負(fù)離子/抗菌丙綸包覆紗紡制與工藝優(yōu)化
2019-06-21 05:53:52周朝鋼謝光銀李露露
紡織科學(xué)與工程學(xué)報(bào) 2019年2期
周朝鋼,謝光銀,李露露
(西安工程大學(xué) 紡織科學(xué)與工程學(xué)院,陜西西安 710048)
0 引言
隨著科技的發(fā)展,功能型復(fù)合紗線越來(lái)越走向服用紗線的主流位置,包覆紗作為實(shí)現(xiàn)復(fù)合功能型紗線的重要一類(lèi),由于其特有的結(jié)構(gòu)方式,使紗線既具備芯絲的特性,又可以通過(guò)利用外包纖維的特性改良其服用舒適性能。本文主要是通過(guò)材料的選擇以及在紡紗過(guò)程中改變細(xì)紗捻度、鋼絲圈重量、錠速等因素的變化對(duì)包覆紗成紗質(zhì)量的影響[1],為負(fù)離子抗菌丙綸包覆紗的設(shè)計(jì)和開(kāi)發(fā)提供一定的參數(shù)設(shè)計(jì)依據(jù)和生產(chǎn)經(jīng)驗(yàn)。
1 紗線原料
1.1 紗線原料選取
本次紗線的設(shè)計(jì)原料主要選取抗菌丙綸長(zhǎng)絲作為包覆紗的芯絲,負(fù)離子纖維、竹漿纖維、棉纖維按照一定的比例混合制成粗紗作為外包纖維,負(fù)離子纖維和竹漿纖維本身具有一定的抗菌性能,但是其抗菌效果不夠好且抗菌時(shí)效較短[2-3],通過(guò)將抗菌丙綸長(zhǎng)絲作為芯絲可以使紗線的內(nèi)部也具有一定的抗菌效果[4],且會(huì)減少洗滌、揉搓對(duì)抗菌效果和時(shí)效性的影響。
1.2 紗線原料的基本性能
(1)抗菌丙綸長(zhǎng)絲
抗菌丙綸長(zhǎng)絲基本性能指標(biāo)見(jiàn)表1。

表1 抗菌丙綸長(zhǎng)絲基本性能指標(biāo)
(2)負(fù)離子纖維
本次選用負(fù)離子滌綸纖維基本性能指標(biāo)見(jiàn)表2。

表2 負(fù)離子滌綸纖維基本性能指標(biāo)
(3)竹漿纖維
本次選用竹漿纖維基本性能指標(biāo)見(jiàn)表3。

表3 竹漿纖維基本性能指標(biāo)
(4)棉纖維
本次選用棉纖維基本性能指標(biāo)見(jiàn)下頁(yè)表4。

表4 棉纖維基本性能指標(biāo)
2 紡紗工藝流程
2.1 粗紗工藝
粗紗工藝流程為:抓棉(FA002型自動(dòng)抓棉機(jī))→混棉(A006B型混棉機(jī))→開(kāi)棉(FA106型豪豬式開(kāi)棉機(jī))→給棉(A092AS型雙箱給棉機(jī))→成卷(A076C型單打手成卷機(jī))→梳棉(A186F型梳棉機(jī))→并條(FA306A型并條機(jī))→粗紗(A454E型粗紗機(jī)),最終得到重量不勻率為1.2%,條干不勻?yàn)?.4%的竹漿/負(fù)離子/棉192tex的粗紗[1,5]。
2.2 包覆工藝
采用FA506S型細(xì)紗機(jī)進(jìn)行改裝,主要加裝導(dǎo)絲架,固定筒狀長(zhǎng)絲。另外將長(zhǎng)絲通過(guò)導(dǎo)紗管送往前羅拉與粗紗匯合,為了控制粗紗與長(zhǎng)絲在匯合加捻處不發(fā)生分離現(xiàn)象,在匯合處使用集合器對(duì)長(zhǎng)絲和粗紗進(jìn)行路線固定,最終通過(guò)前羅拉、導(dǎo)紗鉤、鋼絲圈完成包覆[6]。
包覆紗生產(chǎn)示意圖見(jiàn)圖1。
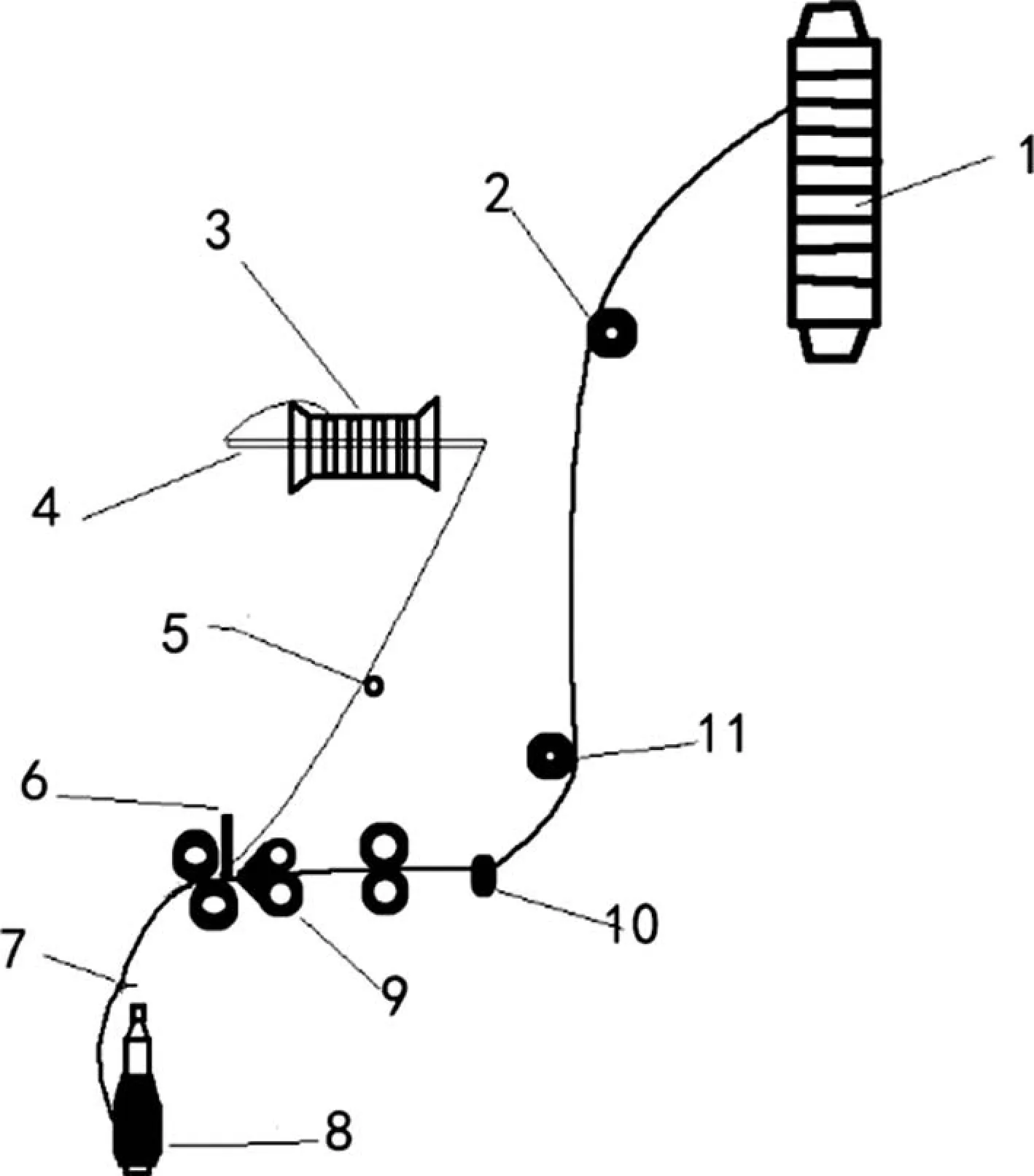
1.粗紗;2. 導(dǎo)紗架;3. 長(zhǎng)絲;4. 導(dǎo)絲管;5. 導(dǎo)絲輪;6. 集合器;7. 導(dǎo)紗鉤;8. 管紗;9. 牽伸羅拉;10. 喇叭口;11. 導(dǎo)紗架
3 優(yōu)化實(shí)驗(yàn)與分析
3.1 預(yù)牽伸倍數(shù)的影響
預(yù)先設(shè)計(jì)對(duì)長(zhǎng)絲的預(yù)牽伸倍數(shù)選取范圍為1.02~1.08倍,預(yù)先設(shè)定捻系數(shù)為303,芯絲預(yù)設(shè)張力為0.5CN[7],進(jìn)行試紡測(cè)試得出結(jié)果見(jiàn)圖2。
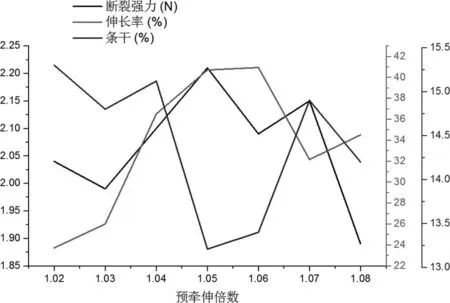
圖2 預(yù)牽伸倍數(shù)與成紗質(zhì)量關(guān)系
由圖2可以得到,長(zhǎng)絲預(yù)牽伸倍數(shù)為1.05時(shí),紗線的條干均勻度較好,且斷裂強(qiáng)度和斷裂伸長(zhǎng)率較高,但在實(shí)驗(yàn)數(shù)據(jù)的極差較小,可以得到長(zhǎng)絲的預(yù)牽伸倍數(shù)在所設(shè)定范圍內(nèi)的變化對(duì)成紗質(zhì)量有一定的影響但影響因子較小。
3.2 捻度的影響
根據(jù)工廠包覆紗生產(chǎn)經(jīng)驗(yàn),預(yù)先設(shè)計(jì)細(xì)紗捻度選取范圍為90捻/10cm~120捻/10cm,同時(shí)保持單一變量,選用芯絲預(yù)設(shè)張力為0.5CN,牽伸倍數(shù)為1.05,進(jìn)行試紡測(cè)試,結(jié)果見(jiàn)圖3。
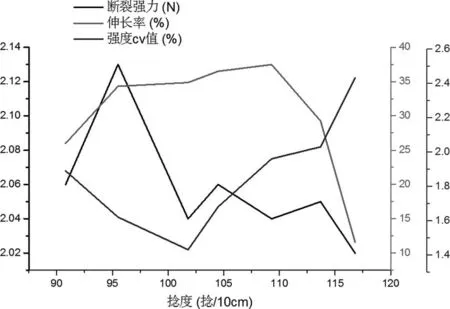
圖3 捻度與成紗質(zhì)量關(guān)系
由圖3所示實(shí)驗(yàn)結(jié)果,總體上紗線質(zhì)量隨著捻度的增大呈現(xiàn)下降趨勢(shì),捻度為95.5捻/10cm時(shí),紗線的斷裂強(qiáng)力達(dá)到峰值,且強(qiáng)度不勻率相對(duì)較小,雖然斷裂伸長(zhǎng)不是最佳狀態(tài),但是為了滿(mǎn)足后續(xù)織造,強(qiáng)力的大小權(quán)重較大,所以此次試紡的最優(yōu)捻度為95.5捻/10cm。
3.3 鋼絲圈型號(hào)的影響
鋼絲圈時(shí)紡紗過(guò)程中,紗線加捻卷繞的重要構(gòu)成部件,鋼絲圈型號(hào)的合適與否也直接影響到紗線的成紗質(zhì)量。在確定芯絲預(yù)設(shè)張力為0.5CN,牽伸倍數(shù)為1.05,捻度為95.5捻/10cm,選取較適合的三種型號(hào)的鋼絲圈進(jìn)行試紡實(shí)驗(yàn),實(shí)驗(yàn)結(jié)果如圖4,最終選用EMIfrNO.4/0此時(shí)的強(qiáng)力和CV均較好。
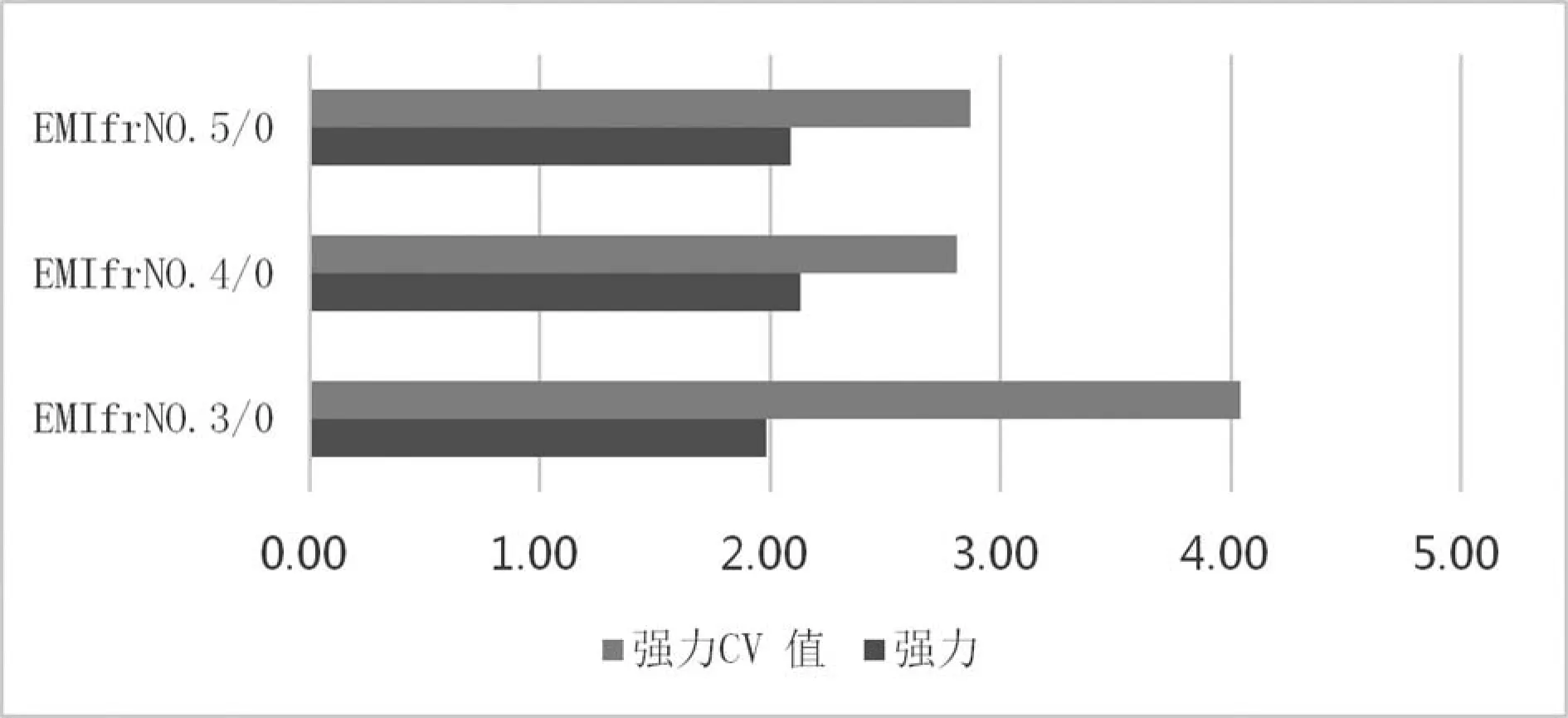
圖4 鋼絲圈型號(hào)與成紗質(zhì)量關(guān)系
3.4 成紗質(zhì)量
(1)包覆紗基本性能
以抗菌丙綸長(zhǎng)絲為芯絲,以竹漿纖維、負(fù)離子滌綸纖維、棉纖維混紡作為外包纖維的抗菌丙綸包覆紗,基本性能指標(biāo)見(jiàn)表4。
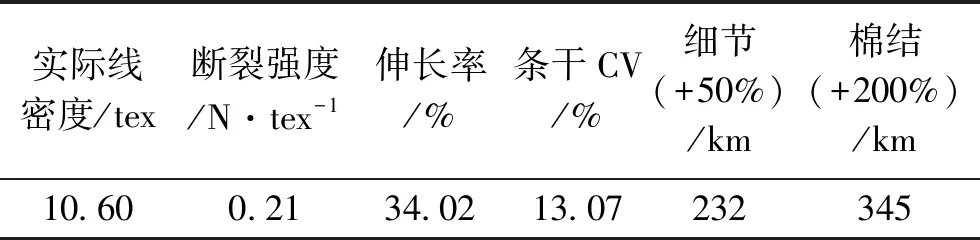
表4 抗菌丙綸包覆紗基本性能
(2)包覆紗截面形態(tài)
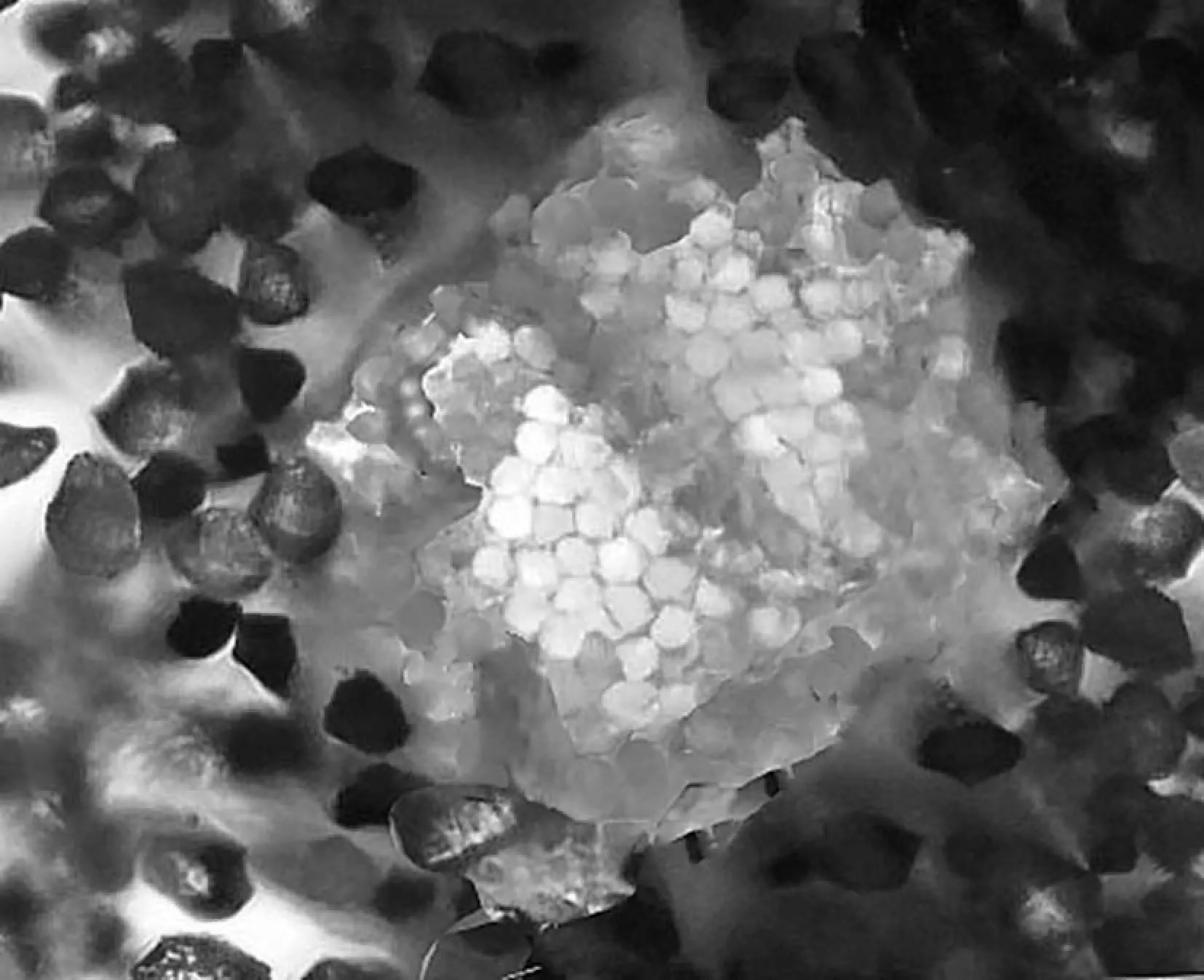
圖5 包覆紗橫截面放大200倍
為了研究包覆紗的包覆情況,就要觀察其截面形態(tài)以及縱向形態(tài)。利用尼康光學(xué)顯微鏡觀察紗線的截面形態(tài),將包覆紗拉直雙面膠固定在載玻片上,觀察紗線外包纖維狀態(tài)。

圖6 包覆紗縱向放大50倍
通過(guò)光學(xué)顯微鏡觀察,包覆紗微觀形態(tài)清晰可見(jiàn)。在包覆紗的橫截面圖5中,可以清楚的看出外圍棕紅色部分為用來(lái)輔助切片的羊絨纖維,其圓形芯絲截面(內(nèi)部白色高亮部分)被均勻的包覆在中間,黃色和灰黑色部為外包纖維,輪廓較為明顯。在包覆紗縱向圖6中,可以看出纖維分布較為均勻,加捻弧度較為均勻,游離纖維較少,綜合以上整體成紗質(zhì)量較好。
4 結(jié)論
(1)本研究主要是選用負(fù)離子纖維、竹漿纖維、棉纖維以40/30/30的比例得到混紡粗紗,把抗菌丙綸長(zhǎng)絲作為芯絲,經(jīng)過(guò)包覆工藝得到細(xì)度為10.6tex的負(fù)離子/抗菌丙綸包覆紗。在試紡過(guò)程中采用控制變量實(shí)驗(yàn),確定出最佳紡紗工藝為:鋼絲圈型號(hào)選用EMIfrNO.4/0,芯絲預(yù)設(shè)張力為0.5CN,牽伸倍數(shù)為1.05,捻度為95.5捻/10cm,錠子轉(zhuǎn)速控制在9000rpm。
(2)在包覆工序中,加捻三角區(qū)對(duì)成紗質(zhì)量也有著較大的影響,經(jīng)前羅拉位置適當(dāng)?shù)奶崆埃⒓尤腴L(zhǎng)絲張力調(diào)節(jié)裝置、集合器、長(zhǎng)絲定位器均有利于紗線的成紗質(zhì)量,此時(shí)試紡并沒(méi)有達(dá)到最優(yōu)效果,但基本完成本次紗線設(shè)計(jì)的基本要求,也為今后此類(lèi)紗線的紡制提供了一定的參考依據(jù)。
(3)紡紗過(guò)程中加強(qiáng)巡回力度,保證導(dǎo)絲輪的靈活度、以及粗紗和長(zhǎng)絲都在集合器的控制之中,在出現(xiàn)問(wèn)題的時(shí)候及時(shí)改正。在每一次停機(jī)落紗之后都要重新取樣進(jìn)行測(cè)試,以保證成紗的質(zhì)量沒(méi)有改變。
(4)綜合目前市場(chǎng)上的包覆紗品種,其品種開(kāi)發(fā)還有很大空間,包覆紗可以更好的利用發(fā)揮纖維材料的性能,更好的產(chǎn)品才會(huì)創(chuàng)造更大的利益。
