涂漆是否均勻、涂層是否有損傷。
(5)檢查定子線棒槽部和端部是否有機械損傷,是否有明顯的幾何變形。對定子線棒進行絕緣檢查和工頻交流耐壓抽查試驗。
(6)線棒裹包準備:確定硅膠的厚度。測量線槽的寬度Bn和線棒的寬度Bb。從Bn和Bb的差值得到線棒和槽壁間的間隙。 對折的裹包帶厚度是0.22mm。雙邊的厚度是0.44mm。
(7)硅膠的重量配比為:樹脂∶固化劑=9∶1。樹脂與固化劑應徹底攪拌。攪拌后硅膠在23℃環境下的使用時間為2h。當在混合前后進行冷處理,可以延長此時間。
注意:平包間距為1mm~3mm,兩端長出鐵芯各15mm,用透明絕緣膠帶固定兩周,線棒進槽后低阻帶的開口朝上。硅膠的固化需線棒在槽內靜置5h到10h。如果只是在槽內移動困難,可用墊塊墊上毛氈小心敲擊進入。
2.3 下層線棒嵌入
下層線棒安裝之前銅焊表面必須磨光,用清潔的干布將線棒擦干凈。用不同的布擦拭繞組端部和線槽避免擦拭物混雜。用膠帶纏繞包裹線棒的低阻布。在定子鐵芯的上端標記線棒編號,在整個定子鐵芯槽中標識下層線棒的位置及RTD的序號。
檢查定子線槽是否清潔(必要時用干燥空氣吹掃)。安裝時用電工膠帶粘住定子線槽邊角,以防損傷纏繞帶。 用起吊裝置或人工安裝下層線棒,線棒上的標記要與定子鐵芯上端的標記一致。測量上、下端線圈的伸出長度,檢測下層線棒調整情況,安裝層間墊條/測溫(RTD)墊條,用木線棒將下層線棒預緊在線槽中并用專用工具固定線棒。檢查并頭板的徑向位置,繼續下一個線棒的安裝。
安裝時不能用榔頭直接打擊線棒。只能用塑料榔頭在線棒上墊上纖維板和毛氈輕輕敲打。 測量鐵芯端部到銅焊接縫的距離(以下端為主),用樣板檢查線棒兩端的校正情況,測量相與相之間線棒的間隙,必須保證圖紙上對最小間距的要求。
2.4 下層線棒綁扎
(1)準備安裝墊塊,用樣板在下層線棒上標記出墊塊的軸向位置。在上、下兩端安裝墊塊,從層壓面分開減薄調整墊塊厚度,按圖紙要求處理表面,墊塊必須用一塊毛氈包裹。用環氧樹脂浸漬毛氈,將毛氈做成“U”形沿墊塊放置,并安裝墊塊。墊塊不能裝得太緊,避免線棒產生應力。用上層線棒作為樣板檢查下層線棒并頭板的位置(平行度)。
(2)端箍裝配及綁扎。用拉緊的方法收緊軟端箍滌玻繩將線棒與端箍以等距綁固。綁固過程中玻璃纖維絲帶不能皺折。端箍的搭接方式:將兩個端頭的玻璃絲護套拉開,切除兩個端部內部填充物約500mm,分三段截成階梯狀。將一端放在另一端上,用膠帶綁扎好,套上兩端的護套用膠帶固定好。需注意:用環氧樹脂分別在綁扎部位和端箍上刷一遍,根據圖紙將環氧樹脂(EP310)注入端箍中,每個線棒的端箍都要注入,在下端用桶收集多余的樹脂,蓋住上端的壓指及壓板,在上端收集多余的樹脂,清除浸漬后多余的樹脂。在浸漬端箍期間不要損傷線棒,清除玻璃纖維的尖角以免劃傷手或引起定子繞組局部放電。
(3)EP310 Var3膠配比為:EPE19A∶EPE 19B∶Beschleuniger 01∶Farbsttoff 01=67∶ 33∶0.976∶0.024(按重量計)。固化時間為常溫下70h。
(4)根據圖紙包扎線槽出口到底部線棒RTD電纜并連接電纜搭片。
(5)下層線棒試驗:進行下層線棒的耐壓試驗,如果不能達到高壓試驗所需的絕緣電阻就要干燥繞組。按要求抽查測量線棒表面槽電位差,一般小于10V。
2.5 上層線棒嵌入
在頂部線棒安裝之前,將頂部和底部線棒的表面打磨光并清理干凈,用干凈的干布清潔線棒。用不同的布擦拭繞組端部和線槽避免擦拭物混雜,檢查線棒有無外觀損傷,用低阻布裹包線棒。
在整個定子鐵芯槽標識上層線棒位置順序(用遮蓋帶和永久記號筆),檢查線槽的清潔度(必要的話用干風吹),安裝時用電工膠帶粘住定子線槽邊角,以防損傷纏繞帶。用起吊裝置或人工安裝上層線棒,去掉電工膠帶并且去除定子鐵芯上多余的硅膠。安裝下層線棒的并頭板,調整上層線棒,安裝最終槽楔,繼續安裝下一個線棒。
2.6 打緊槽楔
(1)在線棒完全楔緊之后,線棒的底部和頂部銅焊表面應相互接觸。槽楔安裝過程中用標尺檢測波紋板的預留空間。槽楔安裝完成后,在測槽楔上測量彈性波紋板的殘余變形量應為10%~30%。如果殘余變形量過大應調整槽下的墊片厚度。
(2)槽楔缺口與通風溝對齊,槽楔不得高出鐵芯表面。槽楔有撕裂,嚴重碎頭者應更換。敲擊榔頭不得碰傷線棒和鐵芯。
(3)埋有測溫元件的線槽,打完槽楔后應立即檢查測溫元件。
2.7 上層線棒綁扎
用樣板在上層線棒上標注墊塊的軸向位置,在上、下兩端安裝墊塊,從層壓面分開減薄調整墊塊厚度,按圖紙要求處理表面,墊塊必須用一塊加毛氈。 用環氧樹脂浸漬毛氈,將毛氈做成“U”形沿墊塊放置,并安裝墊塊。墊塊不能裝的太緊,避免線棒產生應力。在安裝墊塊期間,上下線棒的銅焊表面要相互接觸浸漬。包扎墊塊,搭接不能多于兩層。
在上、下兩端綁扎槽楔,以及擋風板等。請注意: 綁扎物不能高出鐵芯,同時消除玻璃纖維絲帶上的尖點,以防止劃手和定子繞組的局部放電。
2.8 并頭焊接
(1)調整上、下兩層線棒的并頭板以得到平行的銅焊接頭,將上層線棒和下層線棒接頭銅焊在一起,往每個銅焊接頭縫內插入銀焊片。調整引線頭滿足如下的要求:切向和軸向的最大允許偏差為上、下層線棒引線接頭的10%,但切向最大不超過3mm,軸向最大不超過4mm,銀焊表面必須大于理論截面的80%,調整引線接頭時盡可能減少線棒的變形。
(2)用浸水石棉繩包住線棒端頭防護好絕緣層。用夾緊裝置壓緊銅焊接縫處,安裝并絕緣隔離感應圈。用硬云母片對感應線圈和銅焊接縫進行絕緣。
(3)確認焊接夾鉗已調整好位置,(注意不得碰到相鄰線棒)打開循環通水冷卻管路,按照銀銅焊機的操作規程進行焊接施工。
(4)嚴格控制電流接通時間直至銀焊片熔化,焊接部位漸呈深紅色為止,估計達 710℃左右,此時用銀焊片角料或焊絲對焊縫表面進行焊料補充。
(5)在銀焊片凝固后方能斷開壓縮空氣開關,待焊縫冷凝溫度回落到 130℃以下,方可拆除夾鉗等。外觀檢查銅焊縫有無裂紋,必要時重焊。
(6)以上述同樣工藝過程進行第二次通電,把并頭聯接板另一頭焊好。再順序焊接另一槽線棒。
(7)對焊接完成后的接頭進行清理,不許有焊渣存在,并對焊好的接頭進行檢查,焊接處應光滑、無棱角、氣孔,焊縫熔合部位質量要求應符合有關規定。清理干凈定子內一切雜物。
2.9 線圈接頭絕緣盒套裝
(1)將絕緣盒內表面用棉紗和酒精擦凈。
(2)絕緣盒灌注膠為雙組份,牌號按圖紙要求。灌注膠組份比例、操作方法按該膠的說明書要求,配膠量一次不宜太多。絕緣盒填料為A、B組份的小包裝,配比為按重量一盒對一盒的比例。此材料為自然固化,23℃室溫下約需24h。絕緣盒灌注膠要求飽滿,固化后的絕緣盒用小手錘敲擊應密實。
(3)絕緣盒內灌注膠固化后收縮,用圖紙規定的牌號環氧填充膩子封口,封口略高于絕緣盒上口并與線棒呈角焊形連接。
2.10 安裝繞組引線
(1)預裝繞組引出線,絕緣塊等。根據圖紙安裝定子機座上所有繞組引出線。根據圖紙調整繞組引出線。
(2)根據圖紙安裝極間連接線,安裝前銅焊表面要磨光且清潔(無損傷、無塵、無油脂)。裝配時要調整線棒引出線。在安裝線棒引出線前,檢查上下層線棒的銅焊表面是否清潔。
(3)根據銅焊的要求對下面接頭進行銅焊處理,極間連接線—下線棒,極間連接線—上線棒。檢查焊縫有無裂紋,必要時重焊。
(4)對定子引線接頭進行絕緣處理,接頭需1/2疊包云母帶(0.14mm×25mm)18層,邊包邊刷環氧樹脂,最后1/2疊包玻璃絲帶一層,邊包邊刷環氧樹脂。檢查絕緣盒間的間隙要均一,高度要平齊。
2.11 干燥耐壓
(1)對定子進行全面徹底清理,檢查有無遺漏工序,發現問題及時處理。全面仔細清理定子,不得有焊渣,通風溝的金屬物體和各種下線過程中產生的廢物不得遺留在定子內。
(2)定子干燥。根據具體情況可采用紅外線加熱干燥或通大電流干燥。
(3)按試驗規范進行交、直流耐壓試驗。在耐壓試驗前必須進行下列檢測:測絕緣電阻符合有關要求,在40℃以下時,測得的絕緣電阻吸收比(R60″/R15″)一般不小于 1.6。
將測溫元件、機殼可靠接地。
2.12 清掃噴漆
全部嵌線結束后在定子兩端部、所有極間連線、主引線、中性線、導電環、導電排等部位澆(刷)環氧樹脂漆,并在槽楔表面刷環氧樹脂漆。在澆(刷)固化環氧樹脂漆前應進行小樣固化試驗。若天氣或環境原因造成環氧樹脂室溫固化時間太長時,可采用上述定子干燥的加熱方法加速環氧樹脂固化。最后在定子繞組及鐵芯內表面噴覆蓋漆。
3 結語
發電機定子是發電機的關鍵部位之一,定子下線質量的好壞直接影響到發電機的安全運行及使用壽命。東薩宏水電站大型貫流式機組定子下線嚴格按照該工藝進行,所有試驗一次性通過。實踐證明該定子下線工藝可行,可供同類工程借鑒。