雙層涂層連續玄武巖織物的熱防護性能研究
2019-06-21 00:27:52李建明劉旭琳趙曉明劉元軍
紡織科學與工程學報 2019年2期
關鍵詞:質量
李建明,劉旭琳,趙曉明,2,3,劉元軍,2,3
(1.天津工業大學 紡織科學與工程學院,天津 300387;2.天津市先進纖維與儲能技術重點實驗室,天津 300387; 3. 天津市先進紡織復合材料重點實驗室,天津 300387)
0 前言
消防避火服作為消防員短期穿越高溫明火火場實施搶救人員和重要物資行動的最高等級熱防護服裝,最基本的要求是必須具有良好的耐高溫火焰燒蝕性能和輻射熱防護性能。該類服裝一般由防火層、隔熱層和舒適層等三層結構組成。其中,防火層與火場復雜多變的特殊環境直接接觸,在避火服三層結構中起著最為關鍵的作用。因此,消防避火服防火層織物材料需具備優異的熱防護性能[1-3]。作為直接接觸明火火焰的防護層織物,消防避火服外層的主要作用是防止明火對織物的損傷,并且在800 ℃高溫火焰的舔舐下,能夠在一定的時間內保持強力和隔熱效能[4-6]。有關學者認為,實際的滅火救援行動需要的時間應在8min~10min,甚至更長[7-10]。PBI、PMIA、酚醛纖維等有機纖維的熱解溫度均低于600 ℃,無法滿足織物特殊環境下的使用要求。因此,研究人員重點研究具有高熱防護性能的無機纖維,進而篩選出相對優異的消防避火服防火層材料。連續玄武巖纖維是以單一的天然玄武巖礦石為原料,將其磨碎并在1450 ℃~1500 ℃的高溫熔融后,通過鉑銠合金拉絲漏板快速拉制而形成的連續纖維,簡稱CBF(Continuous Basalt Fiber)[11-12]。其兼具耐低溫和耐高溫的性能,長期使用溫度范圍在﹣260 ℃~400 ℃。連續玄武巖纖維不僅穩定性好,而且還具有電絕緣性、抗腐蝕、抗燃燒、耐高溫等多種優異性能。同時,玄武巖纖維的力學性能也十分突出,其彈性模量在80GPa~93GPa范圍內,拉伸強度大于3000 MPa,斷裂伸長在3 %左右[13-14]。本課題主要探討了高嶺土質量分數、氣凝膠質量分數、云母粉與Cr2O3比例對雙層涂層織物熱防護性能影響。
1 實驗部分
1.1 實驗原料與器材
藥品:納米級金紅石型二氧化鈦(南京天行新材料有限公司生產);納米二氧化硅(上海乃歐納米科技有限公司生產);納米級六鈦酸鉀晶須(南通奧新電子科技有限公司生產);納米氧化鋁、三氧化二鉻、氧化鋯、云母粉和無水乙醇(天津市科密歐化學試劑有限公司生產);氣凝膠(納諾科技有限公司生產);滑石粉和三氧化二鐵(天津市鼎盛鑫化工有限公司生產);空心陶瓷微珠(鞏義市優星礦產品有限公司生產);空心玻璃微珠(浙江海岳新材料股份有限公司生產);苯甲基有機硅樹脂(上海樹脂廠生產);有機硅消泡劑,偶聯劑KH550。
實驗器材:DZF-6020型真空干燥箱(生產廠家鞏義市予化儀器有限公司),DGG-9148A型高溫鼓風干燥箱(生產廠家上海鱉珍儀器制造有限公司),LY-TP12W12V天秤(生產廠家上海西艾電子有限公司),DL-180BXING 智能超聲波清洗器(生產廠家上海之信儀器有限公司),SF智能型分散砂磨機(生產廠家上海微特電機有限公司),DTO-300型涂層機(生產廠家佛山市亞諾精密機械有限公司)。
連續玄武巖纖維織物基布:浙江桐鄉蒙泰復合材料有限公司生產,厚度0.092 mm,克重200 g/m2,經緯密15×15,支數66 tex。
1.2 雙層涂層織物的制備
雙層涂層柔性復合材料分為氣凝膠絕熱層和耐輻射熱層兩面的制備工藝:
(1)氣凝膠絕熱層制備工藝
分散機定時30 min,低速500 r/min下向有機硅樹脂中依次緩慢加入氣凝膠(或空心玻璃微珠、空心陶瓷微珠等隔熱填料)、云母粉、超細高嶺土和滑石粉等填料。加料完畢后,將分散機調至高速1800 r/min后加入偶聯劑KH550。涂層液制備完畢后,將剪取的15 cm×40 cm玄武巖纖維機織物固定于涂層機針板架上進行涂層,涂層機速度控制在10 mm/s,調整涂層厚度為0.37 mm。制備完成后,在70 ℃預烘30 min,氣凝膠絕熱層制備完畢。
(2)耐輻射熱層制備工藝
分散機定時40 min,低速500 r/min下向有機硅樹脂中依次緩慢加入經超聲處理后質量分數分別為0 %、3 %、6 %、9 %和12 %的納米級六鈦酸鉀晶須,以及納米二氧化硅、云母粉、超細高嶺土、氧化鉻和滑石粉等填料。加料完畢后,將分散機調至高速1800 r/min后加入偶聯劑KH550。涂層液制備完畢后,將步驟1所制備的氣凝膠絕熱層柔性復合材料固定于涂層機針板架上進行涂層,涂層機速度控制在10 mm/s,調整涂層厚度為0.37 mm。制備完成后,在70 ℃預烘30 min,而后在220 ℃烘干1 h,實施高溫固化,雙層涂層柔性復合材料制備完畢。
1.3 熱防護性能測試方法
熱防護性能測試參照標準ISO17492,使用TPP701D型熱防護性能測試儀對材料進行防護性能測試,輻射熱通量值控制在0.4 cal/(cm2·s),通過二級燒傷曲線與織物傳感響應曲線的交叉點所對應的TPP時間,判斷織物的熱防護性能優劣。
2 測試結果與分析
2.1 高嶺土含量對雙層涂層織物熱防護性能的影響
分別制備高嶺土質量分數為2%、4%、6%、8%、10%的雙層涂層織物,僅改變高嶺土質量與苯甲基有機硅樹脂質量。
(1)高嶺土質量分數為2 %時,測試結果如圖1所示。
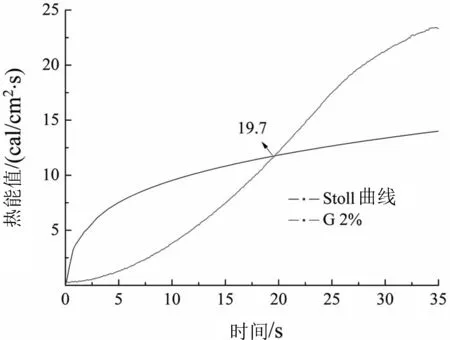
圖1 高嶺土質量分數為2 %時TPP測試曲線
達到二級燒傷溫度的時間為19.7 s
(2)高嶺土質量分數為4 %時,測試結果如圖2所示。
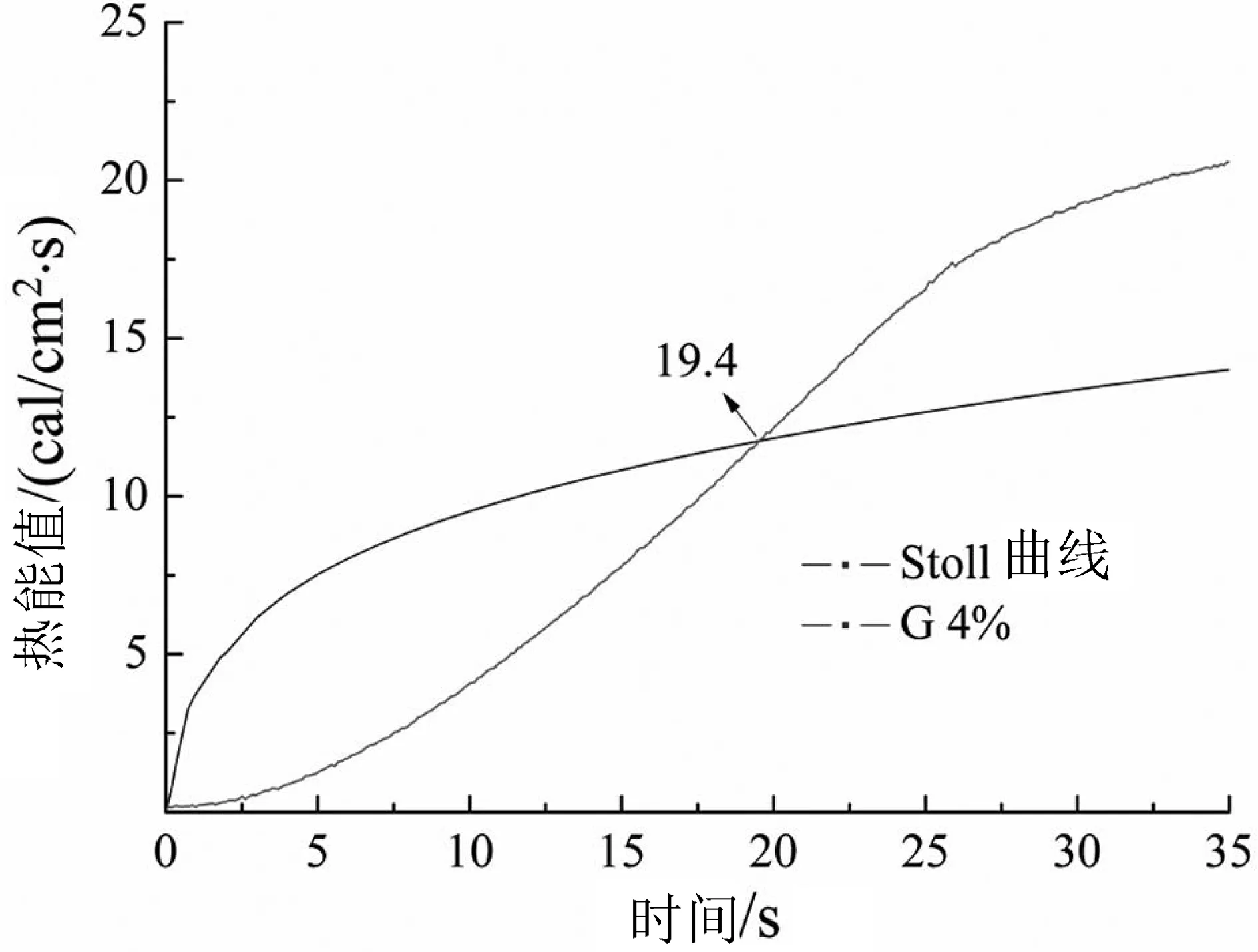
圖2 高嶺土質量分數為4 %時TPP測試曲線
達到二級燒傷溫度的時間為19.4 s
(3)高嶺土質量分數為6 %時,測試結果如圖3所示。

圖3 高嶺土質量分數為6 %時TPP測試曲線
達到二級燒傷溫度的時間為18.3 s
(4)高嶺土質量分數為8 %時,測試結果如圖4所示。

圖4 高嶺土質量分數為8 %時TPP測試曲線
達到二級燒傷溫度的時間為20.5 s
(5)高嶺土質量分數為10 %時,測試結果如圖5所示。

圖5 高嶺土質量分數為10 %時TPP測試曲線
達到二級燒傷溫度的時間為20.0 s
輻射熱防護性能測試表明:高嶺土質量分數為8 %時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;質量分數為6 %時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
2.2 氣凝膠含量對雙層涂層織物熱防護性能的影響
分別制備氣凝膠質量分數為3 %、6 %、9 %的雙層涂層織物,僅改變氣凝膠質量與苯甲基有機硅樹脂質量。
(1)氣凝膠質量分數為3 %時,測試結果如圖6所示:
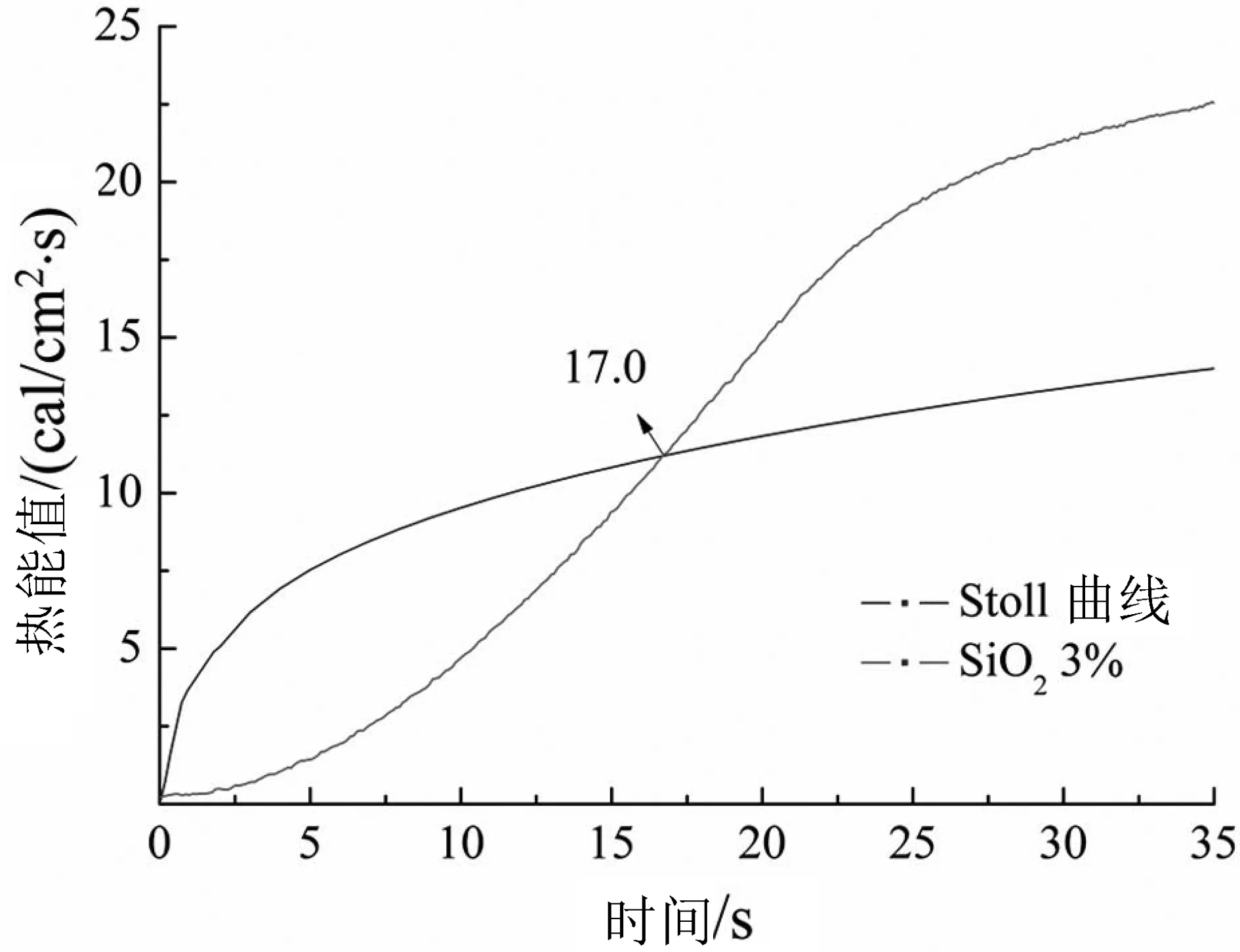
圖6 氣凝膠質量分數為3 %時TPP測試曲線
達到二級燒傷溫度的時間為17.0 s
(2)氣凝膠質量分數為6 %時,測試結果如圖7所示。

圖7 氣凝膠質量分數為6 %時TPP測試曲線
達到二級燒傷溫度的時間為18.4 s
(3)氣凝膠質量分數為9 %時,測試結果如圖8所示。

圖8 氣凝膠質量分數為9 %時TPP測試曲線
達到二級燒傷溫度的時間為20.2 s
輻射熱防護性能測試表明:氣凝膠質量分數為9 %時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;質量分數為3 %時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
2.3 云母粉與Cr2O3比例對雙層涂層織物熱防護性能的影響
分別制備云母粉與Cr2O3比例為1:1、1:2、2:1以及云母粉質量分數6 %、Cr2O3質量分數為0 %和云母粉質量分數0 %、Cr2O3質量分數為6 %的雙層涂層織物(五種)。
(1)當云母粉與Cr2O3比例為1:1時,測試結果如圖9所示。
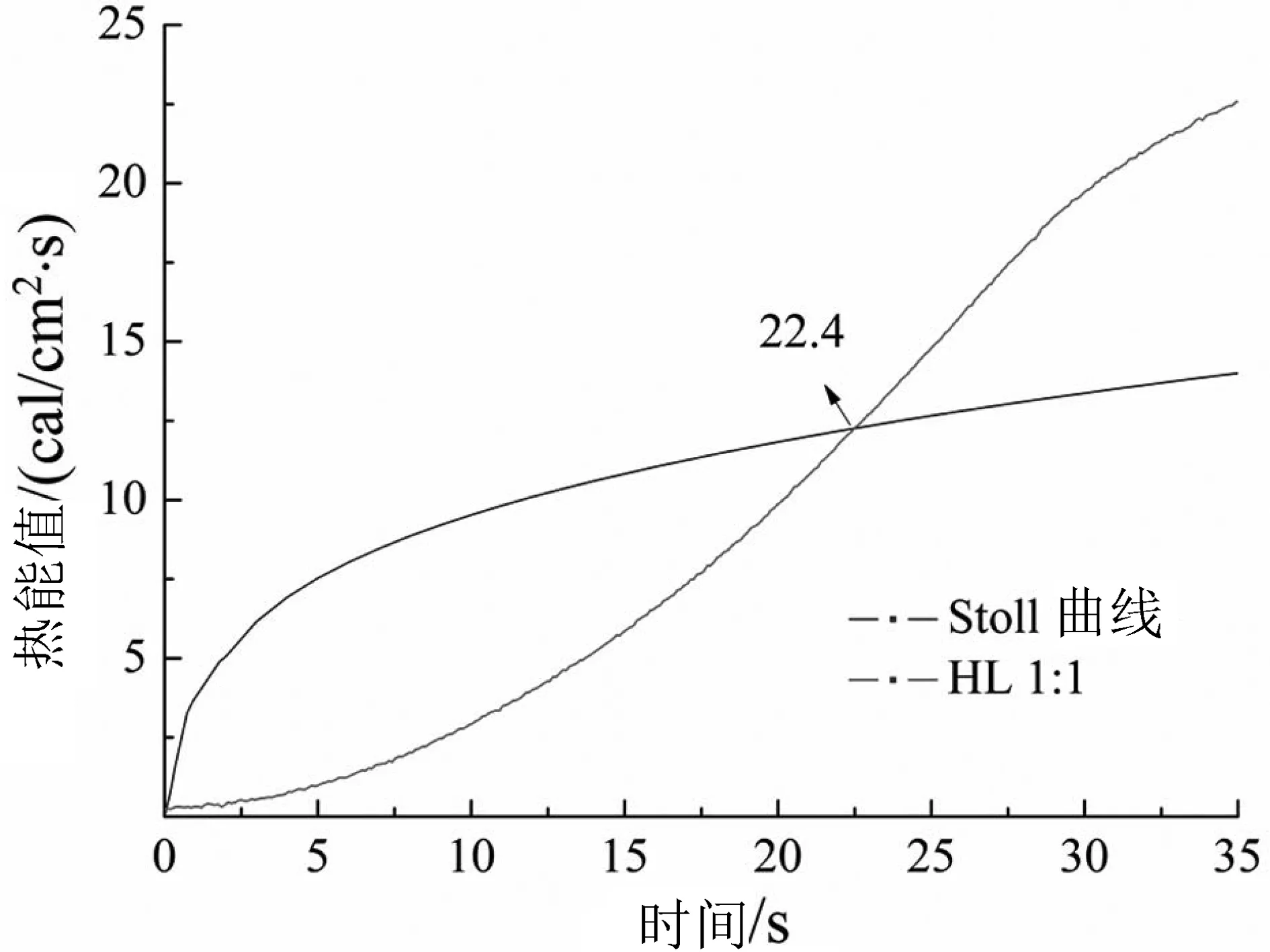
圖9 云母粉與Cr2O3比例為1:1時TPP測試曲線
達到二級燒傷溫度的時間為22.4 s
(2)當云母粉與Cr2O3比例為1:2時,測試結果如圖10所示。

圖10 云母粉與Cr2O3比例為1:2時TPP測試曲線
達到二級燒傷溫度的時間為22.9 s
(3)當云母粉與Cr2O3比例為2:1時,測試結果如圖11所示。
圖11 云母粉與Cr2O3比例為2:1時TPP測試曲線
達到二級燒傷溫度的時間為19.5 s
(4)當云母粉質量分數為6 %、Cr2O3質量分數為0 %時,測試結果如圖12所示。
圖12 云母粉含量6 %、Cr2O3含量0 %時TPP測試曲線
達到二級燒傷溫度的時間為18.3 s
(5)當云母粉質量分數為0 %、Cr2O3質量分數為6 %時,測試結果如圖13所示。
圖13 云母粉含量0 %、Cr2O3含量6 %時TPP測試曲線
達到二級燒傷溫度的時間為20.3 s
輻射熱防護測試結果表明:當云母粉與Cr2O3比例為1:2時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;云母粉含量6%、Cr2O3含量0%時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
3 結論
(1)高嶺土質量分數為8 %時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;質量分數為6 %時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
(2)氣凝膠質量分數為9 %時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;質量分數為3 %時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
(3)當云母粉與Cr2O3比例為1:2時,達到二級燒傷溫度的時間最長,輻射熱防護效果最好;當云母粉質量分數為6 %、Cr2O3質量分數為0 %時,達到二級燒傷溫度的時間最短,輻射熱防護效果最差。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
