SYP系列盤管風機鍍鋅鋼板葉輪激光焊接工藝
2019-06-18 01:06:18于勁松李定云王維王碧超
科技資訊 2019年8期
關鍵詞:激光焊接
于勁松 李定云 王維 王碧超
摘? 要:SYP系列盤管風機葉輪采用薄鍍鋅鋼板焊接而成,傳統的電弧焊焊接工藝由于其熱輸出量大、焊接廢品率高,滿足不了目前公司質量管控要求。而激光焊接作為一種新興焊接薄鍍鋅鋼板方法,具有無可比擬的強大優勢。該文以SYP130/160J風機為例介紹了SYP系列盤管風機鍍鋅鋼葉輪激光焊接工藝,通過對實際產品焊接質量檢測表明,該焊接工藝以及焊后產品質量、成品率均可滿足要求。
關鍵詞:盤管風機? 薄鍍鋅鋼板? 葉輪? 激光焊接
中圖分類號:TG456.7? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1672-3791(2019)03(b)-0072-02
SYP系列離心式風機是筆者公司在國內首家推出的中央空調風機盤管專用前向多翼離心式風機,具有效率高、噪聲低、結構精巧等特點,其葉輪為優質鍍鋅鋼,經過精密級進模具沖壓、氬弧焊接、翻邊,最終成形。
鍍鋅鋼材料由于其具有良好的抗腐蝕性能,被廣泛地應用在通風設施行業領域。通風設施中鍍鋅鋼板材料的應用使通風產品各個部件的抗腐蝕性能以及使用壽命得到很大的提升。然而,鍍鋅鋼中鍍鋅層的存在,使得鍍鋅鋼的焊接過程和焊接質量受到不利影響[1]。這主要是因為鍍鋅鋼材料的鍍鋅層和基體鋼的物理特性之間存在極大的差異,使得鍍鋅鋼在進行焊接時,其基體鋼發生熔化之前鍍層鋅已經氣化。目前該公司的鍍鋅鋼焊接工藝主要采用TIG(Φ1.0鈰鎢極),由于鋅金屬的沸點相對較低,在對鍍鋅鋼進行焊接時,其中的鋅金屬在焊接電弧剛剛到達鍍鋅層時便會迅速發生氣化,變成鋅蒸氣由內向外發生噴射,這非常容易使焊縫形成焊接缺陷,如熔渣粒子、未熔合機裂紋、飛濺以及氣孔等,同時也會對焊接電弧的穩定性造成一定的破壞,焊接過程中還會產生大量的煙塵[2,3]。另外,由于TIG焊最終形成的焊縫較寬,且焊接過程的熱量輸出較大,鍍鋅層中大量鋅金屬的氣化會導致鍍鋅鋼的抗腐蝕性能大大降低。
當采用激光焊接方法時,與TIG焊相同,鍍鋅鋼的焊縫位置同樣會形成焊接氣孔、未熔合機裂紋以及飛濺等焊接質量缺陷。但是相較于TIG焊接,激光焊接最終的成品率更高,并且焊縫熔寬比相對較大、單位熱輸入量更少、鍍層鋅的損耗低、焊接速度快、熱變形更小等。
該文以SYP130/160J風機鍍鋅鋼葉輪為例,設計制定激光焊接工藝參數,進行小批量試產并進行相關焊接質量檢測。
1? 試驗材料及設備
1.1 試驗材料
準備SYP130/160J風機鍍鋅鋼板葉輪毛坯100件,該毛坯由級進模具沖制而成,材料牌號為DC51D+Z-N,材料厚度為0.35mm,鍍鋅層厚度約13?m。
1.2 焊接設備
試驗焊接設備采用臺州菲速激光科技有限公司生產的FS-500W光纖激光器。該激光器最大優點是采用光纖傳輸,其光電轉化效率較高,使用壽命更長,更加便于進行柔性加工。FS-500W光纖激光器配備高精度3軸聯動(x軸、y軸自動平移,z軸自動升降)工作臺,采用99.99%氬氣作為焊接保護氣體。
2? 工藝過程
(1)采用長尾票夾將葉輪筒兩端對齊夾緊。
(2)將夾緊后的葉輪筒用激光點焊牢固,將長尾票夾夾到引弧位置。
(3)連續焊接:采用450W焊接功率,焊接焦距為200mm,正焦往上調焦10mm,焊接速度調節為30mm/s,焊完一端后再對另一端進行焊接。
(4)焊好后取下長尾票夾,用沖床剪掉兩端引弧位置,保證兩端頭平齊。
3? 試驗檢驗
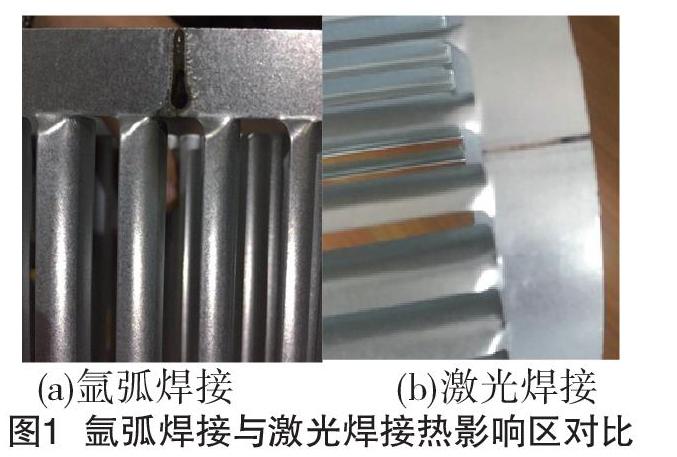
(1)外觀檢驗:激光焊接焊縫飽滿,與之前氬弧焊接工藝相比焊接熱影響區較小,如圖1所示。
(2)翻邊檢測:用手整理葉輪筒圓度,整理好后將其套到卷邊模具上,開動機器,按編好的程序對葉片筒兩端同時翻邊。翻邊后葉輪筒兩端圓弧一致,沒有出現凹凸不平現象,兩底面平整。激光焊接葉輪筒翻邊后焊縫沒有撕裂,用百分表檢測葉輪端跳和徑跳,葉輪筒的端跳和徑跳均符合圖紙要求。
(3)葉輪強度檢驗:將葉輪的中盤裝入葉輪筒內,再把葉輪筒放到壓裝專用設備上進行壓裝,壓裝后檢查壓裝質量,中盤和葉片壓裝保證牢固、不松動。將壓裝后的葉輪安裝到葉輪調試專用設備上,擰緊葉輪軸套上的螺釘,啟動設備,對葉輪的徑跳和端跳進行調試,直到葉輪的徑跳和端跳符合技術要求為止。松開軸套的螺釘,在調試專用設備上取下葉輪,再把葉輪安裝到動平衡調試設備上,擰緊螺釘,啟動設備,對葉輪動平衡進行調試。直到葉輪剩余不平衡量符合技術要求為止。
葉輪動平衡合格后進行葉輪超速試驗。將葉輪安裝到超速試驗平臺上,風機葉輪在環境溫度為25℃下最高工作轉速為2000r/min,超速試驗轉速為最高工作轉速的1.1倍,即2200r/min。試驗前后中盤、軸套、螺釘均無裂紋、無松動,試驗前后葉輪軸向和徑向跳動及尺寸變形量均小于0.04mm,低于允許尺寸變形量0.075mm,該葉輪在轉速為5391rpm時散架報廢,該葉輪焊接強度滿足圖紙技術要求。
(4)焊縫位置鹽霧試驗:將翻邊后的葉輪(氬弧焊和激光焊工件各一,焊縫位置未涂防銹漆)放入鹽霧試驗機中,在壓力為0.17MPa,筒體溫度為38℃,室內相對濕度小于80%R.H,噴霧量為1mL/h,鹽水濃度為5%,噴霧pH值為6.6~7.2條件下進行鹽霧試驗,經過168h后在葉輪各個焊縫處均出現白銹現象,未出現紅銹現象。兩種焊接方式均滿足該產品的技術要求。但氬弧焊焊縫表面出現光亮及焊接后黑色灼燒痕跡,與其余位置有明顯色差(焊縫相對激光較大);激光焊焊縫表面為線狀規則環形,較氬弧焊美觀一些,與葉輪基體存在明顯色差。
4? 結論
無論從焊縫外觀、焊縫強度、翻邊成品率,還是焊縫抗腐蝕性能來看,采用激光焊接工藝焊縫效果都非常理想。采用激光焊接樣件共計100件,焊接成品率為100%;而筆者公司氬弧焊目前焊接平均成品率為98.63%,并且工人焊接水平對葉輪焊接成品率影響較大。
生產實踐表明,采用激光焊接0.35mm厚鍍鋅鋼板葉輪是可行的,該激光焊接工藝不僅適用于該種型號空調風機鍍鋅鋼板葉輪的焊接制造,也適用于同類風機產品的生產制造,有利于提高產品質量,降低焊接操作難度,制作雙面焊接專用夾具更能提高生產效率。
參考文獻
[1] 張屹,李時春,金湘中,等.鍍鋅鋼板激光焊接關鍵技術研究[J].激光與光電子學進展,2010(47):71401-71409.
[2] 封小松,陳彥賓,李俐群,等.鍍鋅板激光填絲釬焊[J].應用激光,2004,24(6):357-360.
[3] Jae-Do Kim,I.Na,Chan-Cheol Park.CO2 laser welding of zinc-coated steel sheets[J].KSME Inter.J,1998,12(4):606-614.
猜你喜歡
中國新技術新產品(2018年4期)2018-02-23 19:43:40
中國科技博覽(2017年48期)2017-12-13 10:52:42
山東工業技術(2017年19期)2017-09-27 10:10:03
山東工業技術(2017年18期)2017-09-12 04:09:59
科技創新與應用(2017年24期)2017-09-08 16:39:04
中國新技術新產品(2017年18期)2017-09-07 12:01:08
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
