壓合緩沖墊在PCB層壓制程中的應用研究
2019-07-08 08:05:16管術春朱貽軍王正坤
印制電路信息 2019年6期
關鍵詞:工藝
管術春 朱貽軍 王正坤
(江西景旺精密電路有限公司,江西 吉安 343000)
(江西省高端印制電路板工程技術研究中心,江西 吉安 343000)
0 前言
印制電路板(PCB)的層壓工藝通常采用傳統的熱壓成型方式,制程中將銅箔、半固化片、內層基板按設計結構疊合成一張板,每張板之間用鏡面不銹鋼板隔離,每十幾張到二十幾張板和間隔的鏡面鋼板組合成一個開口(open),一個openN上下的最外鋼板用牛皮紙等緩沖材料加以緩沖,整個open放置在一張承托板上,推入熱壓機中進行加熱加壓,最終將板固化成型。這其中緩沖材料是必不可少的,而且至關重要,緩沖材料不僅要有適宜的導熱性,而且要有良好的壓力緩沖性。目前PCB層壓用緩沖材料通常采用牛皮紙,它起的作用一是緩沖層壓壓力,二是緩沖溫度,使溫度和壓力更均勻地傳遞到預壓板的表面,保證板整個幅面受熱受壓均勻。
隨著PCB朝高可靠性、高精密化方向發展,對產品的要求也越來越高,牛皮紙等傳統緩沖材料已經無法完全滿足其層壓制程中對溫度和壓力緩沖性的要求。同時出于材料成本考慮,壓合墊憑其優異的耐熱性和其它物理及化學方面的性能,賦予此種材料優異的耐久性和可重復使用特性,可以取代牛皮紙作為層壓時的緩沖材料。本文基于上述原理,研究壓合墊替代牛皮紙在實際應用過程中的產品品質狀況,并做相應的分析和總結。
1 試驗
1.1 試驗材料與設備
材料:PCB、壓合墊、牛皮紙,材料規格如表1所列。
設備:活全壓機、陽程回流線、料溫線、激光測厚儀。(見表1、圖1、圖2)。
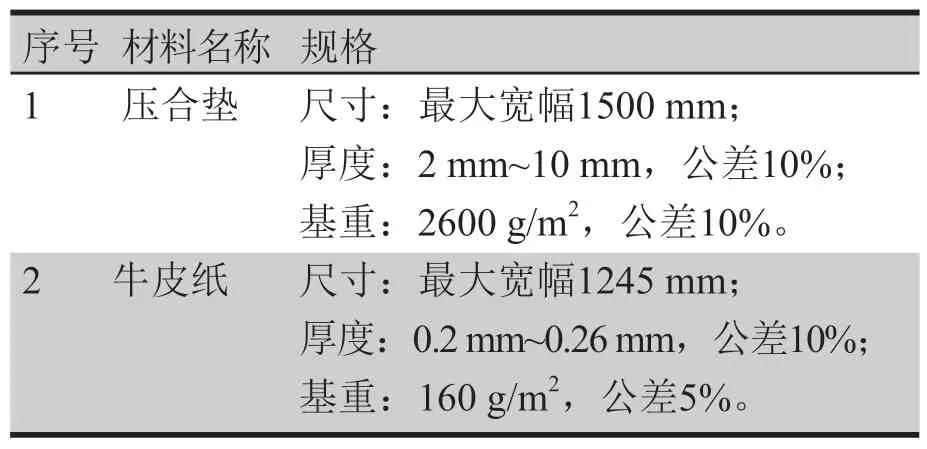
表1 緩沖材料規格
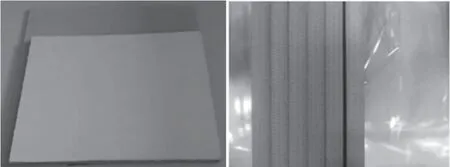
圖1 壓合墊
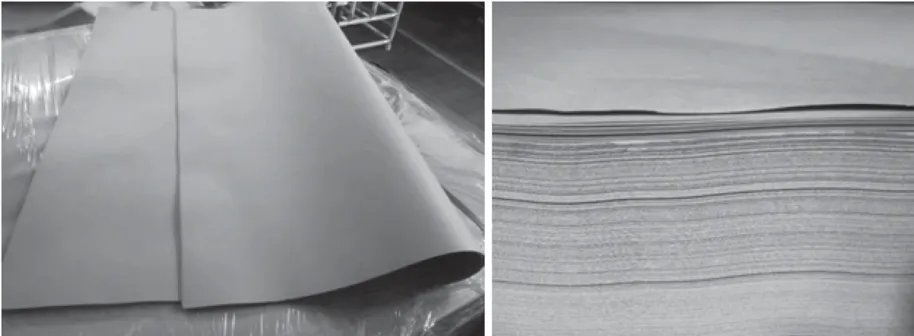
圖2 牛皮紙
1.2 試驗原理及方法
1.2.1 試驗原理
壓合是在高溫高壓下作業,緩沖材料可以將壓力分布均勻并做適當的熱緩沖以致于能均勻將熱傳至材料(如圖3)。
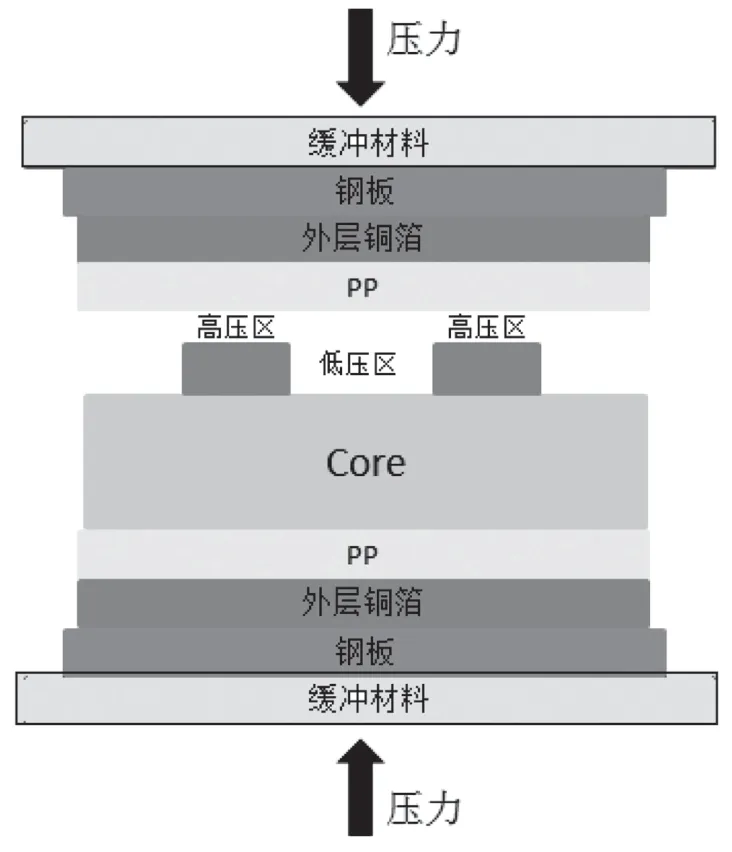
圖3 壓合原理示意圖
1.2.2 試驗方法
試驗方法見表2所示。
2 結果與討論
試驗分別對兩種緩沖材料(牛皮紙和壓合墊)在壓合工藝中的升溫速率、固化時間以及板厚均勻性三個指標進行分析對比,最后總結討論壓合墊替代牛皮紙的可行性。
2.1 升溫速率對比
根據壓合過程中數據顯示,升溫速率的對比狀況(見表3、圖4)。
2.2 固化時間對比
根據壓合過程中數據顯示,固化時間保持越長壓合效果越好,固化時間的對比狀況(見表4、圖5)。
2.3 板厚均勻性對比
壓合后,用激光測厚儀對每塊板按九點法進行板厚測量,并收集數據分析(如圖6)。

表2 試驗方法

表3 升溫速率對比數據
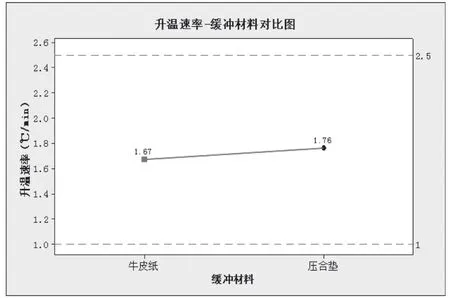
圖4 升溫速率對比圖

表4 固化時間對比數據
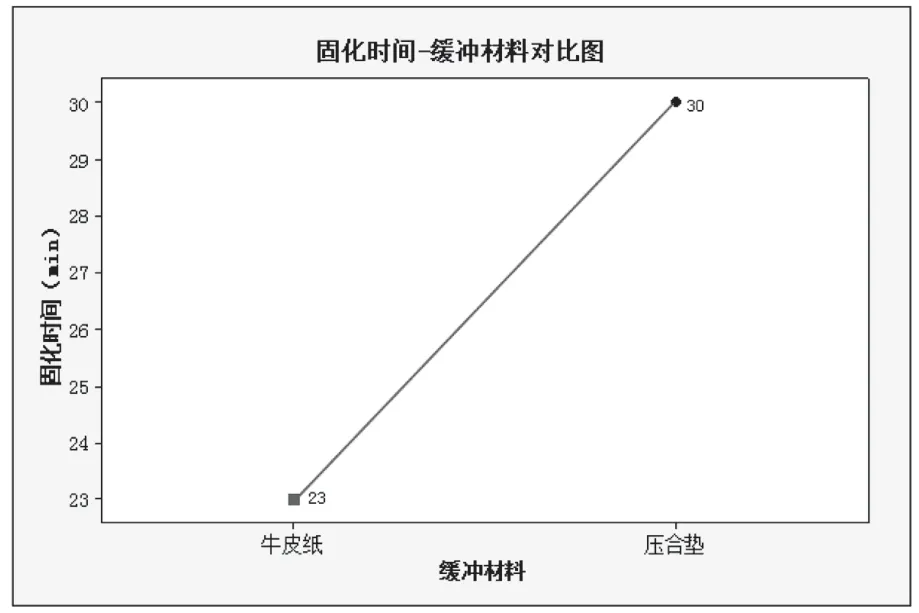
圖5 固化時間對比圖
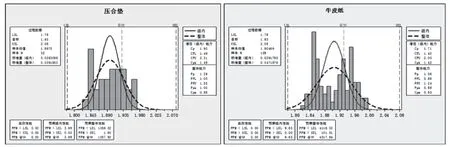
圖6 板厚均勻性對比圖

表5 試驗結果匯總
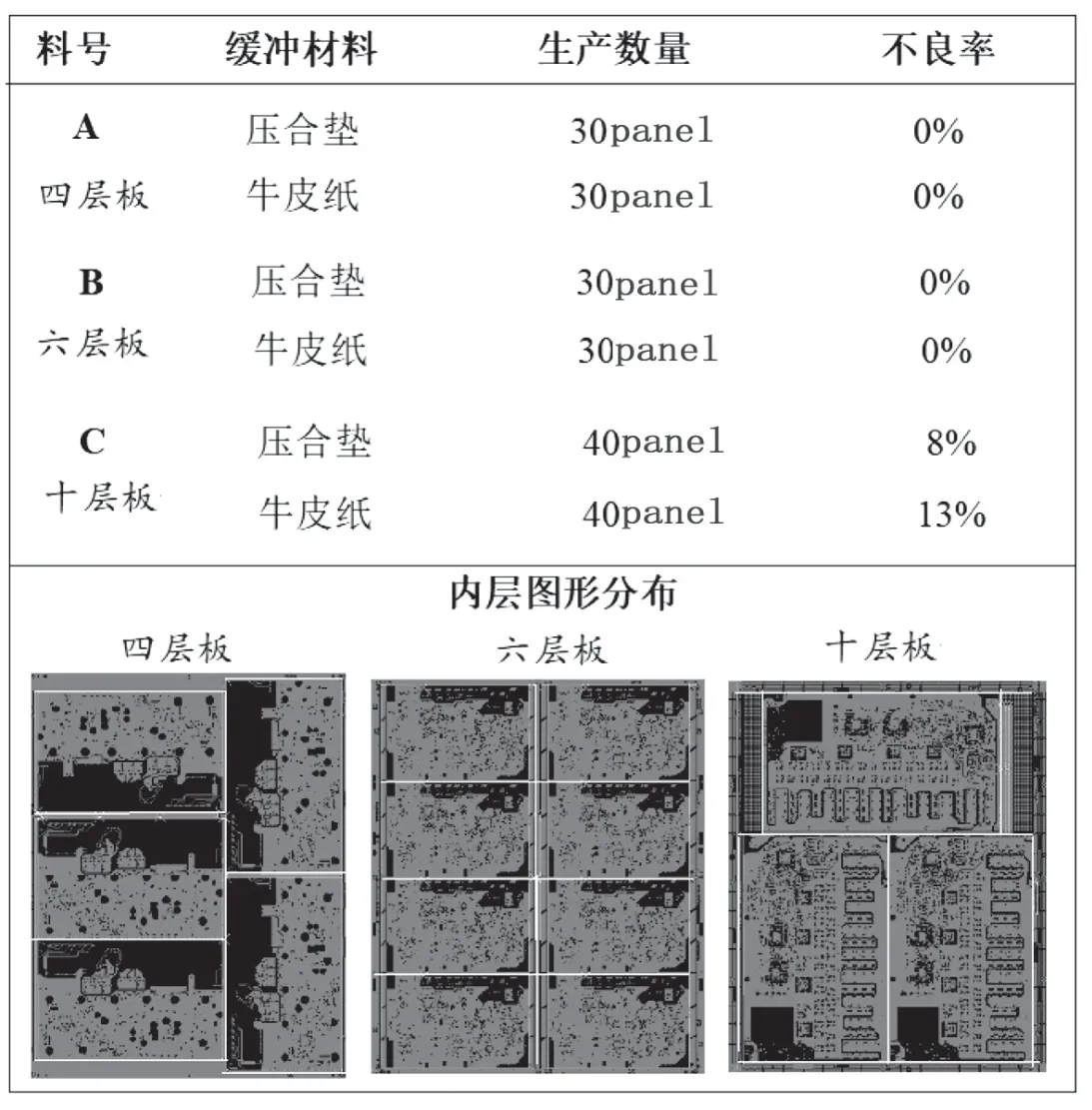
圖7 兩種緩沖材料試用結果
2.4 結果討論
通過對比兩種緩沖材料在試驗數據分析(見表5),壓合墊完全可以替代牛皮紙,且壓合工藝的制作性能更優,但具體批量效果,需要做進一步的小批量驗證。
3 批量試用驗證
根據試驗結果,綜合所有對比參數進行批量生產驗證,共生產3種類型工作板,達到200 panel,總體兩種緩沖材料基材白點不良率無差異。具體情況(見圖7)。
4 結語
綜上所述,經試用的特殊緩沖材料,可以滿足PCB壓合工藝對溫度和壓力緩沖性的要求,完全可以替代傳統牛皮紙,從而降低或消除PCB因壓力引起基材白點等品質缺陷,同時這種特殊緩沖材料還可以解決單純通過增加牛皮紙搭配,難于兼顧滿足壓力和溫度緩沖的問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52