LNG儲罐環(huán)縫埋弧橫焊背面保護(hù)系統(tǒng)的開發(fā)應(yīng)用
2019-07-16 06:48:06劉建平
石油化工設(shè)備技術(shù) 2019年4期
關(guān)鍵詞:系統(tǒng)
劉建平
(中石化第四建設(shè)有限公司,天津 300270)
從本世紀(jì)初開始,隨著我國石化工業(yè)的迅猛發(fā)展和國家對生態(tài)環(huán)境保護(hù)的日益重視,對綠色能源的需求日益增加。LNG被公認(rèn)為地球上最清潔的能源,在工業(yè)、民用等方面均有廣闊的前景,大型LNG接收站項目開始大批建造。
近幾年,大型LNG儲罐內(nèi)罐壁板環(huán)縫的焊接技術(shù)也不斷發(fā)展,由傳統(tǒng)的焊條電弧焊逐步發(fā)展為目前普遍采用的單面埋弧自動焊,大大減少了焊工人數(shù),提高了焊接質(zhì)量,加快了施工進(jìn)度。但是該焊接技術(shù)在焊縫背部焊接時,對清根質(zhì)量和清根后坡口的外形要求較高,而9%Ni鋼不易打磨,為此需花費(fèi)大量的時間和精力。
針對該問題,公司決定采用增加埋弧自動橫焊機(jī)背面焊劑保護(hù)系統(tǒng)的方法來減少環(huán)縫背面清根工作,保證背面坡口成形的規(guī)整性,更好地提高焊接質(zhì)量。為此,參閱了大量焊接資料,同時向國內(nèi)外的焊接專家咨詢和請教,并與埋弧自動橫焊機(jī)生產(chǎn)廠家進(jìn)行了多方面的溝通,適值公司中標(biāo)某接收站3臺LNG儲罐安裝工程,而該項目的總承包商對這一課題也非常感興趣,因此方案得以付諸實施。該系統(tǒng)涉及埋弧自動橫焊機(jī)焊接行走機(jī)架的制作、設(shè)備改造及焊接驗證試驗。本文敘述了試制過程,供同行參考。
1 合理設(shè)計焊接行走機(jī)架
單面埋弧自動橫焊機(jī)焊接行走機(jī)架以現(xiàn)有的單面埋弧自動橫焊機(jī)焊接行走機(jī)架作為正面機(jī)架,背面結(jié)構(gòu)參考正面設(shè)計和制作,主要包括頂平臺、可伸縮立柱、底部平臺、升降調(diào)整機(jī)構(gòu)和動力總成等。
1.1 背面機(jī)架便于行走和焊工操作
LNG儲罐內(nèi)罐每節(jié)罐壁板高3.5 m,正面機(jī)架高度可拉伸到4.5 m,背面機(jī)架與正面機(jī)架相對應(yīng),其高度確定為可拉伸到4.5 m,寬2.4 m;內(nèi)外罐間距1.0 m,為確保焊機(jī)機(jī)架能夠在內(nèi)外罐環(huán)隙中順利行走,正面和背面焊接機(jī)架厚度均確定為0.7 m。背面機(jī)架結(jié)構(gòu)與正面機(jī)架相同,4根立柱采用內(nèi)外套管式結(jié)構(gòu),通過拆裝定位銷來實現(xiàn)機(jī)架的伸長和縮短,可以適應(yīng)2 000~3 800 mm板幅的焊接需要。下部采用花紋板制作平臺,便于焊工焊接操作。機(jī)架一側(cè)安裝可伸縮式直爬梯,以便操作人員上下頂部平臺或添裝焊劑。機(jī)架頂部安裝護(hù)欄,保證操作人員的安全。
1.2 合理連接背面機(jī)架與正面機(jī)架
背面機(jī)架與正面機(jī)架在上部采用可拆卸式短立柱的連接形式,通過螺栓或者定位銷連成一體,環(huán)縫焊接時可同時行走,拆分后便于機(jī)架的吊裝和運(yùn)輸。焊接機(jī)架結(jié)構(gòu)如圖1所示。

圖1 焊接機(jī)架結(jié)構(gòu)
2 設(shè)備改造
2.1 焊劑系統(tǒng)的安裝
在背面機(jī)架下部與正面機(jī)架焊劑托輪相對應(yīng)的高度和位置,安裝1套焊劑托輪、托帶和焊劑吸嘴,上部安裝與正面型號相同的1臺吸塵器(功率不小于3 kW)和焊劑桶(焊劑容量約45 kg),再將吸塵器焊劑吸管連接到焊劑回收吸嘴;在背面機(jī)架焊劑桶下方安裝1臺焊劑斗,從其下端口連接送劑導(dǎo)管至焊劑托帶上方合適位置,環(huán)縫焊接時在背面供給焊劑。焊劑回收系統(tǒng)見圖2。
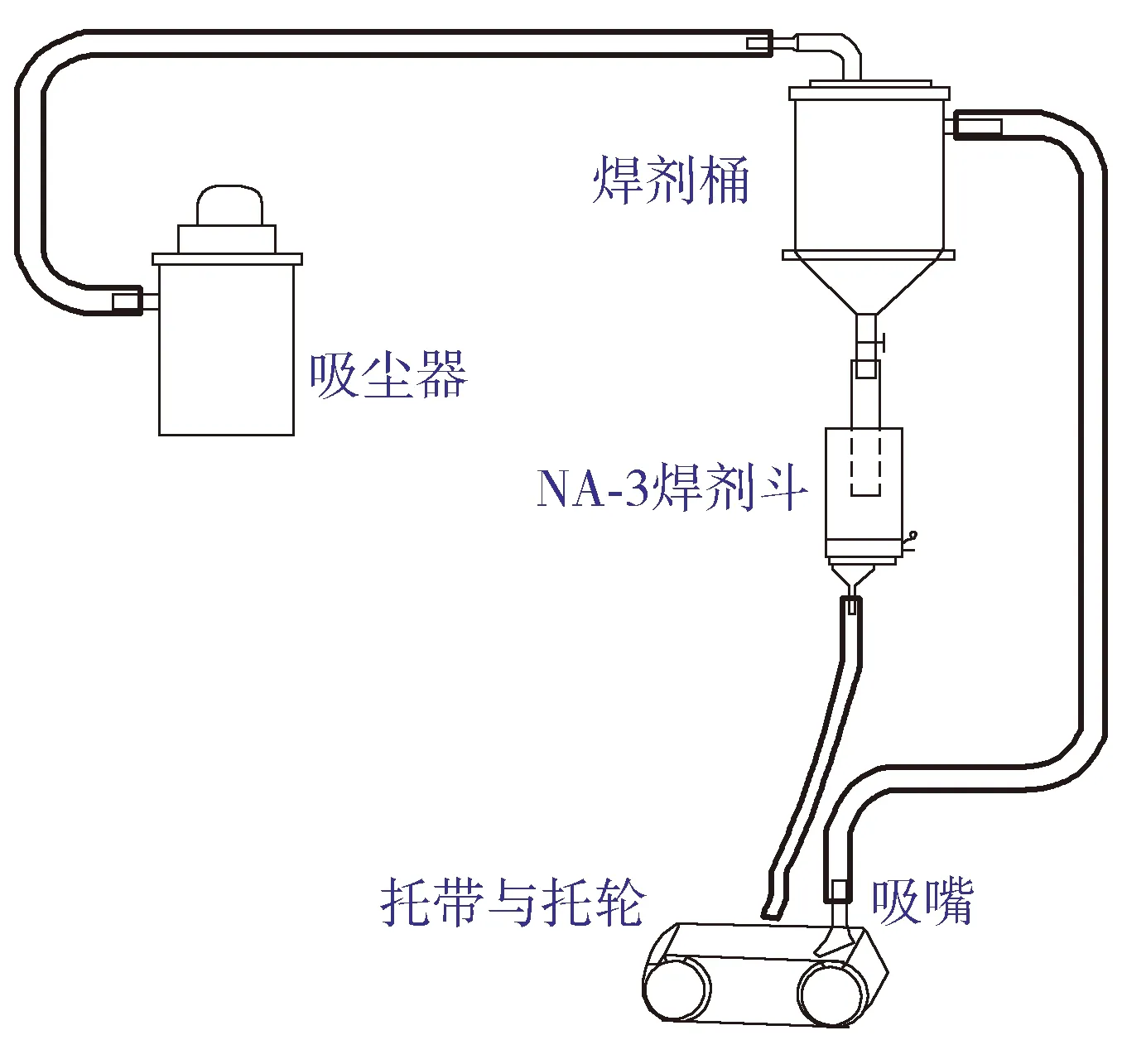
圖2 焊劑回收系統(tǒng)
焊劑托輪依靠機(jī)架自身的質(zhì)量緊貼罐壁板,焊劑自機(jī)架頂部的焊劑桶依靠重力下落至焊劑斗;焊接過程中焊劑斗打開,焊劑順導(dǎo)管輸送到焊劑托帶上,從而覆蓋焊道背面的根部,以防電弧擊穿,保證了根部焊道成形美觀。隨著焊接機(jī)架的行走,吸塵器將焊劑托帶上剩余的焊劑回收到焊劑桶中,循環(huán)利用,減少浪費(fèi)。
2.2 升降調(diào)整機(jī)構(gòu)的安裝
升降調(diào)整機(jī)構(gòu)通過滾軸系統(tǒng)安裝于一側(cè)的伸縮立柱上,拆開升降調(diào)整機(jī)構(gòu)的U形固定螺栓,既可帶動焊劑托輪圍繞立柱90°旋轉(zhuǎn)、更換焊劑托帶(托帶張力要合適,2個托輪的軸線要平行),又可通過渦輪、蝸桿實現(xiàn)托輪的升降調(diào)整,以適應(yīng)不同的板幅。高度調(diào)節(jié)方法是:先松開立柱上的U形卡和定位銷(包括工作臺后側(cè)的2根輔助立柱上的定位銷、直爬梯固定螺栓),然后借助吊裝機(jī)械的力量將焊接機(jī)架拉伸或縮短至粗略的高度(每節(jié)伸縮量為300 mm),并重新固定U形卡和定位銷;再微調(diào)渦輪、蝸桿,使托輪升降至焊縫位置,一般要求焊劑托帶表面距焊縫坡口下側(cè)15~20 mm為宜。
2.3 動力總成的安裝
動力總成包含主動輪、從動輪及驅(qū)動變速系統(tǒng),位于機(jī)架懸臂梁兩端,與懸臂梁以活動方式連接,以適應(yīng)不同曲率的儲罐壁板,調(diào)節(jié)到適合施工的直徑范圍鎖緊主動輪、從動輪即可。該動力總成與頂平臺總成裝配后,即可實現(xiàn)機(jī)架行走和進(jìn)行焊接。
2.4 正、背面機(jī)架的電路和控制系統(tǒng)設(shè)計
焊接機(jī)架的電路和控制系統(tǒng)主要由驅(qū)動馬達(dá)、變速箱及變速控制器組成,可實現(xiàn)正反雙向行走,在0~2 700 mm/min范圍內(nèi)無級調(diào)節(jié)。將背面機(jī)架的焊劑系統(tǒng)線路連接到正面機(jī)架控制面板,這樣1個焊機(jī)操作手即可在正面操作的同時操控背面焊機(jī)機(jī)架的行走、送劑、焊劑回收等。
2.5 改造后的埋弧橫焊焊接系統(tǒng)
利用原有的單面埋弧自動橫焊機(jī)進(jìn)行設(shè)備改造,改造后的焊接系統(tǒng)實物如圖3所示。
3 系統(tǒng)的焊接試驗
系統(tǒng)的焊接試驗分3個階段進(jìn)行。第1階段是焊機(jī)結(jié)構(gòu)和行走同步控制的調(diào)試,即驗證正面和背面焊接機(jī)架能否同步行走、機(jī)架行走是否平順,同時考核控制系統(tǒng)的適用性和可靠性。因本次LNG儲罐內(nèi)罐壁板的高度為3.5 m左右,因此對機(jī)架穩(wěn)定性的要求更為嚴(yán)格。第2階段是試板焊接,即先用碳鋼板制作試板進(jìn)行焊接試驗,主要考察焊接過程中背面焊劑保護(hù)系統(tǒng)焊劑輸送的供給和回收、橫縫焊道根部背面的保護(hù)效果及背面成形等。第3階段是9%Ni鋼橫焊焊接工藝試驗,即用9%Ni鋼試板、ERNiCrMo-4焊絲+焊劑,在不同的條件下進(jìn)行多項焊接試驗,包括試板坡口尺寸、組對間隙、焊接電流、電弧電壓、行走速度、送絲速度、送絲角度、焊劑輸送軟管的角度、焊劑的輸送速度等。
焊接試驗如圖4所示。

圖3 改造后的焊接系統(tǒng)實物

圖4 焊接試驗
焊接質(zhì)量是衡量儲罐安裝質(zhì)量好壞的關(guān)鍵。9%Ni鋼環(huán)縫使用埋弧自動焊機(jī)進(jìn)行焊接,其特殊性如下:
1) 9%Ni鋼為淬火+回火熱處理,是以回火板條狀馬氏體為主的組織,屬強(qiáng)磁性材料,用直流電源焊接時易產(chǎn)生磁偏吹,須使用交流電源,且應(yīng)遠(yuǎn)離磁場和有磁性的物質(zhì);
2) 9%Ni鋼的焊接性良好,板厚小于30 mm時,焊前不需要預(yù)熱,焊后也不需要進(jìn)行熱處理;
3) 應(yīng)采用多層多道焊焊接工藝,嚴(yán)格控制層間溫度(不超過100 ℃),盡可能采用較小的焊接熱輸入,保證焊接接頭的力學(xué)性能;
4) 由于采用Ni含量約60%的Ni基焊材進(jìn)行焊接,焊縫屬奧氏體組織,具有異種鋼焊接的特點(diǎn)。
對焊接試板的射線底片進(jìn)行統(tǒng)計發(fā)現(xiàn),未熔合占缺陷總和的73.26%,圓形氣孔占17.47%、夾渣占9.27%。由于低碳馬氏體具有自回火特性,不易產(chǎn)生淬硬組織,因此未出現(xiàn)冷裂紋。可見未熔合是9%Ni鋼焊接時出現(xiàn)頻率最高的缺陷,原因分析如下:
1) 埋弧焊為非明弧焊接,看不到熔池,也無法擺動焊接;
2) 層間易出現(xiàn)尖銳夾角和溝槽,形成焊接“死角”;
3) ERNiCrMo-4焊絲屬于Ni基焊材,對焊接參數(shù)和焊槍角度的組合很敏感;
4) Ni基焊材Ni含量高,鐵水流動性較差,其熔點(diǎn)比9%Ni鋼約低150 ℃。
因此,為防止產(chǎn)生未熔合,采取如下針對性措施:
1) 對焊接操作手進(jìn)行正規(guī)培訓(xùn)和嚴(yán)格考試,焊接前進(jìn)行詳細(xì)的技術(shù)交底,焊接時應(yīng)遵守相關(guān)的WPS;
2) 安排專業(yè)技術(shù)和質(zhì)檢人員對焊接過程進(jìn)行嚴(yán)格的監(jiān)督檢查;
3) 需對焊接層間進(jìn)行仔細(xì)的清理,尤其是尖銳的溝槽和夾角,要用砂輪機(jī)修整平滑。
另外,還采取了如下輔助措施:
1) 焊劑一定要按要求烘焙后才能使用,尤其在每天下班時,要及時回收焊機(jī)上剩余的焊劑,二次烘焙后再使用,這樣可以有效地減少氣孔;
2) 罐壁板立縫和環(huán)縫打底焊清根后要進(jìn)行著色檢驗,當(dāng)然,如果時間和條件允許,可以在每一遍焊完后均對其進(jìn)行著色檢驗。
經(jīng)過近3個月的摸索,完成了設(shè)備改造和前期的焊接試驗工作。正式的焊接試驗采用9%Ni鋼板,坡口兩側(cè)鋼板厚度分別為24.5 mm和22.5 mm,坡口形式為對接的“X”形,焊接層次見圖5,焊接工藝參數(shù)見表1。試板焊接后按技術(shù)條件及標(biāo)準(zhǔn)要求進(jìn)行了力學(xué)性能及彎曲性能試驗,結(jié)果良好。
4 實際應(yīng)用
該系統(tǒng)在第1臺LNG儲罐壁板焊接時進(jìn)行了實際應(yīng)用(見圖6)。在保證壁板預(yù)制質(zhì)量和環(huán)縫組對間隙2~3 mm的前提下,通過2圈環(huán)縫的實際焊接,結(jié)果顯示,單面焊接后背面穿透良好,焊道背面成形美觀,基本沒有氣孔、夾渣等焊接缺陷,背面只需用砂輪機(jī)稍做打磨清根,即可進(jìn)行焊接,達(dá)到了預(yù)期效果。此后在該接收站3臺LNG儲罐環(huán)縫焊接上大面積推廣使用,橫焊機(jī)操作手一致反映,該方法的操作與單面埋弧自動橫焊機(jī)基本相同,簡單易行,能熟練操作,但背面需有1人協(xié)助主機(jī)手向焊縫輸送焊劑。3臺LNG儲罐壁板環(huán)縫的焊接一次合格率均達(dá)到了98%以上。
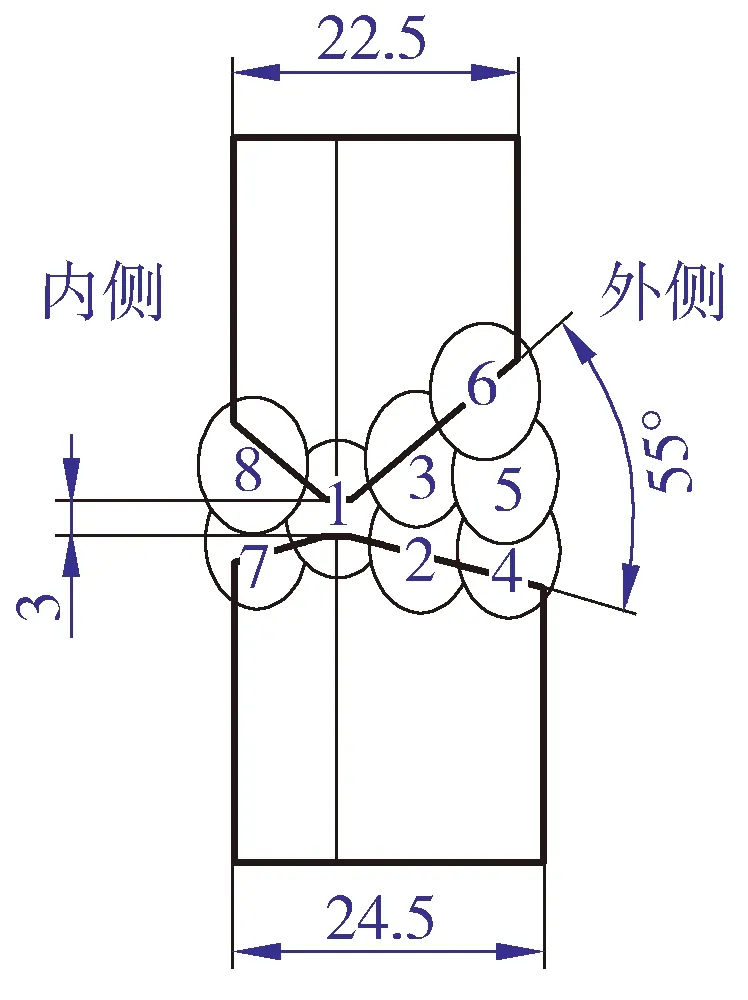
圖5 焊接接頭及焊接層次

表1 焊接試驗的焊接工藝參數(shù)

圖6 實際應(yīng)用
增加背面焊劑保護(hù)系統(tǒng)的方法在國內(nèi)還沒有其他企業(yè)開發(fā)和應(yīng)用,富有創(chuàng)造性。該方法保證了正面打底焊后,焊道背面成形良好,焊接缺陷極少,大大減少了氣刨清根或者砂輪機(jī)打磨清根的工作量,降低了勞動強(qiáng)度,提高了焊接質(zhì)量。該焊接工藝不僅適用于9%Ni鋼制大型儲罐壁板環(huán)縫的焊接,也適用于2萬m3以上的12MnNiVR、Q345R、Q235R等鋼制大型儲罐的正裝法環(huán)縫的焊接。
該系統(tǒng)單臺橫焊機(jī)改造資金投入約10萬元,而采用該系統(tǒng)后,單臺儲罐可縮短工期約10 d,降低成本約11萬元。背面焊劑保護(hù)系統(tǒng)在大型儲罐壁板環(huán)縫焊接上的應(yīng)用也為今后雙面埋弧自動橫焊焊接技術(shù)的開發(fā)打下了良好的技術(shù)基礎(chǔ),其應(yīng)用的經(jīng)濟(jì)效益十分可觀。
5 結(jié)語
1) 將傳統(tǒng)的單面埋弧自動橫焊機(jī)改造成帶焊劑背面保護(hù)系統(tǒng)的單面埋弧自動橫焊機(jī),并成功應(yīng)用于9%Ni鋼制儲罐的環(huán)縫的焊接;
2) 打底焊背面焊道成形良好,缺陷較少,大大減少了焊道清根的工作量,提高了工作效率;
3) 由于背面不需氣刨清根,機(jī)加工的背面坡口幾乎不被破壞,更易于埋弧自動橫焊機(jī)的焊接,保證了焊接質(zhì)量;
4) 1個橫焊機(jī)操作手在正面操作的同時,也可操控背面焊機(jī)機(jī)架的行走、送劑、焊劑回收等,操作簡易;
5) 通過3臺LNG儲罐施工的驗證,該方法一次焊接合格率達(dá)98%以上,為同類產(chǎn)品的焊接積累了寶貴經(jīng)驗。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32