工藝設備特種焊接的紅外無損檢測研究
2019-07-15 12:11:28岳大皓
石油化工設備技術 2019年4期
岳大皓,張 佳
(北京航天動力研究所,北京 100076)
在石油化工裝置工藝設備中,焊接是不可或缺的加工技術。對于常用的焊接方法,如承壓件對焊,已有成熟的無損檢測方法用于焊接的質量控制,而對于如堆焊、電子束焊等特種焊接方法,目前常用的無損檢測方法適用性差,存在局限性,焊接質量無法準確衡量,直接影響工藝設備的工作性能和壽命。
本文以閥座密封面堆焊為例,采用一種新型紅外無損檢測方法進行試驗,同時與常用的滲透檢測進行對比,為工藝設備特種焊接的無損檢測提供一種新的思路。
1 密封面堆焊零件的結構、常見缺陷及無損檢測方法選擇
1.1 結構分析
堆焊是指將具有一定性能的合金材料借助熱源手段熔覆在基體金屬表面、 以賦予基體特殊使用性能的工藝方法【1】, 其由于抗腐蝕、 抗沖擊、 高強度、高硬度及良好的加工性能等優勢, 在密封面的制造過程中得到廣泛應用。但在堆焊過程中, 如果方法和工藝處理不得當, 密封面容易出現裂紋、 氣孔、 夾渣、 未焊透等缺陷, 存在巨大的安全隱患。常見缺陷區域及對應缺陷類型見表1。
以安全閥閥座堆焊為例,閥座密封面堆焊零件由零件基體和堆焊合金組成,其中,閥座基體常采用奧氏體不銹鋼,堆焊材料采用鈷基或鎳基合金,焊接方法為手工氬弧焊。

表1 常見缺陷區域及對應缺陷類型
1.2 應用于工藝設備特種焊接的無損檢測方法
目前,常用的無損檢測方法有射線檢測、超聲檢測、磁粉檢測、滲透檢測、目視檢測等。由于工藝設備特種焊接的特點,每種檢測方法均存在一定的適用性和局限性。其中,滲透檢測作為一種常用的表面檢測方法,不受零件材料、結構的限制,對于堆焊區域表面非常適用。按照GB/T 22652—2008《閥門密封面堆焊工藝評定》的規定,無損檢測方法明確要求為滲透檢測【2】,所以滲透檢測是目前堆焊區域最常使用的無損檢測方法。但滲透檢測僅能發現堆焊零件表面的缺陷,對于堆焊層內部、熔合區等部位的缺陷無法檢測,存在局限性。
鑒于常規無損檢測方法都有其適用范圍和局限性,一些新的無損檢測方法被開發、推廣,并在實際工程中得到廣泛應用,如紅外無損檢測等。
2 堆焊層的滲透檢測
2.1 試件情況
待檢試件實物圖片及堆焊層結構如圖1所示。該試件機加工后進行過一次滲透檢測,未發現表面缺陷,但在安全閥裝配時發現泄漏率超標,懷疑試件存在延遲裂紋,所以決定再次進行滲透檢測。
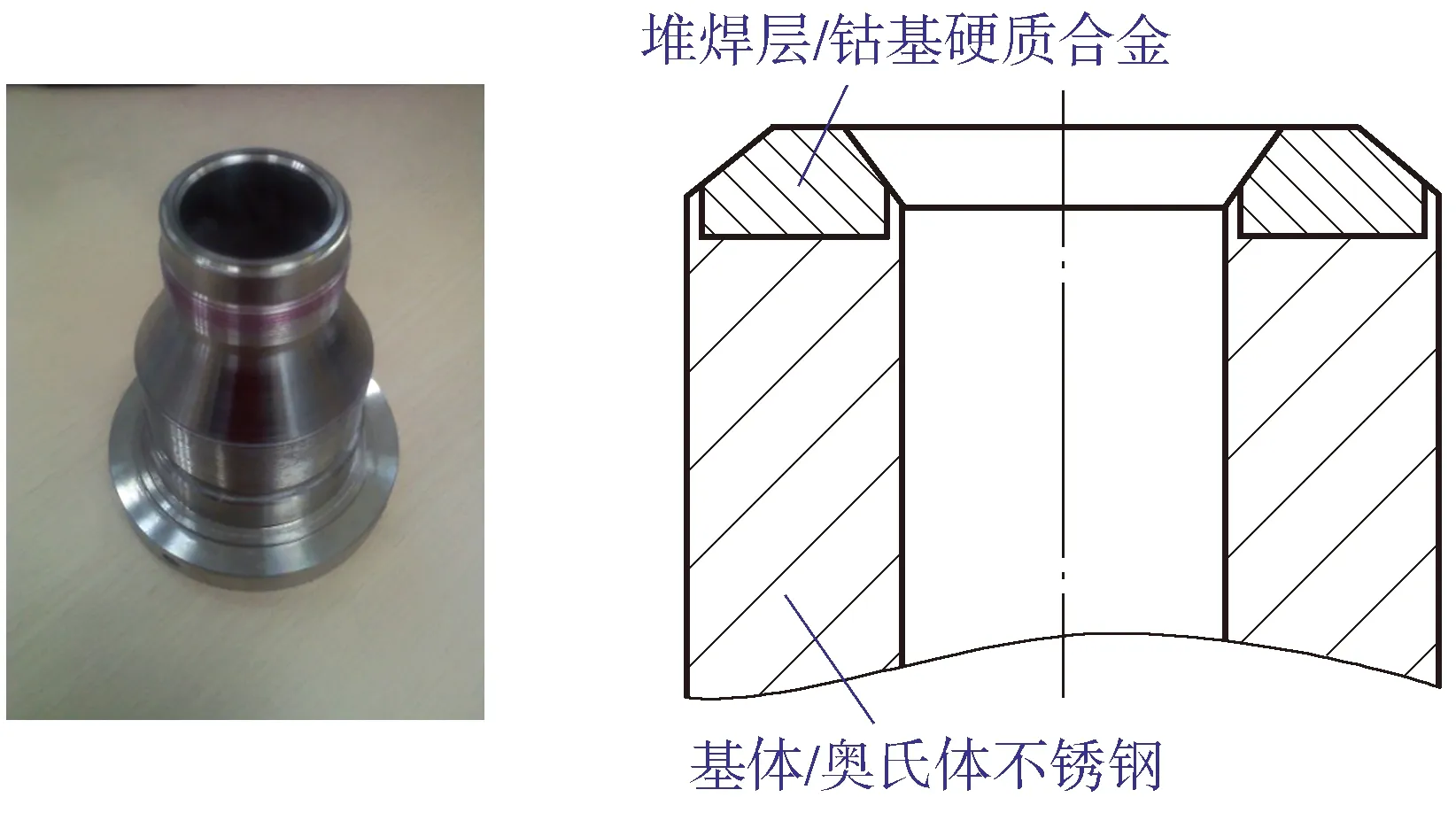
圖1 待檢試件的實物及堆焊層結構示意
2.2 檢測方法和設備
檢測過程遵照NB/T 47013.5—2015《承壓設備無損檢測 滲透檢測》的相關要求,檢測方法使用IIC-d(溶劑去除型),滲透劑、去除劑、顯像劑型號DPT-5,滲透時間10 min,自然干燥,顯像時間10 min【3】。等檢試件及檢測設備見圖2。

圖2 待檢試件及檢測設備
2.3 檢測結果及分析
由圖3紅色箭頭指示位置可以清晰地看出,在閥座流道邊緣處有一條明顯的裂紋缺陷,長度約20 mm。經過與加工單位溝通,該零件機加完成后進行過滲透檢測,未發現該處裂紋,而在零件裝配環節出現該裂紋,由此可以判定,該處缺陷屬于延遲裂紋。
產生延遲裂紋的原因有2種:
1) 堆焊層中包含夾渣、氣孔等缺陷(見圖4中位置1);
2) 堆焊層底部存在未焊透或未熔合等缺陷(見圖4中位置2)。這些缺陷機加工完成后未發展至堆焊表面,隨著時間的推移逐漸發展至堆焊表面形成表面裂紋。

圖3 滲透檢測結果
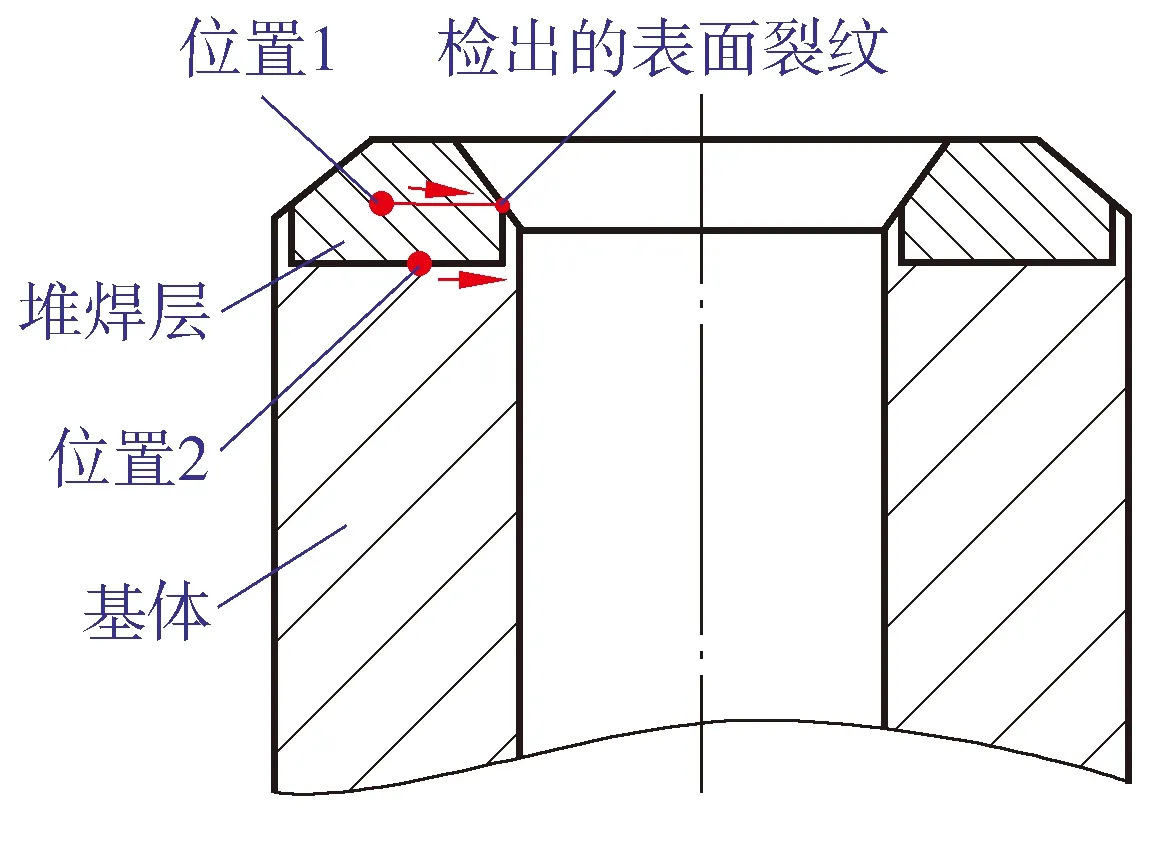
圖4 缺陷發展示意
因滲透檢測僅能檢測表面開口缺陷,無法判斷裂紋發生的原因及發展趨勢,所以需結合其他無損檢測方法對試件進行進一步檢測。由于試件材料、幾何尺寸等原因,射線、超聲、磁粉等常規無損檢測方法均無法使用【4】,所以本文使用紅外檢測方法對閥座堆焊面進行進一步檢測。
3 閥座堆焊層的超聲激勵紅外檢測
紅外無損檢測是一種利用物體的熱屬性,通過觀測、記錄、分析和處理被檢對象紅外輻射及其變化的差異性來實現對物體表面下結構或缺陷進行檢測的方法。
3.1 超聲激勵紅外檢測的步驟
超聲紅外檢測的一般流程如下(見圖5):
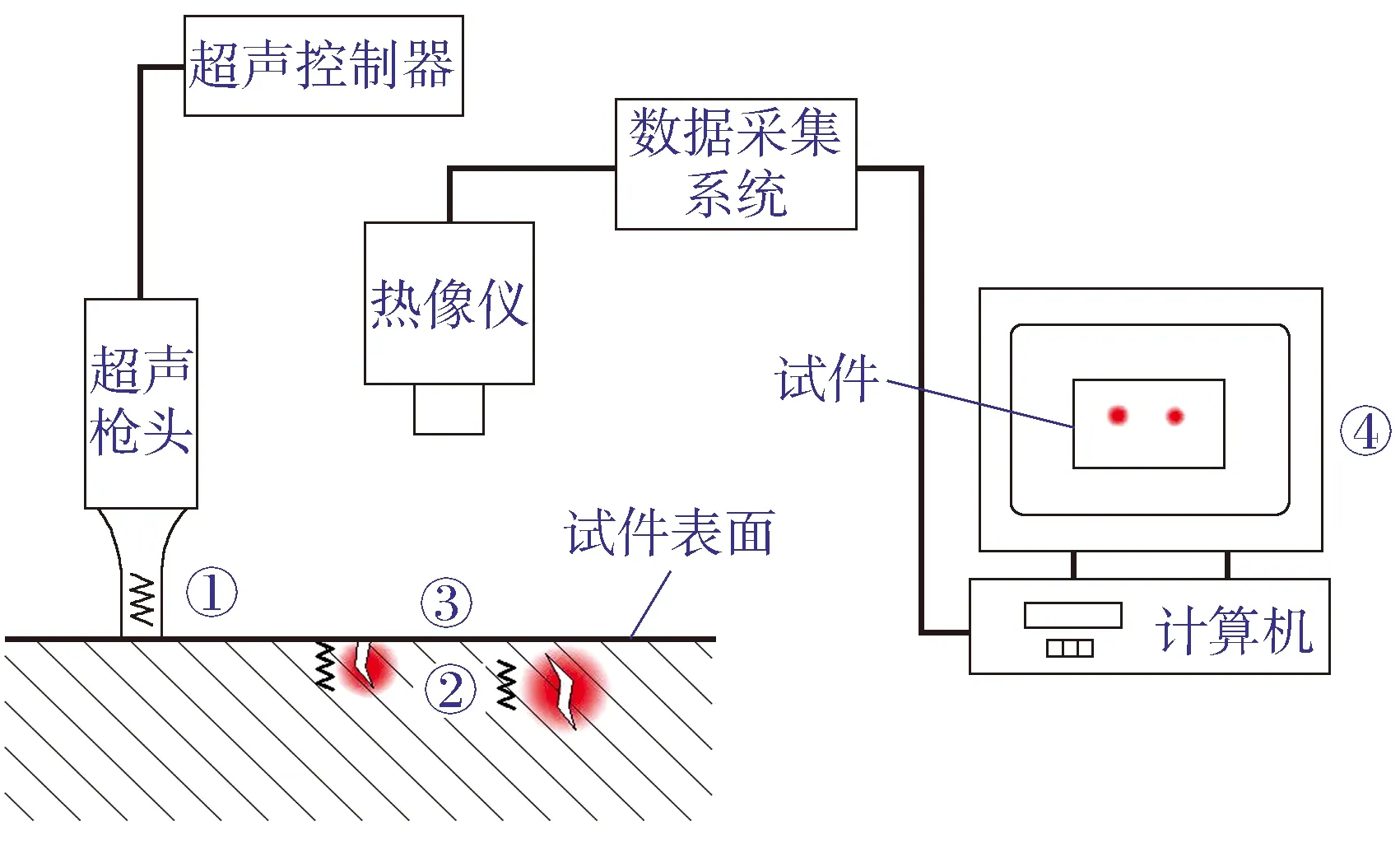
圖5 超聲紅外檢測的原理示意
① 超聲能量進入試件;
② 裂紋等缺陷區域的界面由于摩擦作用、熱彈效應等原因使超聲能量轉化為熱能;
③ 缺陷處的熱量傳播到試件表面;
④ 紅外熱像儀記錄試件表面溫場變化并將數據傳輸到計算機進行處理、顯示。
3.2 檢測方法和設備
使用超聲激勵紅外檢測的方法對試件進行檢測,試驗裝置見圖6。
3.3 檢測結果及分析
根據試件的情況,檢測用超聲頻率選擇為20 kHz,加載力為10 lb,每次試驗加載時間選擇0.4 s,為增強超聲槍頭與試件間的耦合,超聲槍頭貼了一塊膠布。紅外熱像儀采集時間8 s,頻率60 Hz,在開始采集的1 s后,手動加載超聲激勵。圖7為試驗采集到的原始熱圖序列。
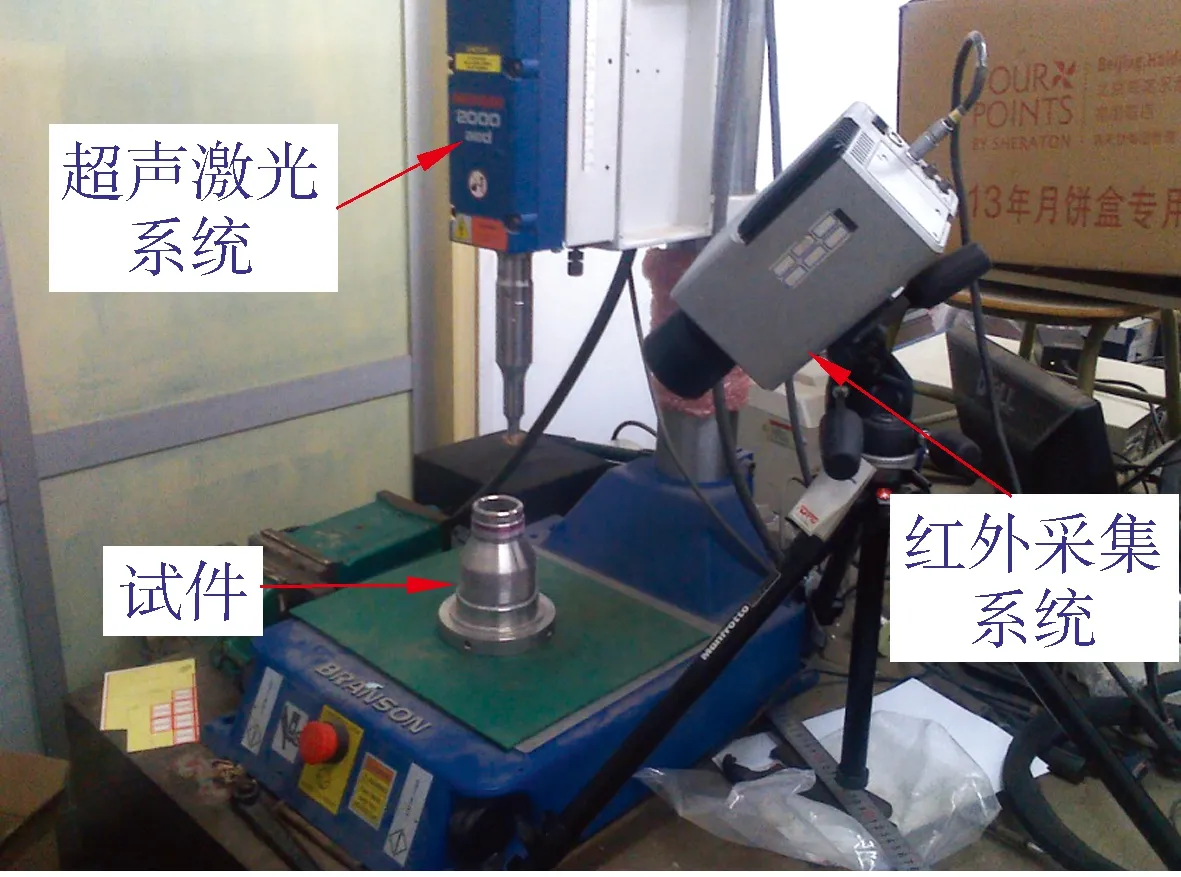
圖6 超聲激勵紅外檢測裝置
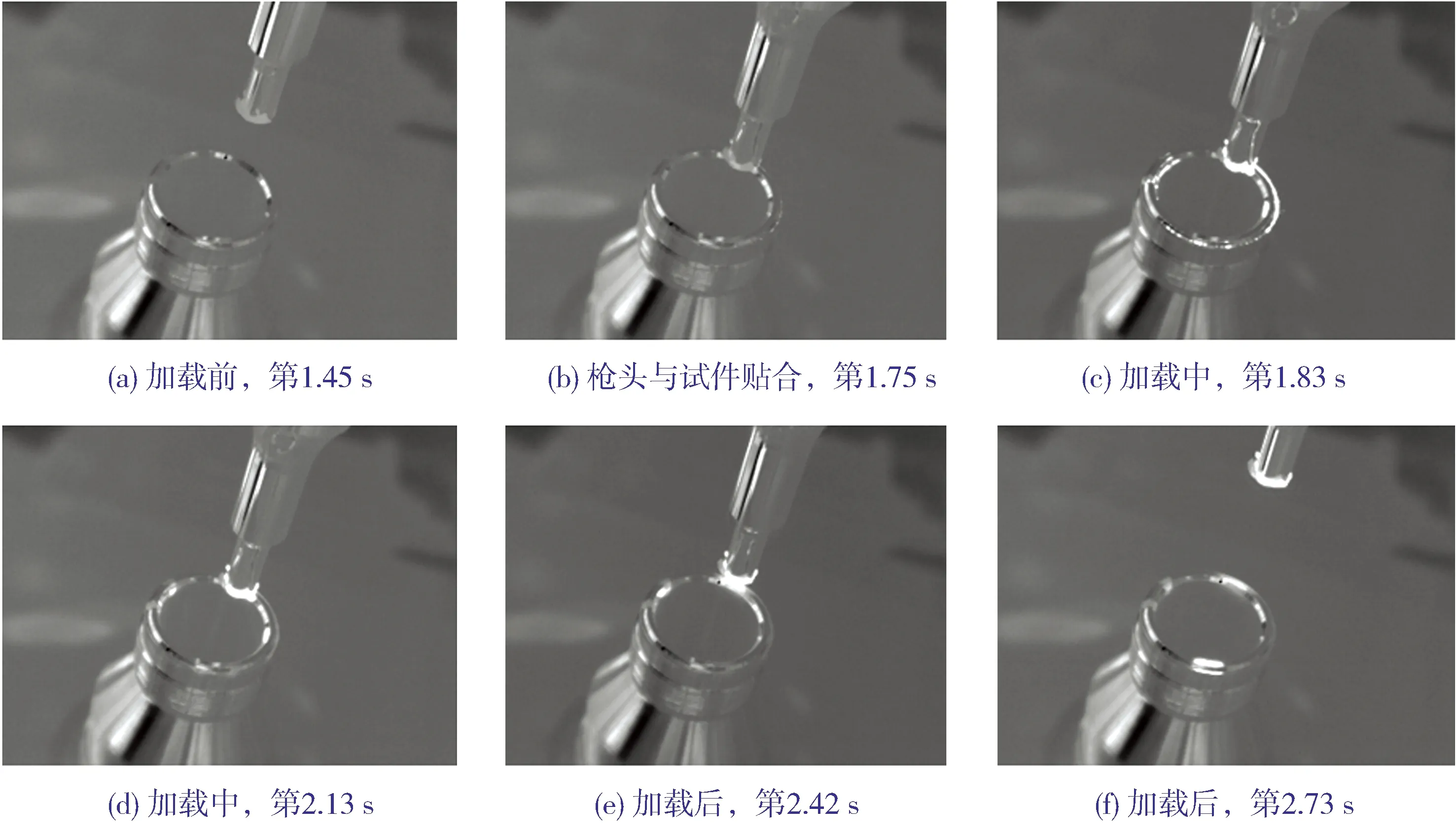
圖7 試件檢測原始熱圖序列
在熱圖中,顏色越亮,代表對應位置的熱量越高。這些發亮的區域有可能是由于缺陷的局部摩擦、熱彈效應等引起的相關顯示,也有可能是試件的反光等其他原因引起的非相關顯示。隨著時間的推移,這些熱量迅速擴散至試件和空氣中,對應位置顏色變暗。
由圖7(c)可以看出,試件在第1.83 s處熱變化最劇烈,可以獲得更多的溫度變化信息,因此對該時間處的熱圖進行分析。由于原始采集熱圖中,環境、反光等因素帶來的影響較大,所以對上述熱圖進行減背景處理,即將熱像儀開始采集圖像的前幾幀圖像作為初始環境背景,然后把后續采集的熱圖減去初始環境背景,得到的最終熱圖為試件因激勵引起的熱變化,這樣可以減少由于試件反光等因素造成的試驗誤差。減背景后熱圖見圖8。
在圖8的紅色箭頭標識處,有幾處明顯的熱異常區域。在對應區域內選擇特征點,并結合8 s范圍內特征點的絕對溫度與時間的對應曲線判斷特征點處是否存在缺陷(見圖9)。其中,圖9(a)為紅外熱像儀拍攝的檢測結果,用于標記檢測及特征點檢測位置,圖9(b)為各特征點絕對溫度隨檢測時間變化關系的曲線,橫軸為加載時間,縱軸為熱像儀采集到的絕對溫度;圖9(a)中的特征點序號與圖9(b)中曲線一一對應。

圖8 試件檢測減背景熱圖序列(第1.83 s)
對曲線的結果進行分析如下:
1) 1號點選取位置為超聲激勵加載處。從原始熱圖中可以看到,此處是1個近似于方波的溫度變化,所以1號點處的熱異常是超聲槍頭在試件表面加載時產生的溫度,方波對應的時間即為超聲加載時間,不屬于缺陷顯示。1號曲線可以作為其他顏色曲線對比的基準。
2) 2號曲線在加載時間內完全與1號曲線重合,證明2號特征點標注的位置為加載處的反光,也不屬于缺陷顯示。
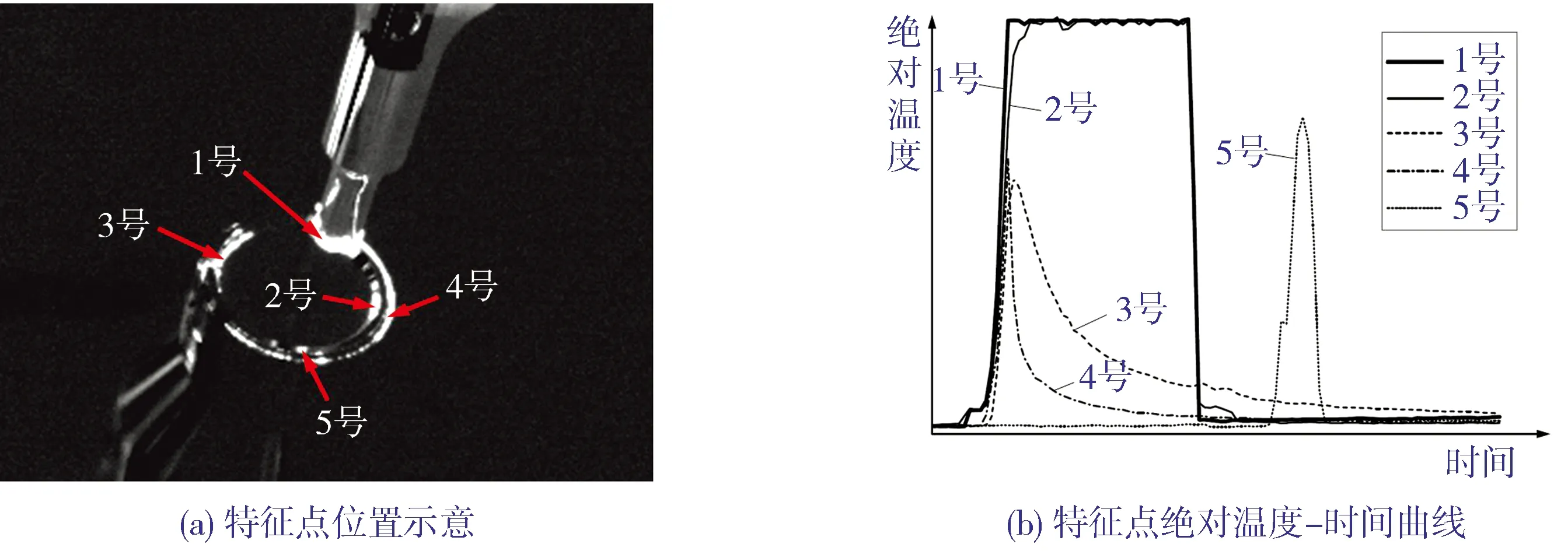
圖9 熱異常特征點的選取及對應的原始熱圖曲線
3) 3號曲線和4號曲線在超聲加載時間內,由于受到局部摩擦、熱彈等效應的影響,溫度先上升、再自然降溫,是典型缺陷熱變化的溫度曲線,可認定此區域含有缺陷。
4) 5號曲線的熱變化出現在超聲激勵方波之后,不屬于缺陷顯示,是超聲槍頭在抬起后熱像儀接收到的反光。圖7(f)也可印證這一觀點。
3.4 測試結果分析
參照試件將紅外檢測結果與滲透檢測響應位置進行對比發現,3號特征點對應的位置為流道內側邊緣裂紋缺陷,紅外檢測中裂紋的長度為25 mm 左右。這是由于裂紋在超聲激勵的作用下迅速發展,裂紋變長。4號區域為新增缺陷[見圖9(a)],出現在堆焊層外緣(如圖10所示),熱圖中呈現出環狀分布。
結合上述結果判斷,該試件應該存在堆焊層底部未焊透、未熔合缺陷,基本排除了堆焊層內含有夾渣、氣孔等缺陷。
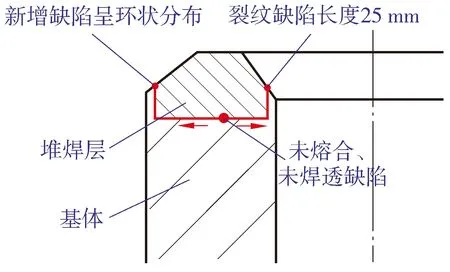
圖10 紅外檢測缺陷位置示意
在第7次的重復性試驗中,堆焊層脫落。加載過程見圖11。由圖11可以看出:在第2.22 s處,堆焊層熱變化相當劇烈,甚至有金屬碎屑向四周射出;在第3.0 s后,由于超聲槍頭膠布的粘性,堆焊層被粘起,并最終脫落。堆焊層脫落后實物圖片見圖12。

圖11 第7次檢測過程原始熱圖序列
圖12可以看出:堆焊層呈完整的環形,底部光滑;閥座基體溝槽底部形狀清晰。故該試件可判定為存在未焊透缺陷,其產生原因是,由于焊接過程中電流過小、焊接速度過快、預熱溫度不夠等誤操作,使堆焊金屬與基體金屬在熔合區只是貼合在一起,沒有完好地熔合,該缺陷隨著時間的推移引起延遲裂紋并逐步發展至閥座內、外表面,形成泄漏通道,最終導致設備泄漏率超標。
4 適用于設備密封面堆焊的無損檢測方法對比
本文利用滲透檢測和紅外檢測針對同一試件開展了檢測方法的研究,2種方法的優缺點及應用局限性對比見表2。

圖12 試件堆焊層脫落
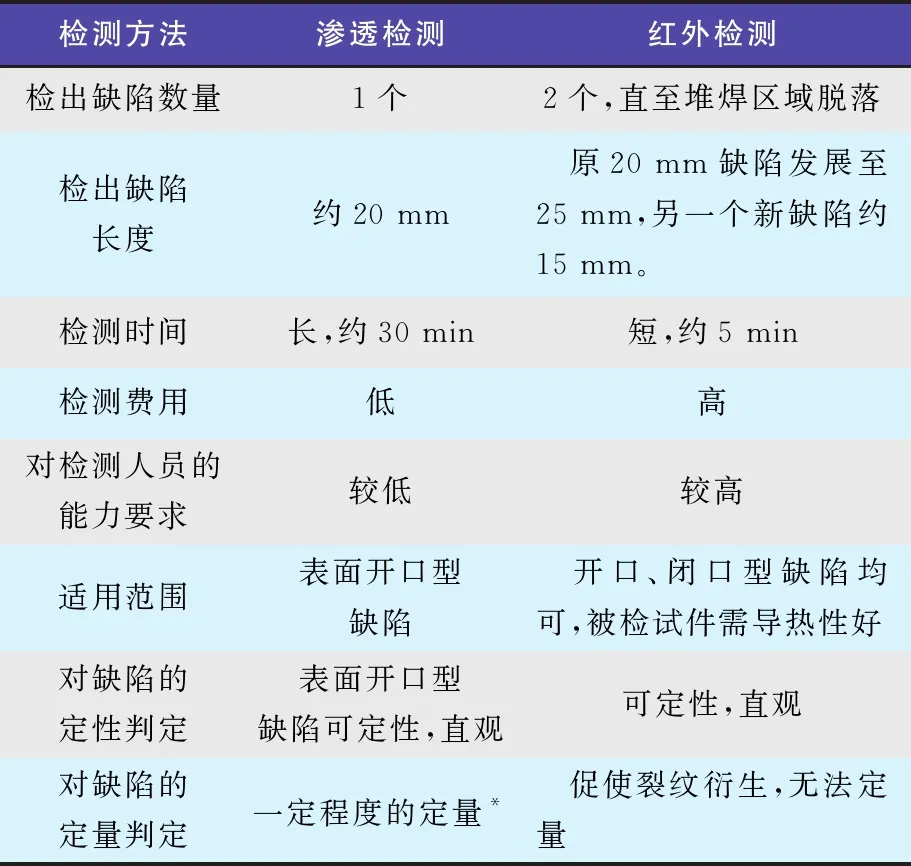
檢測方法滲透檢測紅外檢測檢出缺陷數量1個2個,直至堆焊區域脫落檢出缺陷長度約20 mm 原20 mm缺陷發展至25 mm,另一個新缺陷約15 mm。檢測時間長,約30 min短,約5 min檢測費用低高對檢測人員的能力要求較低較高適用范圍表面開口型缺陷 開口、閉口型缺陷均可,被檢試件需導熱性好對缺陷的定性判定表面開口型缺陷可定性,直觀可定性,直觀對缺陷的定量判定一定程度的定量* 促使裂紋衍生,無法定量
注:滲透檢測的結果為顯示長度,非缺陷的真實長度,但存在一定的關系,缺陷越長,顯示長度越長,因此可反映缺陷一定程度的定量結果。
由表2可以看出,2種方法均可定性判定缺陷類型和位置,但定量都不準確。超聲激勵紅外檢測具備檢測開、閉口型缺陷的能力,且在超聲激勵的作用下,裂紋、未熔合、未焊透等缺陷可以迅速發展,減少了延遲性裂紋出現的時間,在其余常規無損檢測方法無法使用的情況下,彌補了滲透檢測的不足,為設備密封面堆焊層無損檢測發展提供了新方向。但其由于設備較昂貴,對檢測人員能力要求較高等特點,無法作為通用型檢測手段投入使用,可以在火電、核電等高端設備的制造中進行檢測,為堆焊的可靠性提供依據。
5 結語
現階段,國內石化行業對特種焊接的無損檢測方法的理解和認識還不夠全面、深刻,針對這一現狀,本文將先進的紅外無損檢測方法引入到工程實際之中,通過與滲透檢測的試驗進行對比和研究發現,該方法可以彌補滲透檢測的不足,為工藝裝備特種焊接檢驗領域的無損檢測提供了新的方法和思路。同時通過加強對無損檢測方法的研究,可提升工藝裝備特種焊接的質量控制,進而對提升國內特種焊接的整體制造水平,具有重大的意義。
經過本文的研究和試驗,可以得到以下幾點結論:
1) 滲透檢測雖然具有僅能檢測表面開口型缺陷的劣勢,但因其檢測速度快、方法簡便、成本低廉,在工藝設備特種焊接中仍應該作為主要的檢測方法進行質量控制;
2) 由于紅外檢測在檢出缺陷能力、檢測速度、檢測精度及檢測范圍等方面比滲透檢測具有明顯優勢,所以可以在高溫、高壓、火電、核電等高要求場合的無損檢測中增加此方法,以保證裝備特種焊接區域的質量可靠性;
3) 堆焊零件存在發生延遲裂紋的可能性,在充分考慮現有工藝和實際應用的情況下,如果采用滲透檢測方法,則建議在特種焊接零部件投入使用前增加一次滲透檢測,杜絕其在含有延遲裂紋缺陷的情況下使用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
意林原創版(2016年10期)2016-11-25 10:28:30
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56