高頻脈沖復(fù)合直流TIG對6N01鋁合金焊接接頭組織和硬度的影響
2019-07-05 03:44:38王立偉索英超吳朝峰汪殿龍梁志敏董思齊
沈陽大學(xué)學(xué)報(自然科學(xué)版) 2019年3期
關(guān)鍵詞:焊縫
王立偉, 索英超, 吳朝峰, 汪殿龍, 梁志敏, 董思齊
(1. 河北科技大學(xué) 材料科學(xué)與工程學(xué)院, 河北 石家莊 050018;2. 中山大學(xué) 材料科學(xué)與工程學(xué)院, 廣東 廣州 510275)
6000系列鋁合金是可熱處理強化的變形鋁合金,具有中等強度、良好的焊接性和耐蝕性等,使用范圍廣,特別在航天航空、交通運輸和建筑等領(lǐng)域已得到廣泛應(yīng)用[1].目前,國內(nèi)高速列車制造領(lǐng)域?qū)?N01鋁合金的焊接方式主要以熔焊為主[2],熔焊是把焊接接頭及填充金屬加熱到熔化狀態(tài),其溫度相當(dāng)高,遠遠超出金屬或合金的熔點[3].采用傳統(tǒng)熔焊方法對其連接時容易產(chǎn)生氣孔、熱裂紋及熱影響區(qū)軟化等問題[2].因此,選擇合適的焊接方法對于提高6N01鋁合金焊接接頭的質(zhì)量和性能至關(guān)重要.
本文采用Panasonic直流TIG(tungsten inert gas)焊機的正負極與高頻脈沖電流發(fā)生裝置進行并聯(lián).熔焊復(fù)合不同頻率脈沖可以顯著改善鋁合金的凝固組織,能對液態(tài)金屬熔池產(chǎn)生電磁攪拌作用,有助于促使焊縫區(qū)晶粒細化,以及接頭力學(xué)性能的提升[4].目前,國內(nèi)對6N01鋁合金熔焊疊加高頻焊接對組織和力學(xué)性能的研究也有報道[5-6].采用高頻脈沖電弧復(fù)合直流TIG 焊接6N01鋁合金,并采用高速攝像技術(shù)實時采集焊接過程中電弧的變化情況,觀察附加高頻脈沖對電弧穩(wěn)定性的影響,研究不同頻率高頻脈沖復(fù)合直流TIG對6N01鋁合金焊接接頭顯微組織和硬度的影響.
1 實驗材料及方法
本實驗采用高頻脈沖復(fù)合直流TIG焊對6N01鋁合金進行不填充焊絲堆焊試驗,試板尺寸為175.0 mm×150.0 mm×3.5 mm,6N01鋁合金的化學(xué)成分質(zhì)量分數(shù)見表1.將Panasonic直流TIG焊機的正負極與高頻脈沖電流發(fā)生裝置進行并聯(lián),分別并聯(lián)40、45、50、55、60 kHz的高頻脈沖,高頻脈沖的占空比為50%,平均電流為70 A,從而使得高頻脈沖作用到焊接過程中,具體工藝參數(shù)見表2,并且采用純Ar保護氣.為保證焊接質(zhì)量,焊前采用機械打磨方法去除板材焊道兩側(cè)附近30 mm范圍內(nèi)的氧化膜,并且利用丙酮溶液清潔6N01鋁合金表面.采用高速攝像技術(shù)對直流TIG復(fù)合高頻脈沖焊接6N01鋁合金過程中微觀電弧形態(tài)進行拍攝,采集電弧形態(tài)變化圖像進行分析,高速攝像采集參數(shù)見表3.焊后制備金相和硬度試樣,進行組織和硬度的測試和分析.

表1 6N01鋁合金化學(xué)成分的質(zhì)量分數(shù)Table 1 Mass fraction of 6N01 aluminum alloy chemical composition %
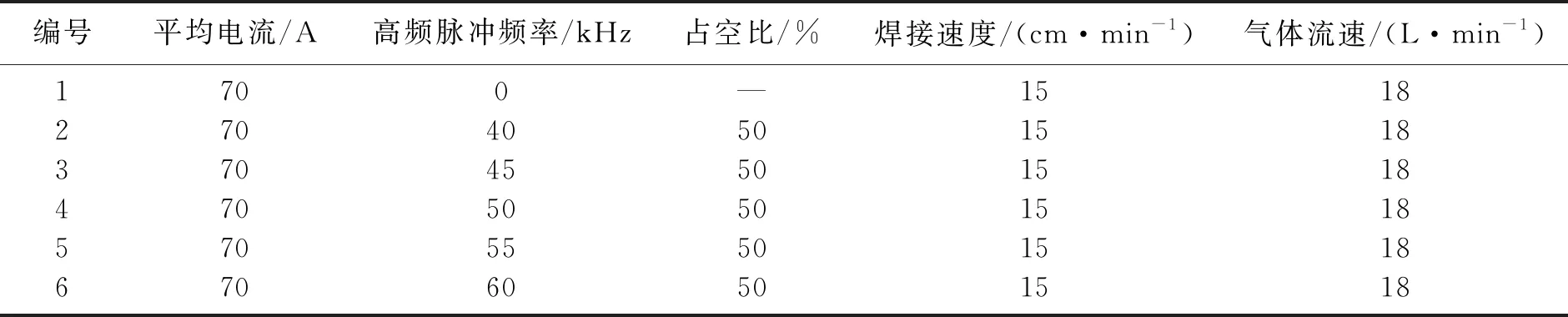
表2 直流TIG復(fù)合高頻脈沖焊接工藝參數(shù)Table 2 Process parameters of high-frequency pulse hybridizing direct current TIG

表3 高速攝像拍攝參數(shù)Table 3 Shooting parameters of high speed camera
2 實驗結(jié)果及分析
2.1 電弧特征
圖1給出了直流TIG焊復(fù)合不同頻率高頻脈沖時的電弧形態(tài).由圖1可以看出,各個頻率段的電弧形態(tài)均呈現(xiàn)出鐘罩狀.直流TIG復(fù)合不同頻率高頻脈沖的電弧均表現(xiàn)出比較穩(wěn)定的電弧形態(tài),即在TIG直流的基礎(chǔ)上復(fù)合不同頻率的高頻脈沖電流,并未影響直流電弧的穩(wěn)定性,從而不會因為保護不當(dāng)出現(xiàn)缺陷.
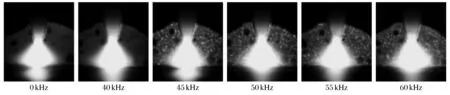
圖1 直流TIG復(fù)合不同頻率高頻脈沖的電弧形態(tài)Fig.1 Arc shape of HF-DCTIG at different frequencies
2.2 焊縫宏觀形貌
圖2為直流TIG復(fù)合不同頻率的高頻脈沖焊后6N01鋁合金焊縫宏觀形貌.
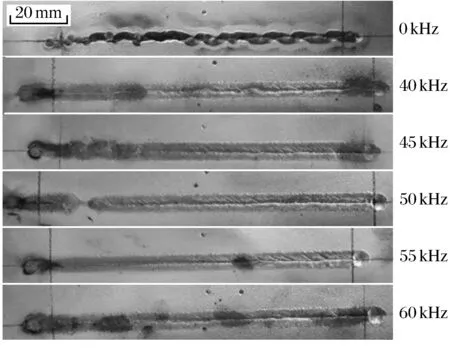
圖2 直流TIG復(fù)合不同頻率高頻脈沖的焊縫形貌
從圖2中可以看出,直流TIG未復(fù)合高頻脈沖電流時,即0 kHz時,表面呈斷續(xù)分布,焊縫熔寬不均勻,成形質(zhì)量較差;當(dāng)復(fù)合40~60 kHz脈沖電流時,焊縫沿焊接方向均勻連續(xù),呈現(xiàn)出規(guī)則的魚鱗紋狀,熔寬一致,尤其55 kHz時,成形最為美觀,無表面缺陷.
2.3 顯微組織
根據(jù)國家標準《金屬顯微組織檢驗方法》(GB/T 13298—91)對焊接接頭進行取樣,并制備金相試樣,之后使用蔡司光學(xué)金相顯微鏡對金相試樣進行觀察.直流TIG復(fù)合不同頻率高頻脈沖的焊縫中心微觀金相組織如圖3所示.從圖3a可以看出直流TIG未復(fù)合高頻脈沖的焊縫中心為大尺寸方向性的柱狀晶組織.圖3b~圖3d所示為40、45和50 kHz的焊縫組織,直流TIG復(fù)合高頻脈沖后,焊縫中心為等軸晶組織,靠近兩側(cè)熔合線的組織為沿散熱方向以聯(lián)生結(jié)晶形式形成的柱狀晶組織.當(dāng)頻率增加到55 kHz時,焊縫中心晶粒明顯細化,如圖3e所示,由于頻率疊加能對液態(tài)金屬熔池產(chǎn)生電磁攪拌作用,熔池金屬流動性提高,可有效破碎新結(jié)晶形成的晶粒組織,達到細化晶粒的效果[7].當(dāng)頻率增加到60 kHz時,焊縫中心晶粒又呈現(xiàn)出一定程度的粗化現(xiàn)象.
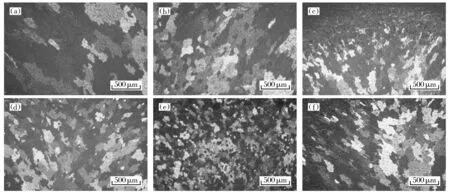
圖3 直流TIG復(fù)合不同頻率高頻脈沖焊縫中心微觀組織Fig.3 The optical microstructure of weld center of HF-DCTIG at different frequencies(a)—0 kHz; (b)—40 kHz; (c)—45 kHz; (d)—50 kHz; (e)—55 kHz; (f)—60 kHz.
綜上所述,隨著直流TIG復(fù)合的高頻脈沖電流的頻率增加,6N01鋁合金的焊接接頭的焊縫中心組織出現(xiàn)柱狀晶向等軸晶的晶型轉(zhuǎn)變及等軸晶的逐漸細化,在直流TIG復(fù)合55 kHz高頻脈沖時,焊縫心部顯微組織細化效果最明顯.
圖4為直流TIG、高頻脈沖復(fù)合直流TIG焊縫的熔合線區(qū)域顯微組織.各圖中右下側(cè)為焊縫區(qū)微觀組織,左上側(cè)為熱影響區(qū)顯微組織,中間部分很窄的是熔合線.從圖4中可以看出,靠近熔合線的焊縫區(qū)組織為沿著熔合線垂直生長出來的樹枝狀晶粒組織.隨著高頻脈沖的頻率增加,攪拌作用增強,熔池金屬流動性提高,對焊縫熔合區(qū)邊緣產(chǎn)生強烈的沖刷作用,熔合線晶粒呈現(xiàn)出逐漸細化的變化趨勢,在直流TIG復(fù)合高頻脈沖電流頻率為55 kHz時的晶粒細化現(xiàn)象最為明顯.此外,在靠進熔合區(qū)的熱影響區(qū)的晶粒組織在熱作用下,相較于母材出現(xiàn)了長大,但并未隨著不同頻率高頻脈沖電流的變化而呈現(xiàn)出明顯變化的趨勢.
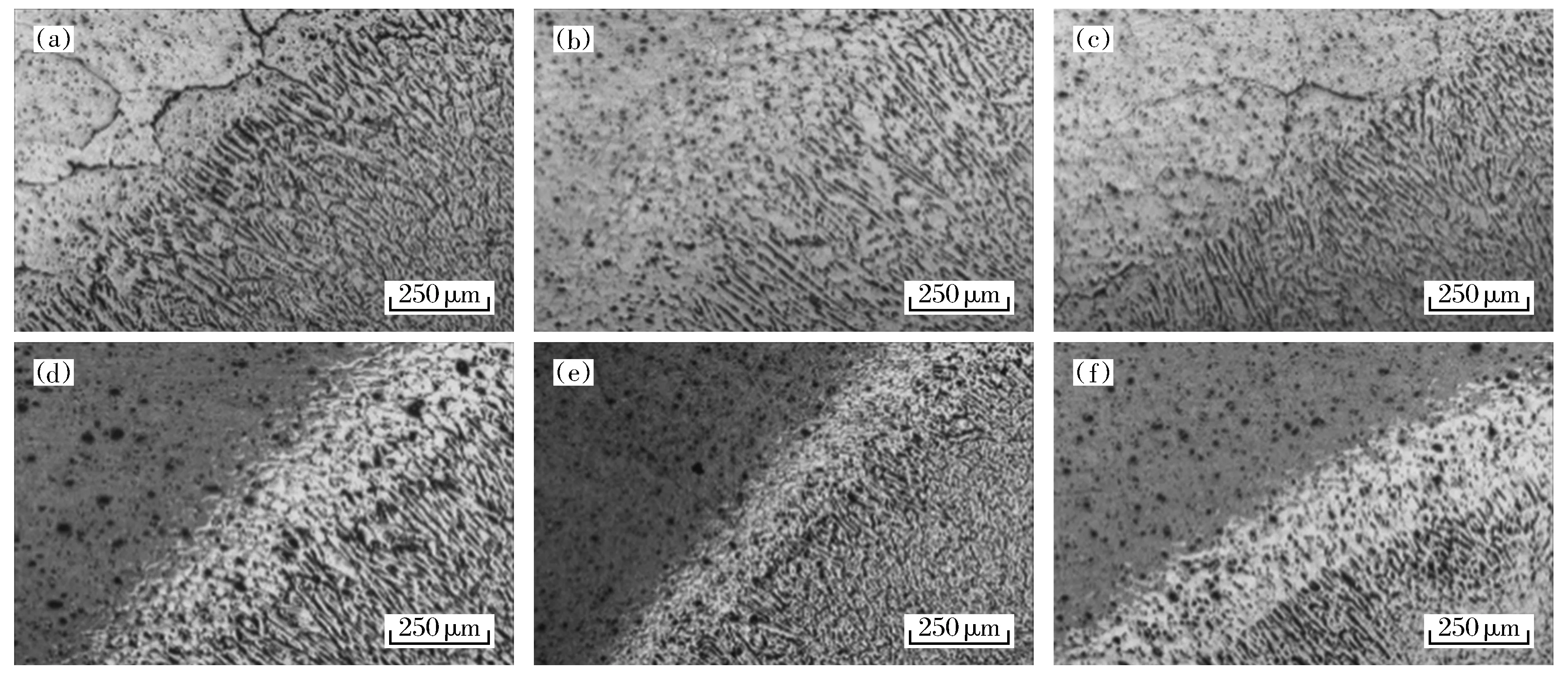
圖4 直流TIG復(fù)合不同頻率高頻脈沖熔合線區(qū)域微觀組織Fig.4 The optical microstructure of fusion line of HF-CTIG at different frequencies(a)—0 kHz; (b)—40 kHz; (c)—45 kHz; (d)—50 kHz; (e)—55 kHz; (f)—60 kHz.
2.4 顯微硬度
按照《焊接接頭硬度試驗方法》加工硬度試樣尺寸,應(yīng)用維氏顯微硬度儀測試試樣顯微硬度,采用1.96 N的載荷和10 s的停留時間,相鄰兩點間隔距離為1 mm.
圖5為直流TIG復(fù)合不同高頻脈沖的焊接接頭維氏顯微硬度分布情況.從圖5中可以看出,復(fù)合高頻脈沖時的硬度值與0 kHz時相比硬度得到了提高,整體來看55 kHz時的硬度值相較于其他頻率整體提高,55 kHz高頻脈沖的焊縫晶粒細化程度最高,使得接頭的硬度提高最為顯著.從分布情況看,直流TIG復(fù)合不同頻率高頻脈沖的焊接接頭硬度值變化規(guī)律一致,均是隨到焊縫中心距離的增加,硬度值呈現(xiàn)先增加后減少,之后又增加的規(guī)律,焊接接頭硬度呈現(xiàn)大幅波動,分布不均.直流TIG復(fù)合45 kHz高頻脈沖時焊縫心部硬度最大值為60 HV 0.2/10;直流TIG復(fù)合40 kHz高頻脈沖時存在最小值,為46 HV 0.2/10.直流TIG復(fù)合不同頻率高頻脈沖的6N01鋁合金焊接接頭熱影響區(qū)均存在明顯的軟化區(qū),焊接接頭最嚴重部位距焊縫中心約10 mm,最低硬度值出現(xiàn)在50 kHz高頻脈沖復(fù)合接頭中,最低硬度值為45 HV 0.2/10,軟化區(qū)域力學(xué)性能最差,為焊接接頭最薄弱的區(qū)域.由于6N01鋁合金導(dǎo)熱性好,為避免未熔合等缺陷的產(chǎn)生,熔焊過程中需要較大的熱輸入,導(dǎo)致軟化區(qū)析出粗大的β相,析出強化效果嚴重減弱,導(dǎo)致焊后接頭軟化較為嚴重,力學(xué)性能大幅降低[8-9].
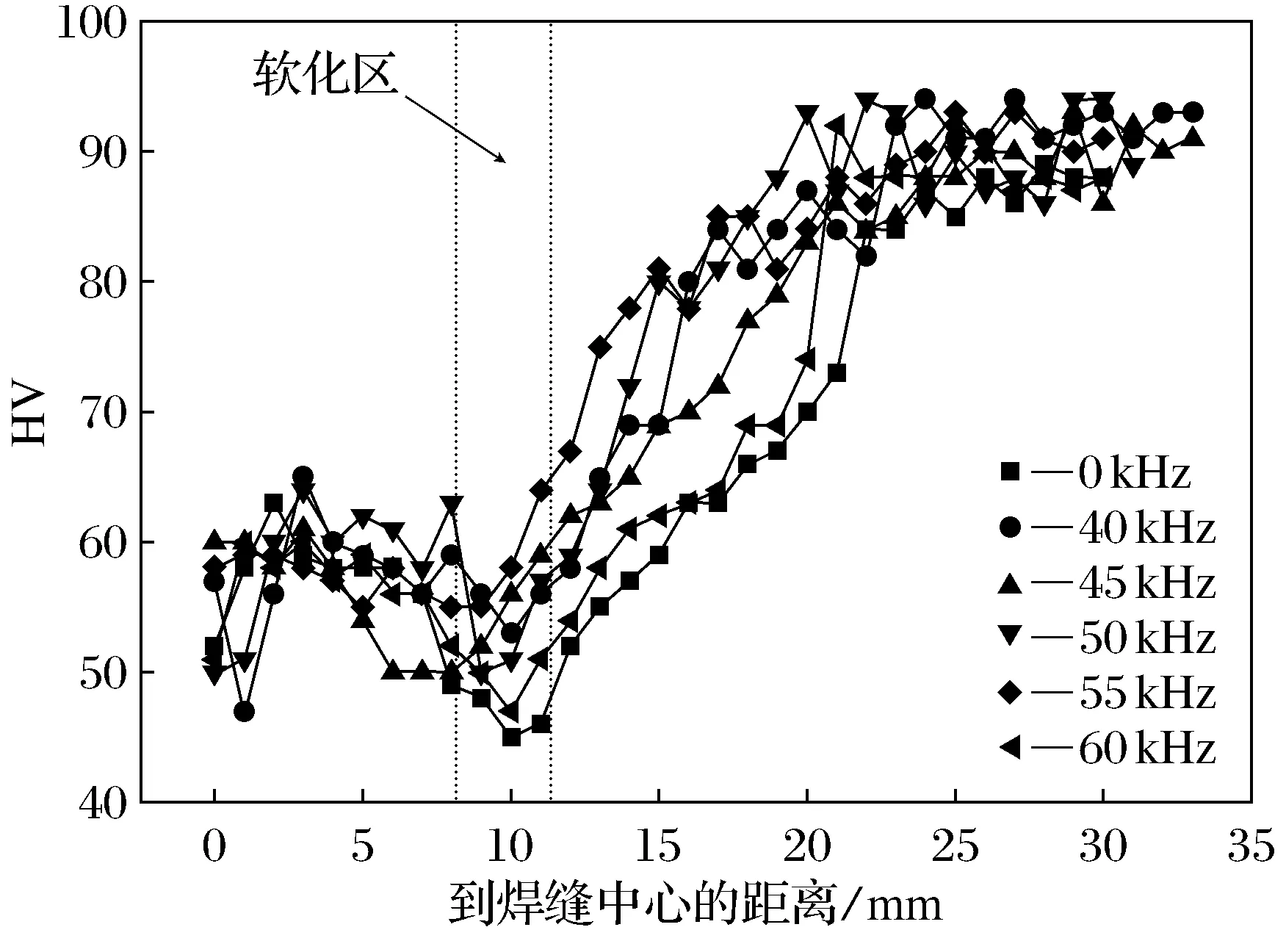
圖5 直流TIG復(fù)合不同頻率高頻脈沖焊接接頭硬度
3 結(jié) 論
(1) 在直流TIG的基礎(chǔ)上復(fù)合不同頻率的高頻脈沖電流,電弧穩(wěn)定性良好.
(2) 隨著直流TIG復(fù)合的高頻脈沖電流的頻率增加,6N01鋁合金的焊接接頭的焊縫中心組織出現(xiàn)柱狀晶向等軸晶的晶型轉(zhuǎn)變以及等軸晶的逐漸細化,在直流TIG復(fù)合55 kHz高頻脈沖時,焊縫中心和熔合線微觀組織細化效果最為顯著.
(3) 相比直流TIG焊縫,復(fù)合高頻脈沖電流提高了焊縫的顯微硬度,頻率為55 kHz時的硬度值提高幅度最大.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
