基于PLC及觸摸屏技術在不銹鋼管整形去毛刺設備中的應用
2019-06-21 07:44:40廖達檳曾桂明陳思義陳東圳彭一航
產業與科技論壇 2019年10期
□廖達檳 曾桂明 陳思義 陳東圳 彭一航
面對不銹鋼管原有的包裝工序自動化程度低和占用大量生產工人的現狀,當前的不銹鋼管包裝行業迫切需求實現自動化和智能化。本文設計的整形去毛刺設備作為不銹鋼管自動包裝生產線的第一道工序。最能反映不銹鋼管的包裝生產效率和產品質量指標。隨著現代科技的不斷進步和勞動力成本的不斷提高,自動化生產的發展水平逐漸成為決定企業是否能在競爭中取勝的關鍵因素之一。自動整形去毛刺設備的研發設計,取代了現有傳統人工操作模式,在降低生產成本的同時,大大提高企業的生產效率。本文設備控制系統方面,采用了PLC技術和觸摸屏技術,實現設備的自動化加工和運行狀態監控[1~2]。
一、設備組成與原理
(一)設備的基本組成。本文設計的一種不銹鋼管整形去毛刺加工設備,其結構主體主要包括物料輸送裝置、壓緊去毛刺輸送裝置、整形裝置、抬升裝置、定距分層裝置、夾緊輸送裝置和物料移出裝置。如圖1所示。
輸送裝置主要由TN系列氣缸、傳送帶、同步輪等零件組成。其主要功能是將雜亂的產品經拍齊后輸送到下一工位。
壓緊去毛刺輸送裝置主要由SC系列氣缸、微型電機、傳送帶、同步輪、機架等零部件組成。主要完成將產品壓緊傳送,傳送過程中,經旋轉電機上的打磨頭,完成去毛刺任務。
整形裝置主要由SC系列氣缸、TN系列氣缸、整形頭、伺服電機、整形儲料槽、橡膠墊板、斜滑板、直線滑軌等零部件組成。主要完成的功能:一是將去毛刺后的產品經斜滑板滑入出料槽,總設10個儲料槽,每個儲料槽的移動位置通過伺服電機帶動實現精確定位;二是產品滑入儲料槽后,經兩端的整形機構完成整形工作。
抬升裝置主要由SC系列氣缸、推板等組成,主要作用將儲料槽中已經加工完成的不銹鋼管推出儲料槽。
定距分層裝置主要由伺服電機、直線滑軌、齒輪齒條、TCL系列氣缸等零件做成。主要作用是間隔性等距抬升物料。
夾緊輸送裝置主要有SC系列氣缸、傳送帶、TCL系列氣缸、橡膠墊、直線滑軌等零件組成。主要作用是將2~3層的不銹鋼管夾緊后抬起輸送到下一工位。
移出裝置主要由傳送帶、同步輪、機架等組成。主要作用是將產品移出整個設備的工作區域,輸送到下一工序。
(二)設備生產技術指標。本文研發的不銹鋼管整形去毛刺設備可以完成100-200根/分鐘的工作量。根據不銹鋼管不同規格尺寸的要求,加工區域的寬度需做成可調。利用本項目的成果,縮短產品的整形去毛刺時間60%以上,為企業節約人工費75%以上,產品的制造成本減少40%-60%。
(三)工作原理。整個設備采用PLC控制技術和觸摸屏技術,設計工作流程如圖2所示。
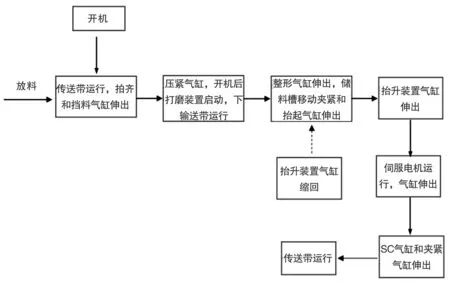
圖2 設備單次加工工藝流程圖
系統啟動前,先按“復位”按鈕,待所有機構回至原位,按下“啟動”按鈕,傳送裝置傳送帶在電機的帶動下運轉,PLC控制擋料氣缸抬起,將產品平放在傳送帶上,當運送的產品達到一定量后,兩側的氣缸動作將產品拍齊;擋料氣缸縮回,傳送帶繼續傳送物料到夾緊去毛刺輸送裝置,壓料傳送裝置在氣缸的作用下下行,壓住產品,同時電機帶動傳送帶旋轉,同下方傳送帶一起輸送產品,輸送過程中,經一直旋轉的去毛刺裝置;完成去毛刺的不銹鋼管在慣性和自身重力的作用下,經滑板下滑到整形儲料槽中,當感應到有料后,整形機構開始動作;整形完一個槽位后儲料槽架在伺服電機的驅動下前移一定的距離,到位后,不銹鋼管繼續下滑,進入下一次整形;待完成10次整形后,驅動抬升裝置將產品抬起脫離出儲料槽,檢測到無料后,儲料槽快速后移,進入下一次的整形工藝流程;同時在定距分層裝置的作用,PLC控制伺服電機每次上移一定距離;夾緊輸送裝置夾緊物料的兩端,抬起脫離導向槽架后,在皮帶的帶動下,將產品送到移出裝置上,由移出裝置將物料輸送到下一工序,即完成了一個流程。
(四)設備技術要求。根據產品的生產要求,設計的設備要求生產過程中要突出以下技術要點:第一,一臺設備,通過調節相應的機構,可滿足不同規格尺寸的不銹鋼管的生產;第二,采用可靠的定位機構,保證生產質量和設備運行的穩定性;第三,加工精度高,穩定性好。儲料輸送裝置及定距分層裝置均采用了伺服控制系統;第四,設計生產效率高,每分鐘可完成100根以上的產品數量;第五,采用PLC和觸摸屏技術,實現設備運行的可視化監控和操作。
二、控制系統的設計
結合企業生產的實際控制要求,設備控制系統的控制單元模塊選用西門子CPU314C-2PN/DP作為控制器。人機界面選用能夠理想生動地顯示PLC、PC機上數據信息TP177B系列觸摸屏,并支持與大多數的PLC直接通信[3~5]。PLC與上位機之間采用的是以太網通信協議,伺服電機采用AS1系列交流伺服電機,采取PROFIBUS或以太網與PLC通訊。
(一)PLC的I/O分配與參數配置。
1.PLC的I/O地址分配[6]。根據整形去毛刺的動作工藝流程和PLC控制系統的控制要求,進行PLC的I/O地址分配。其中輸入信號主要包括啟動、停止、急停、復位、傳感器信號,輸出主要包括各工位氣缸電磁閥、交流異步電機交流伺服電機。
2.PLC參數配置。根據現場設備調試和設備動作要求,共設計需要15個輸入點,30個輸出點,選用西門子PLC可以滿足使用,根據需要的I/O配置,預留20%的I/O余量。
(二)觸摸屏模塊。選用的觸摸屏是西門子公司的TP177B系列。通過設置“復位”、“啟動”、“停止”按鈕,用于代替實體按鍵,并可對整形去毛刺的物料個數進行統計。如圖3所示。
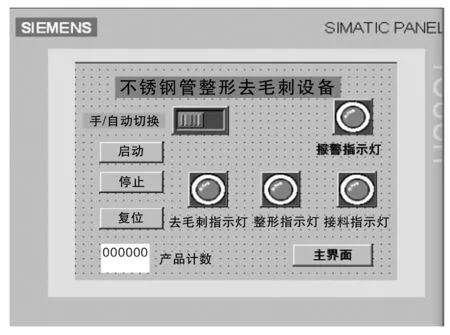
圖3 觸摸屏控制界面
(三)PLC程序設計。本項目選用的是西門子系列PLC,采用的編程軟件為Step7中文界面編程軟件,結合設備的生產工藝流程進行各個模塊單元的程序設計,運用功能FC和功能塊FB,進行結構化編程設計。在本系統中,PLC控制程序由系統啟動、系統運行、系統故障報警、自動復位、緊急停止、各裝置單元等控制模塊。
三、結語
本文研究的生產設備,主要完成整形和去毛刺工作,即能實現快速自動整形去毛刺,提高生產效率,大大減少生產成本的投入,大大降低工人的勞動強度,具有顯著的經濟和實際應用價值。同時本設備控制系統采用了西門子PLC技術和觸摸屏技術,實現不銹鋼管的整形去毛刺設備的可視化操作和監視。實踐表明,該自動控制系統運行可靠,滿足設備的技術指標要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14
