細間距器件錫膏印刷關鍵工藝參數分析
2019-06-11 15:48:29曹鑫鑫李龍王東吳學前
科技風 2019年13期
曹鑫鑫 李龍 王東 吳學前
摘要:針對細間距器件的錫膏印刷問題,從錫膏的黏性和金屬顆粒類別,印刷機的印刷速度、刮刀壓力、脫模速度、印刷間隙、清潔頻率,鋼網設計這幾個方面進行了分析,提出了工藝參數合理的設置區間,對行業內細間距器件的錫膏印刷有一定借鑒意義。
關鍵詞:錫膏印刷;細間距器件;工藝參數
隨著電子產品向更快、更輕、更小方向發展,電子元器件封裝趨向小型化,其引腳間距也相應地減小,引腳間距越小,錫膏印刷品質對焊接質量的影響就越顯著。若工藝參數控制不當,將批次性地出現橋連或漏焊等缺陷。為此,本文將從錫膏印刷工藝參數設置方面,分析影響細間距器件錫膏印刷品質的關鍵因素,并提出一定的控制措施。
1錫膏的工藝參數
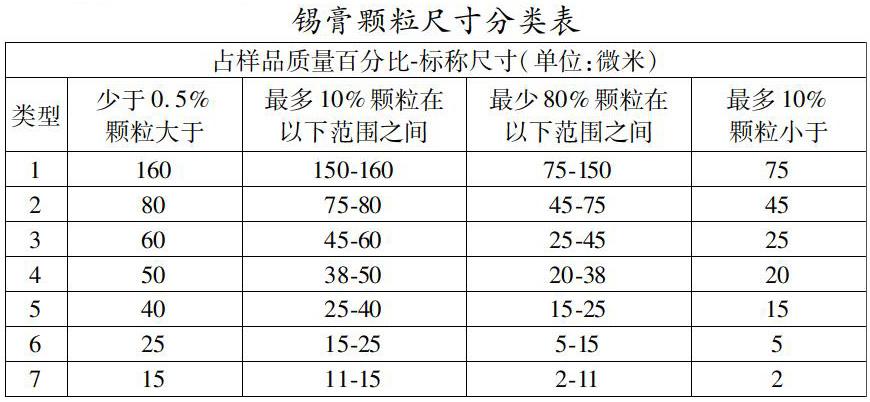
錫膏主要由金屬顆粒和助焊劑組成。對印刷性能起關鍵作用的是其黏度和金屬顆粒的粒徑大小和尺寸分布。錫膏在開封后需要進行攪拌來調節錫膏黏度。通常來說,對于引腳間距小于0.5mm的器件,若采用Sn63Pb37錫膏,建議錫膏黏度設置在90Pa*s-120Pa*s范圍內。錫膏黏度受溫度影響很大,其黏度會隨著溫度的升高而降低。需要注意的是,錫膏在印刷過程中,應形成良好的滾動效果,這樣刮刀最前面的一部分錫膏會填充到鋼網孔,錫膏所含的助焊劑可對鋼網孔壁進行潤濕,使得錫膏能更好地填充鋼網或脫模,進而獲得良好的印刷品質。對于錫膏所含金屬顆粒的粒徑大小和尺寸分布,根據《IPCJ-STD-005焊膏要求》對錫膏的分類辦法,其結果如下表所示。
2錫膏印刷機工藝參數
錫膏印刷機工藝參數包括印刷速度,刮刀壓力,脫模速度,印刷間隙,清潔頻率等。想要獲得較好的印刷質量,需要綜合考量各個工藝參數的設置。
2.1印刷速度和刮刀壓力
錫膏印刷速度通常控制在20-50mms范圍內,在不影響生產效率的情況下,盡量采用較小的錫膏印刷速度,較低的印刷速度可使錫膏更好的填充鋼網,減少錫少或漏焊的缺陷發生。刮刀壓力的大小受到刮刀長度,印刷速度等因素的影響。在能將鋼網上的錫膏刮干凈的前提下,刮刀壓力應該設置小一點,以降低刮刀在鋼網上的磨損。實踐表明,過大的刮刀壓力對錫膏印刷質量并不會有提升,反而可能引起橋連,錫珠等缺陷。建議刮刀壓力設置在10-30N100mm的范圍內,具體大小設置也需要匹配印刷速度,若印刷速度較快,則應適當地增大刮刀壓力,避免錫膏殘余在鋼網上。
2.2脫模速度和印刷間隙
脫模速度的大小在產品批量比較大的時候,對印刷時間的影響是顯著的。因錫膏種類各異,其性能也會有較大的差別,建議根據實際印刷質量(最常見的影響就是拉尖)來調整脫模速度,對于細間距器件,脫模速度一般設置較小。采用鋼網時,印制板上表面和鋼網底部要充分接觸,不能留有間隙,如此才能獲得良好的錫膏印刷質量。鋼網與印制板的間隙受到印制板的設計,印制板的翹曲、印刷時印制板的支撐等因素的影響,要消除此間隙,需要在設計,工裝治具等方面進行考量控制。
2.3清潔頻率
清潔鋼網是為了獲得較好的錫膏印刷質量。清潔頻率并不是越快越好,相反,頻繁的清洗反而會破壞助焊劑對鋼網孔壁的潤濕作用,且浪費清潔材料。合適的清潔頻率需要通過印刷試驗來確定。在保證印刷品質的前提下,應盡量降低清潔頻率。
3鋼網工藝參數
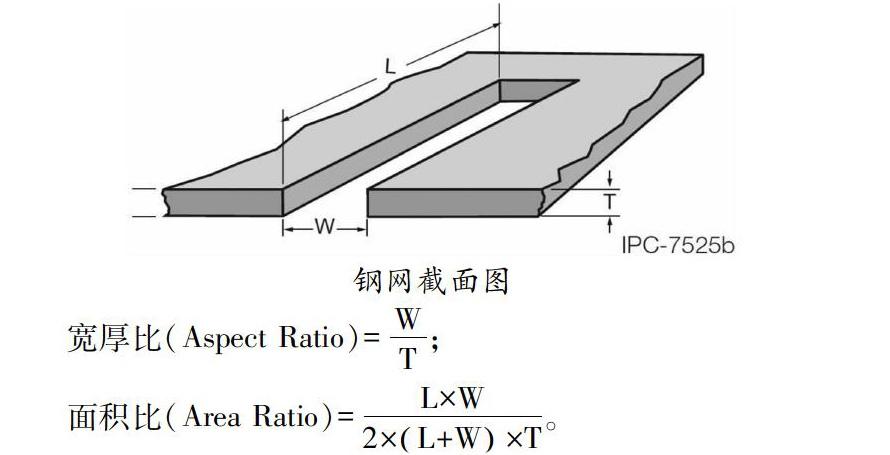
對于細間距器件來說,其焊盤往往較小,錫膏量也就少,從而助焊劑變少,去氧化能力就變弱,這將在一定程度上影響焊接質量。因此,在確保焊后不橋連的前提下,細間距器件的錫膏量施加多一點,焊接質量更好。鋼網開孔設計是基于印制板焊盤設計尺寸進行確定,通常比焊盤尺寸略小,初步確定了開孔尺寸后,可以進一步確定鋼網厚度,IPC7525B給出了不同器件鋼網厚度的推薦值,常見的細間距器件鋼網厚度為0.1-0.13mm。待兩項參數都確定后,可進一步評估參數設計的合理性。通用的判斷標準是是寬厚比大于1.5,面積比大于0.66,其計算方法如下所示,下圖中參數W表示鋼網開孔的寬度尺寸;L表示鋼網開孔的長度尺寸;T表示鋼網厚度。
4結語
錫膏印刷是SMT生產線至關重要的一環,但同時也是比較復雜的一道工序,其印刷質量受到眾多因素的影響。對于細間距器件的印刷來說,其印刷品質的好壞可能對某些影響因素的變化更為敏感,比如材料選擇和設計方面。因此,確定影響因素并了解這些因素對印刷質量的影響程度,找出關鍵因素,才能更好地控制印刷質量。
參考文獻:
[1]IPCJ-STD-005《RequirementsforSolderingPastes》.
[2]賈忠中.SMT核心工藝解析與案例分析(第二版).電子工業出版社,2013.
[3]王天曦,王豫明.電子組裝先進工藝.電子工業出版社,2013.
[4]IPC-7525B《StencilDesignGuidelines》.