磨料水射流切割碳纖維復合材料的表面粗糙度試驗
2019-06-13 11:56:34陳正文阮曉峰鄒佳林任啟樂龍新平孟俊坤
中國機械工程 2019年11期
關鍵詞:深度
陳正文 阮曉峰 鄒佳林 任啟樂 龍新平 孟俊坤
1.合肥通用機械研究院,合肥,2300312.武漢大學水射流理論與新技術湖北省重點實驗室,武漢,4300723.通用機械復合材料技術安徽省重點實驗室,合肥,2300314.航空工業成都飛機工業(集團)有限責任公司,成都,610000
0 引言
碳纖維復合材料(carbon fiber reinforced plastic ,CFRP)作為一種先進的復合材料,以其優異的輕質高強性能和很好的耐疲勞、耐腐蝕、耐高溫、耐磨性,較高的比強度、比模量等特性,被廣泛應用于航天、航空、軍事等高精尖技術領域[1]。但由于CFRP的各相分布具有不連續性、不均一性及各向異性, 采用傳統的加工方式加工時,切削行為本身包括了纖維斷裂、基體裂化、纖維和基體分離、松懈等復雜過程[2],且傳統加工方式在切削CFRP 時產生的熱效應會導致CFRP微觀結構破壞和性能降低,因此采用傳統的加工方式對CFRP進行加工存在一定局限性。磨料水射流技術作為一種清潔高效的冷態切割技術,具有多樣性、靈活性、高效性等優點[3],能有效地完成對CFRP的切削加工。同時,超高壓磨料水射流對材料的作用力較小且無熱效應,能有效地避免應力應變和材料性能的變化[4]。
在磨料水射流加工的過程中,射流壓力、射流噴嘴直徑、混合室長度和直徑、磨料種類、顆粒尺寸、磨料質量流量、切割速度、切割角度等工藝參數,均會影響到磨料水射流的切割效果和效率以及樣品的表面粗糙度[5-8]。由于CFRP具有自身的特性,因此采用磨料水射流技術切割CFRP時呈現出的規律與切割傳統材料時呈現出的規律有較大差異。UNDE等[9]通過實驗發現,切割靶距和進給速度對切割錐角有明顯的影響,而纖維夾角和射流壓力對切口表面粗糙度有明顯的影響。THONGKAEW等[10]采用磨料水射流技術對CFRP進行鉆孔實驗,實驗結果表明,進給速度和鉆孔直徑的增大會降低鉆孔的質量,而射流壓力和磨料質量流量對鉆孔質量沒有明顯的影響。KUMARAN等[11]的實驗結果表明,切割速度和靶距越大,表面粗糙度越大;而射流壓力越大,切割表面的粗糙度則越小;且通過自適應神經模糊推理系統(adaptive neuro-fuzzy inference system,ANFIS)預測得到的CFRP樣品表面粗糙度能很好地與實驗結果吻合。楊清文等[12]研究了磨料濃度和磨料粒徑對沖蝕過程的影響。王建生等[13]通過數值分析發現,粗顆粒的切割效果要優于細顆粒的切割效果。王偉[14]研究了高壓磨料水射流切割CFRP的機理和產生分層失效的原因,并分析了射流壓力、切割速度、靶距和磨料質量流量等參數對切割質量的影響。
以上研究側重于過程參數對切割質量的影響,其中射流壓力、切割速度和磨料質量流量對CFRP的切割質量和切割深度有明顯的影響。但目前缺乏對切口平面的表面形態和表面粗糙度變化進行分析的研究。為此,本文通過試驗分析了磨料水射流的切割速度和CFRP樣品厚度對切口表面粗糙度的影響,以及表面粗糙度隨切割深度的變化規律。
1 試件的制備與切割
1.1 磨料水切割試驗系統與切割試驗材料
1.1.1磨料水切割試驗裝置
超高壓磨料水射流切割試驗裝置主要由WJQG37型水射流切割機床、超高壓主機、操作控制臺及磨料供應設備組成。經過過濾和軟化的清水在超高壓主機液壓系統驅動的增壓器中升壓,并經過管路被輸送至水切割機床上的水切割刀頭。同時,磨料供應設備將切割加工使用的磨料也輸送至水切割刀頭,并控制水切割刀頭完成預設路徑的水切割加工,所有設備的功能控制和切割參數的調整均由操作臺自動控制。磨料水射流切割試驗裝備的主要性能參數見表1。

表1 磨料水切割試驗裝置主要性能參數
1.1.2磨料水切割加工試驗使用的磨料
石榴石是磨料水射流切割最常用的磨料,具有硬度適中、理化性能穩定、粒度和晶型均勻等特點。本文開展磨料水射流切割加工試驗研究,采用了粒度為80、莫氏硬度為7.5、密度為3.4~4.3 g/cm3的石榴石磨料,其微觀形貌表現為顆粒狀和帶有不規則棱角。
1.1.3碳纖維復合材料
試驗中CFRP板材的厚度規格包括2.3 mm、4.3 mm、6.8 mm、8.6 mm、11.8 mm,由12層成分為T300的碳纖維復合而成,其性能見表2。

表2 T300碳纖維復合材料性能
1.2 碳纖維復合材料的切割
運用超高壓磨料水射流系統對CFRP樣品進行切割。其中,靶距為3 cm,磨料的質量流量為0.5 kg/min,其他相關參數詳見表3。按照樣品厚度分為5組,每組又按切割速度分為若干工況。
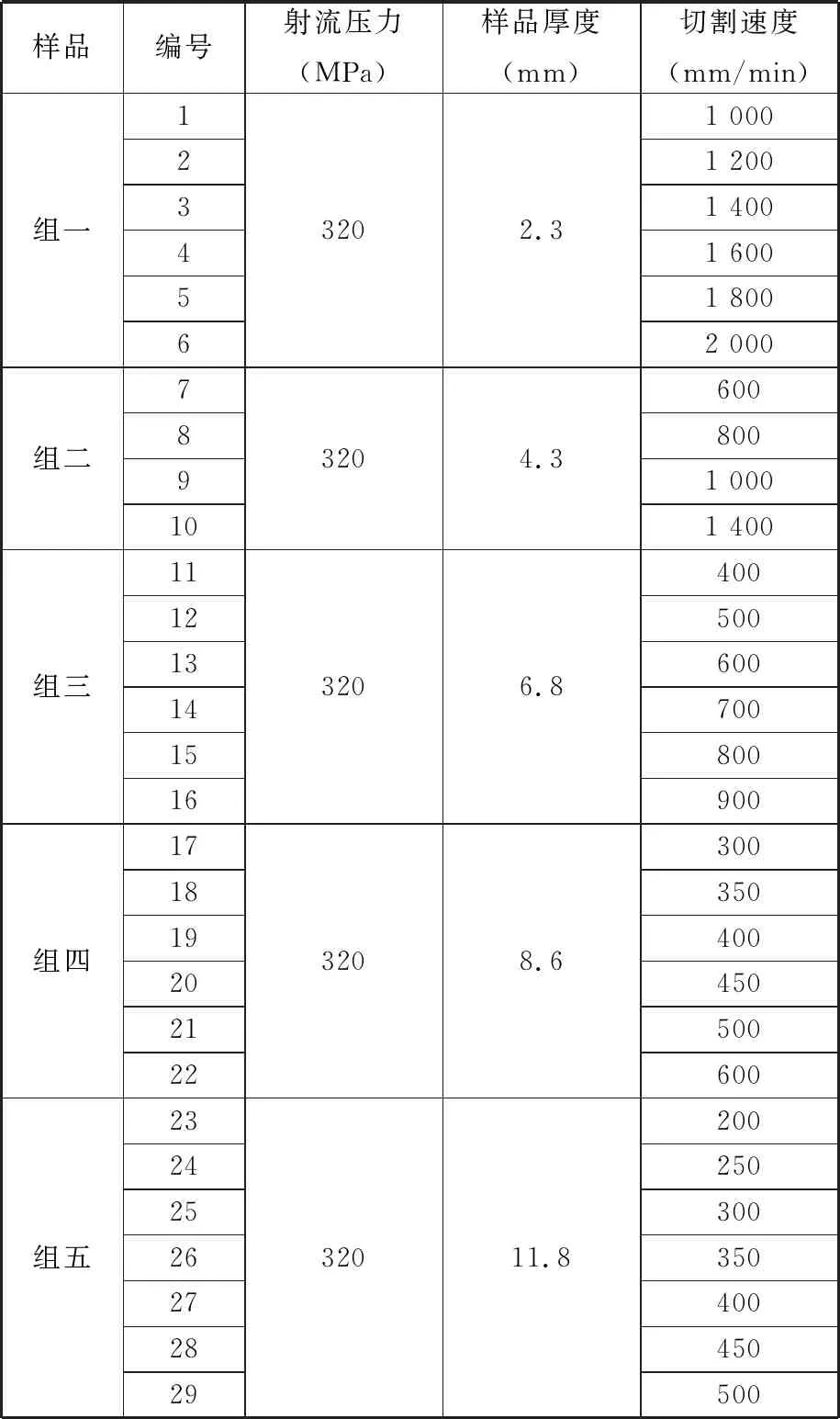
表3 樣品制備的相關參數
2 試件表面粗糙度的測試
評價材料表面粗糙度時,一般采用輪廓算術平均偏差衡量表面粗糙度Ra,其表達式如下:
(1)
式中,hi為采樣點處的高度;n為采樣長度內采樣點的總數。
切口表面任一橫截面上的高度H隨切割深度x的變化如圖1所示,其中,Δl為采樣間距。

圖1 表面粗糙度示意圖Fig.1 Schematic of surface roughness
2.1 測試設備
用于測量樣品表面粗糙度的是μscan激光共聚焦顯微鏡,采用非接觸式測量方法,通過色差傳感器(color difference sensor,CLA)和獨立的計算機來獲得所測表面的三維高度分布圖像,進而可獲得樣品的層厚、粗糙度輪廓、形貌、磨損等參數,且能夠自動修正樣品測試表面的非水平擺放。測量精度可達到10 nm,能滿足對CFRP樣品表面粗糙度的測量要求。
2.2 表面粗糙度測量
與其他切割方式相比,采用磨料水射流切割的表面具有明顯的條紋。典型的磨料水射流切割表面如圖2所示,其中X為射流切割方向,Y為射流移動方向,Z為條紋高度方向。

圖2 碳纖維復合材料切口表面三維圖(厚度為8.6 mm)Fig.2 3D view of cutting front of CFRP(thickness is 8.6 mm)
沿射流移動方向(Y方向),條紋具有較高的相似性,表面粗糙度變化不明顯;在磨料水射流切割的穩定階段,切口表面條紋在射流移動方向上相似且不斷重復[15-16]。
沿射流切割方向(X方向),條紋高度的變化較為明顯,從切口入口到出口,條紋高度不斷增加,測量時則表現為切口入口到出口表面粗糙度的變化較大。而任一與射流切割方向垂直的橫截面的表面粗糙度或平均表面粗糙度都不足以反映切口表面粗糙度的真實情況。故在進行掃描時,可在射流切割方向上,選取樣品的一部分進行測量,以表征整個切口的表面粗糙度和減少測試工作量。且表面粗糙度Ra是二維概念,因此需在掃描截面上沿著射流切割方向選取多個橫截面,以反映截面粗糙度隨切割深度的變化規律。
2.2.1掃描參數選取
在使用μscan激光共聚焦顯微鏡對CFRP樣品表面進行掃描之前,首先需要確定掃描的分辨率及掃描頻率。
(1)分辨率。本文分別采用20 μm×20 μm,30 μm×30 μm,40 μm×40 μm,50 μm×50 μm等掃描分辨率對同一樣品(以樣品21為例)長度為20 mm的截面進行掃描;在截面上從切口入口開始,每隔1.5 mm取一橫截面(確保每次表面粗糙度測量的位置相同),并計算獲得的每個橫截面的表面粗糙度。分析分辨率與表面粗糙度之間的關系,并考慮多方面的因素來確定最終采用的分辨率。
(2)掃描頻率。掃描頻率的選取與樣品本身顏色和反光性能有關。結合設備掃描推薦值,本文選取掃描頻率為500 Hz。
2.2.2掃描截面的選取
在每個樣品的切口表面上(射流壓力為320 MPa,切割速度為500 mm/min, CFRP樣品厚度為8.6 mm)選取兩段長度為20 mm的截面,分別掃描獲得2個截面的表面粗糙度,并取2個截面表面粗糙度的均值來表征切口的表面粗糙度。μscan激光共聚焦顯微鏡掃描位置見圖3,其中,x為樣品切割深度。
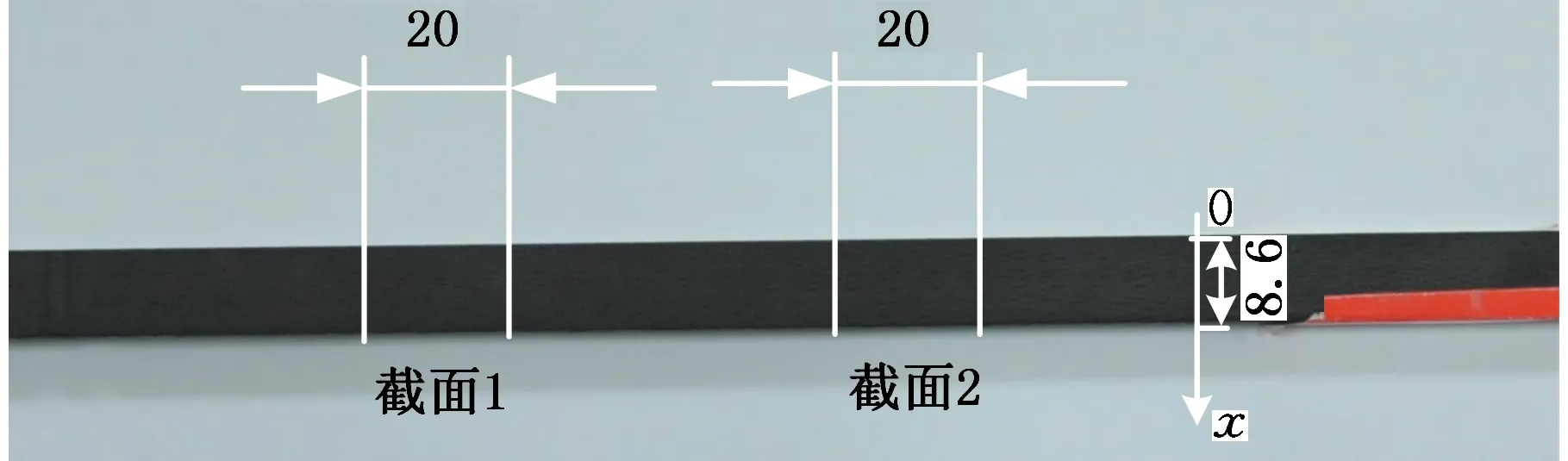
圖3 μscan激光共聚焦顯微鏡掃描位置(320 MPa,500 mm/min,8.6mm)Fig.3 Location of μscan laser confocal microscopy scanned(320 MPa,500 mm/min,8.6mm)
2.2.3粗糙度測量橫截面選取
橫截面的選取方式如下:以切口入口為起始端,隨后依次間隔0.6 mm選取一個橫截面來測量表面粗糙度。對于不同厚度的CFRP樣品,其測量表面粗糙度的橫截面位置均相同,不同的是測量的橫截面數量。如圖4所示,厚度為8.6 mm的CFRP樣品從切口入口到切口末端,共計選取了15個橫截面。在切口末端的剩余部分,因寬度小于0.6 mm,故剩余部分沒有選取橫截面進行測量。

圖4 測量表面粗糙度的橫截面Fig.4 Cross sections of measuring surface roughness
μscan激光共聚焦顯微鏡可根據掃描數據點重構每個橫截面,材料表面微觀高度起伏波動圖像見圖5。其中,數據點間隔為30 μm(即Δl=30 μm),并根據式(1)計算橫截面的表面粗糙度。
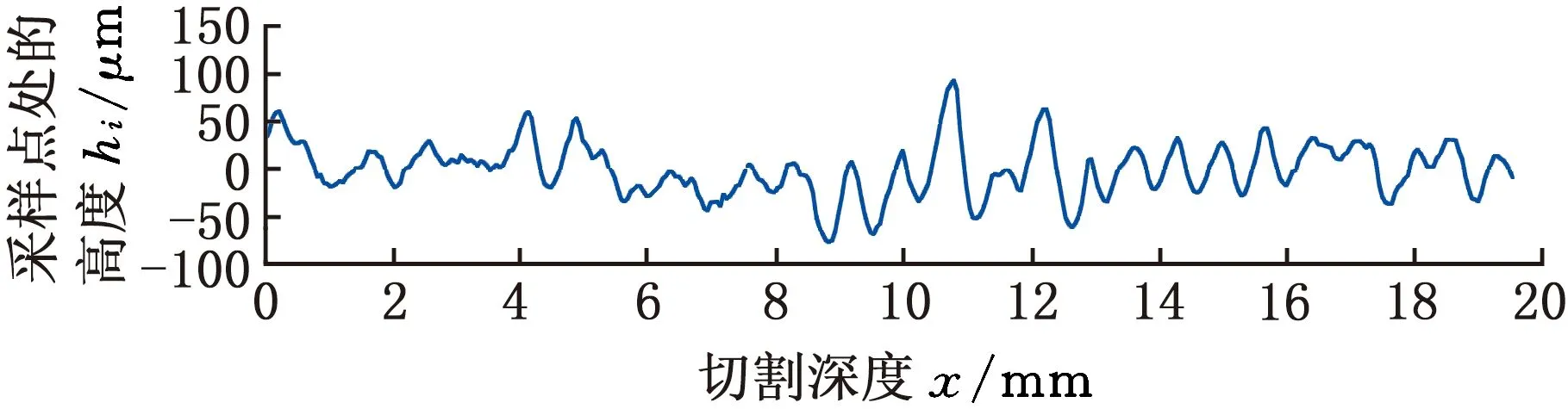
圖5 橫截面上材料表面高度波動Fig.5 Material surface height fluctuation on cross section
3 測試數據及分析
3.1 分辨率對表面粗糙度的影響
根據相應的試驗和測試方案,可以得到不同分辨率條件下,CFRP樣品厚度為8.6 mm(樣品21)的同一截面的切口表面粗糙度,見圖6和表4。其中,所選取的橫截面1~6分別對應切割深度x=0、1.5 mm、3.0 mm、4.5 mm、6.0 mm和7.5 mm。
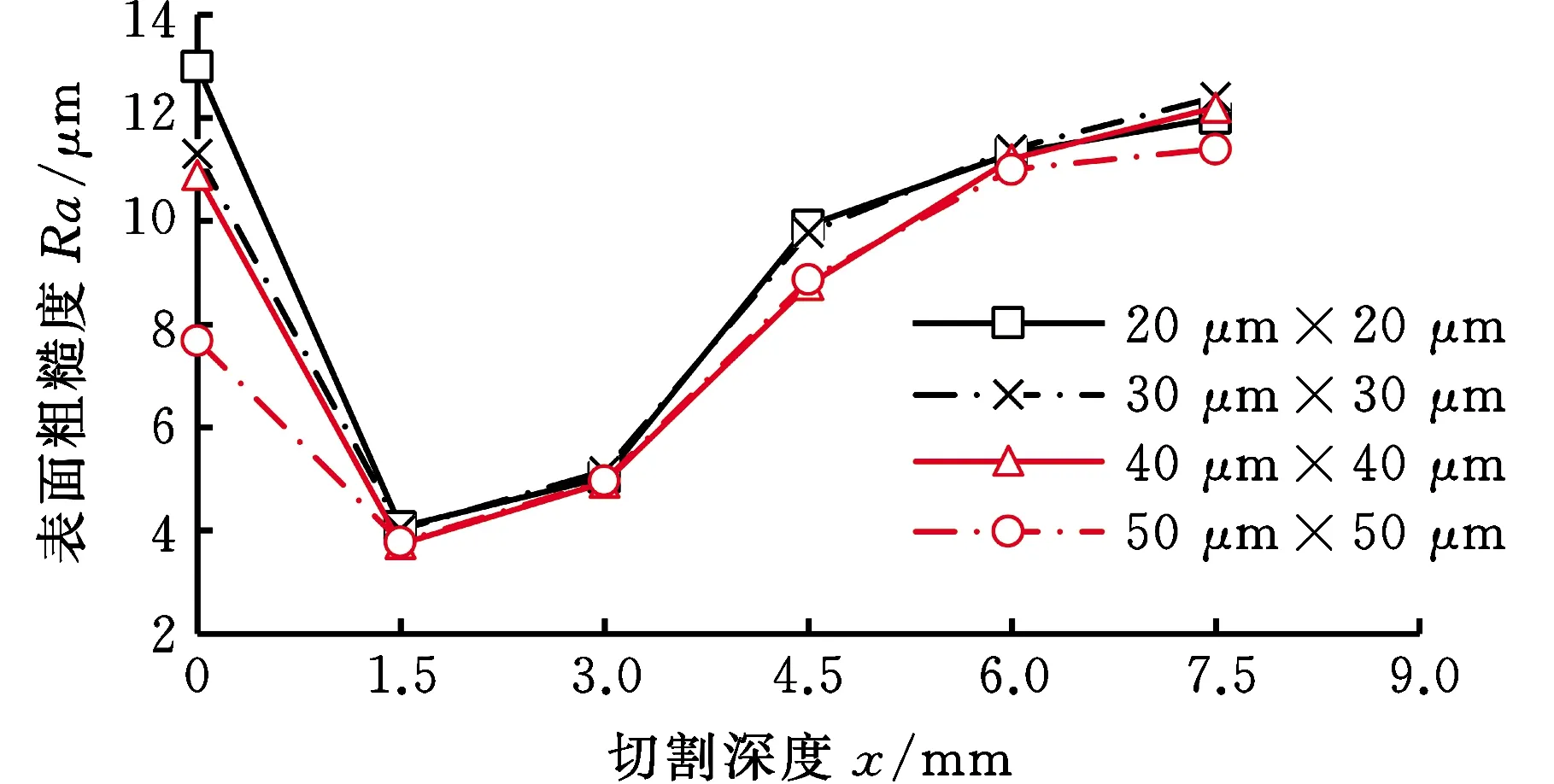
圖6 不同分辨率條件下的表面粗糙度變化曲線Fig.6 Surface roughness variation curves under different resolution conditions
分辨率(μm×μm)表面粗糙度Ra(μm)橫截面1橫截面2橫截面3橫截面4橫截面5橫截面620×2013.004.075.049.9111.3012.0030×3011.304.025.169.7811.4012.4040×4010.903.744.938.7711.2012.2050×507.683.784.978.8611.0011.40
由圖6和表4可知,在不同分辨率條件下,除了在切口入口(橫截面1)處,其他各個橫截面上表面粗糙度的變化不大。對于橫截面1,由于截面處于切口入口處,坡度變化較大,測量時外部干擾對該處測量值的影響較大,因此可認為分辨率對表面粗糙度的測量沒有明顯的影響。
綜合考慮測量時間和測量精度,在后續測量過程中,本文統一采用分辨率為30 μm×30 μm。
3.2 切割速度對表面粗糙度的影響
本文對射流壓力為320 MPa時,在不同切割速度條件下,不同厚度CFRP樣品的表面粗糙度隨切割深度的變化規律進行了分析。
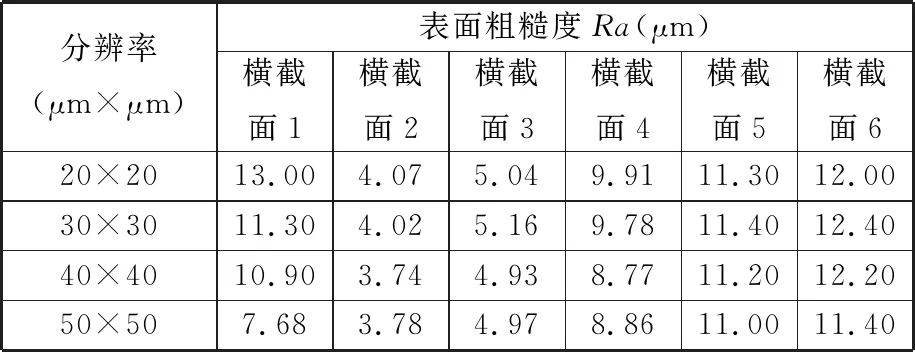
圖7為CFRP樣品厚度為2.3 mm時,在不同切割速度條件下,表面粗糙度隨切割深度的變化曲線。由圖7可以看出,在不同切割速度條件下,表面粗糙度隨著切割深度的增大而減小。且表面粗糙度在切口入口處的減小速率較快;而在切口出口處,表面粗糙度的變化幅度較小,基本趨于穩定。由此可知,當樣品厚度為2.3 mm時,不同切割速度對表面粗糙度無明顯影響。
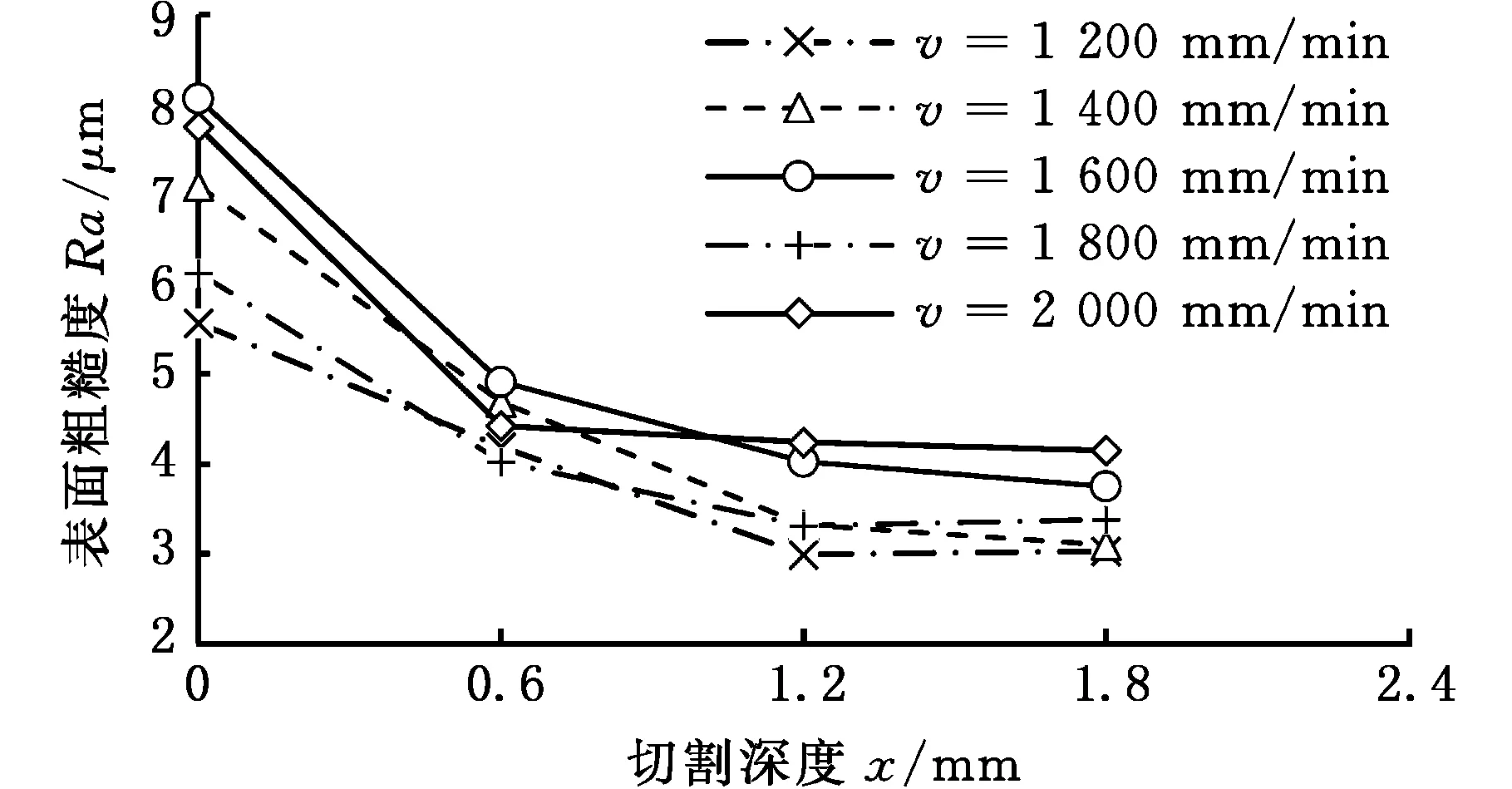
圖7 不同切割速度下的磨料射流切割碳纖維復合材料的表面粗糙度(厚度為2.3 mm)Fig.7 Surface roughness of CFRP cutting by AWJ with different cutting speeds(thickness is 2.3 mm)
圖8為CFRP樣品厚度為4.3 mm時,在不同切割速度條件下,表面粗糙度隨切割深度的變化曲線。由圖8可以看出,當切割速度為800 mm/min和1 400 mm/min時,大體變化趨勢為:表面粗糙度隨著切割深度的增大而增大,但在切口入口處,表面粗糙度會先減小。當切割速度為600 mm/min時,表面粗糙度表現出與其他工況不同的變化趨勢,其表面粗糙度隨著切割深度的增大而減小。當切割速度為1 000 mm/min時,表面粗糙度隨著切割深度的增大,先增大后減小。

圖8 不同切割速度下的磨料射流切割碳纖維復合材料的表面粗糙度(厚度為4.3 mm)Fig.8 Surface roughness of CFRP cutting by AWJ with different traverse speeds(thickness is 4.3 mm)
圖9~圖11為CFRP樣品厚度分別為6.8 mm、8.6 mm和11.8 mm時,在不同切割速度條件下,表面粗糙度隨切割深度的變化曲線。由圖9~圖11可以看出,表面粗糙度變化的整體趨勢為:當切割深度較小(0~0.6 mm)時,表面粗糙度隨著切割深度的增大而減小;當切割深度較大(x>0.6 mm)時,表面粗糙度隨著切割深度的增大而增大。而橫截面1(x=0)的表面粗糙度變化較為顯著,這是因為橫截面1恰好位于切口入口,而射流對切口入口的破壞較為明顯,坡度變化較大,且測量結果易受到外部干擾的影響。
圖9 不同切割速度下的磨料射流切割碳纖維復合材料的表面粗糙度(厚度為6.8 mm)Fig.9 Surface roughness of CFRP cutting by AWJ with different cutting speeds(thickness is 6.8 mm)
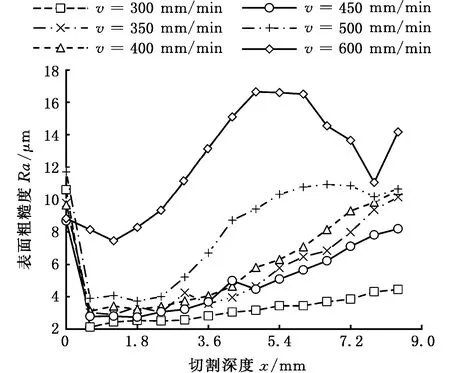
圖10 不同切割速度的磨料射流切割碳纖維復合材料的表面粗糙度(厚度為8.6 mm)Fig.10 Surface roughness of CFRP cutting by AWJ with different cutting speeds(thickness is 8.6 mm)

圖11 不同切割速度的磨料射流切割碳纖維復合材料的表面粗糙度(厚度為11.8 mm)Fig.11 Surface roughness of CFRP cutting by AWJ with different cutting speeds(thickness is 11.8 mm)
由圖9~圖11還可以看出,對于厚度為6.8 mm的CFRP樣品(圖9),當切割速度為900 mm/min、切割深度x為5.4~6.6 mm時,其表面粗糙度隨著切割深度的增大而減小。對于厚度為8.6 mm的CFRP樣品(圖10),當切割速度為600 mm/min、切割深度x為4.8~8.4 mm時,隨著切割深度的增大,其表面粗糙度呈現先減小(x=4.8~7.8 mm)后增大(x=7.8~8.4 mm)的趨勢。對于厚度為11.8 mm的CFRP樣品(圖11),當切割速度為450 mm/min、切割深度x為9.0~11.4 mm時,其表面粗糙度隨著切割深度的增大而減小。在這些區段,其表面粗糙度的變化趨勢與整體趨勢不同,這是由于樣品本身的瑕疵而導致表面粗糙度的變化不規律。當樣品厚度一定時,切割速度越大則切口的最大表面粗糙度越大。但當樣品厚度為8.6 mm時(圖9),最大表面粗糙度出現在800 mm/min;而當材料厚度為11.8 mm時(圖11),最大表面粗糙度出現在450 mm/min,這可能是試驗誤差所致。
3.3 樣品厚度對表面粗糙度的影響
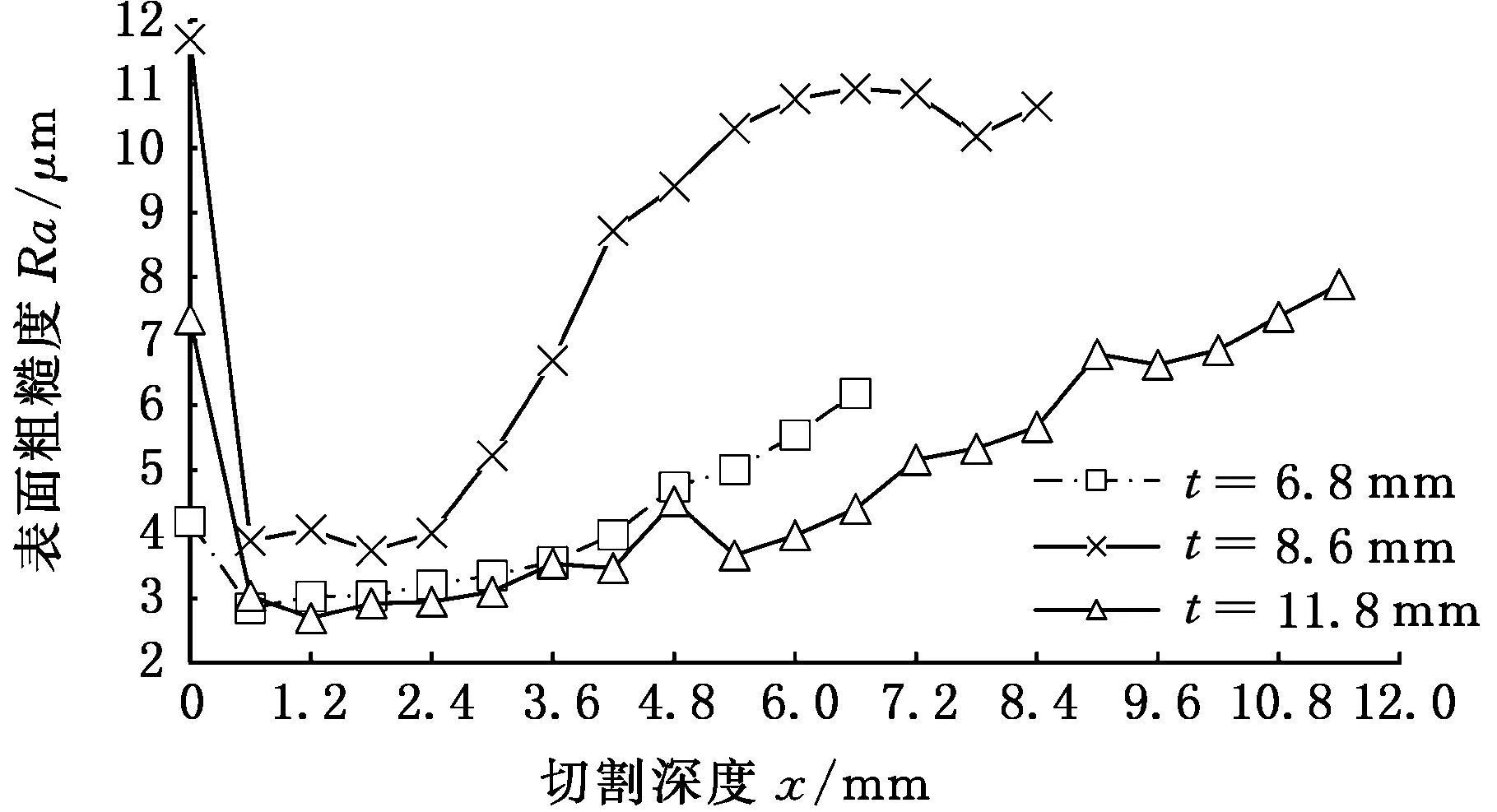
圖12 不同厚度碳纖維復合材料的表面粗糙度(320 MPa,500 mm/min)Fig.12 Surface roughness of CFRP with different thicknesses(320 MPa,500 mm/min)
圖12為在同一工況條件下(320 MPa,500 mm/min),不同CFRP樣品厚度的切口表面粗糙度變化曲線。由圖12 可以看出,在切割深度較小(x=0.6~2.4 mm)的情況下,樣品厚度對表面粗糙度的影響不明顯。但隨著切割深度的增大(x>2.4 mm),厚度為8.6 mm樣品的表面粗糙度明顯增大;厚度為6.8 mm樣品的表面粗糙度則保持緩慢增長的趨勢;厚度為11.8 mm樣品的表面粗糙度也保持緩慢增長的趨勢,但部分位置出現了較小的波動。
4 結論
(1)激光共聚焦顯微鏡的分辨率對表面粗糙度的測量沒有明顯的影響。
(2)當切割深度較小(0~0.6 mm)時,隨著切割深度的增大,表面粗糙度減小。當切割深度較大(大于0.6 mm)時,表面粗糙度隨切割深度的增大而增大。
(3)切口入口(0~0.6 mm)處的表面粗糙度較大,且測量結果易受到外部干擾的影響。
(4)從整體趨勢上看,當樣品厚度一定時,切口最大表面粗糙度隨著切割速度的增大而增大(個別工況的趨勢會有差異)。樣品厚度對表面粗糙度的影響并無明顯的規律。
對于影響磨料水射流切割質量的其他參數,以及衡量切口表面粗糙度的表征方法,需要開展進一步的研究。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57