鑄造軸橋冶煉工藝路線設計與生產實踐
2019-06-03 07:36:06解澄劍
安徽冶金科技職業學院學報 2019年2期
江 濤,解澄劍
(中車長江銅陵車輛有限公司 安徽銅陵 244000)
軸橋是有軌電車關鍵部件,鑄造軸橋采用水玻璃砂造型工藝,從軸橋化學成分要求、力學性能要求、冶煉設備等方面分析,結合公司的生產現狀制定了工藝路線,現取得良好的經濟成果,合理的工藝參數選用對冶煉過程控制積累了寶貴經驗。
1 工藝路線設計
1.1 軸橋技術要求
1.1.1 化學成分
軸橋化學成分要求見表1。

表1 化學成分(%)
注:1、合金元素的添加以滿足材料機械性能為原則,不做強制性規定。2、CE≤0.54 CE=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Ni+Cu)/15
1.1.2 力學性能
軸橋力學性能要求見表2。
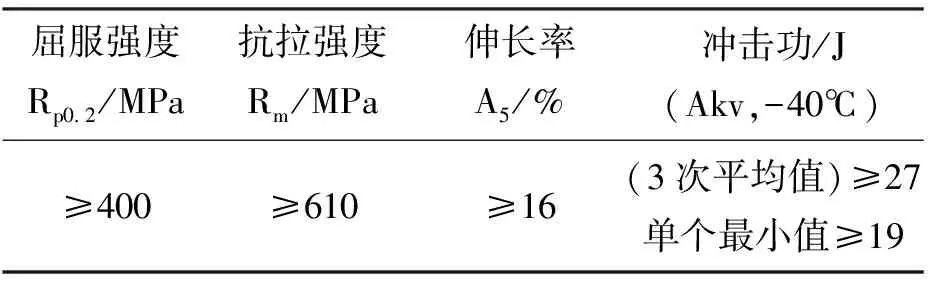
表2 力學性能
1.2 冶煉設備分析
1.2.1 冶煉設備簡介
目前國內鑄造冶煉設備主要分為電弧爐冶煉和感應電爐冶煉,少數企業使用電弧爐加爐外精煉的冶煉方式。堿性電弧爐氧化法冶煉是最基本的冶煉方法,電弧爐是現代電爐煉鋼生產的關鍵設備,以電弧產生熱量熔化廢鋼,用來冶煉各種碳素鋼和合金鋼;LF爐是現代煉鋼生產的爐外精煉設備,采用氬氣攪拌、石墨電極埋弧加熱和爐渣精煉技術,主要承擔還原期的脫硫任務和調節成分,與電弧爐配合使用,縮短和調節冶煉周期[1];而感應電爐通常是無鐵芯的,根據接入電源頻率,稱為中頻感應電爐簡稱中頻爐,是以電磁感應產生熱量熔煉金屬[2]。
1.2.2 冶煉方式分析
冶煉方式分析比較見表3。
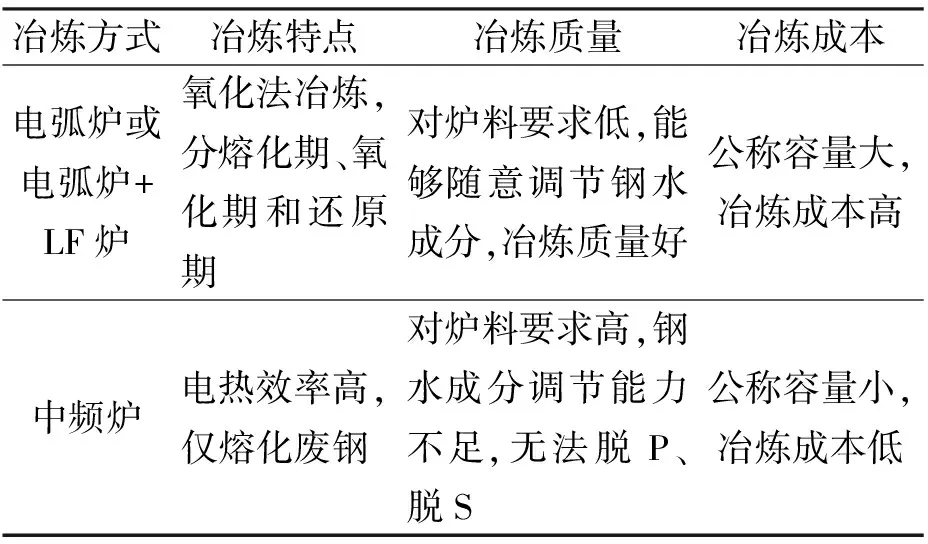
表3 冶煉方式比較
1.3 工藝路線制定
由于鑄造軸橋水玻璃砂造型能力不足,可用砂箱數目為4個,因此根據鑄造軸橋質量技術要求、冶煉設備能力分析以及造型能力制定了以下的冶煉工藝路線。冶煉分為一次熔煉和二次熔煉,一次電弧爐氧化法冶煉兩次加料出約20t鋼水并采用漏包澆注,澆注4只軸橋,剩余鋼水澆注成鋼錠成為中頻爐冶煉爐料,二次中頻爐熔煉采用搖包澆注,澆注1只軸橋,冶煉工藝路線圖詳見圖1。
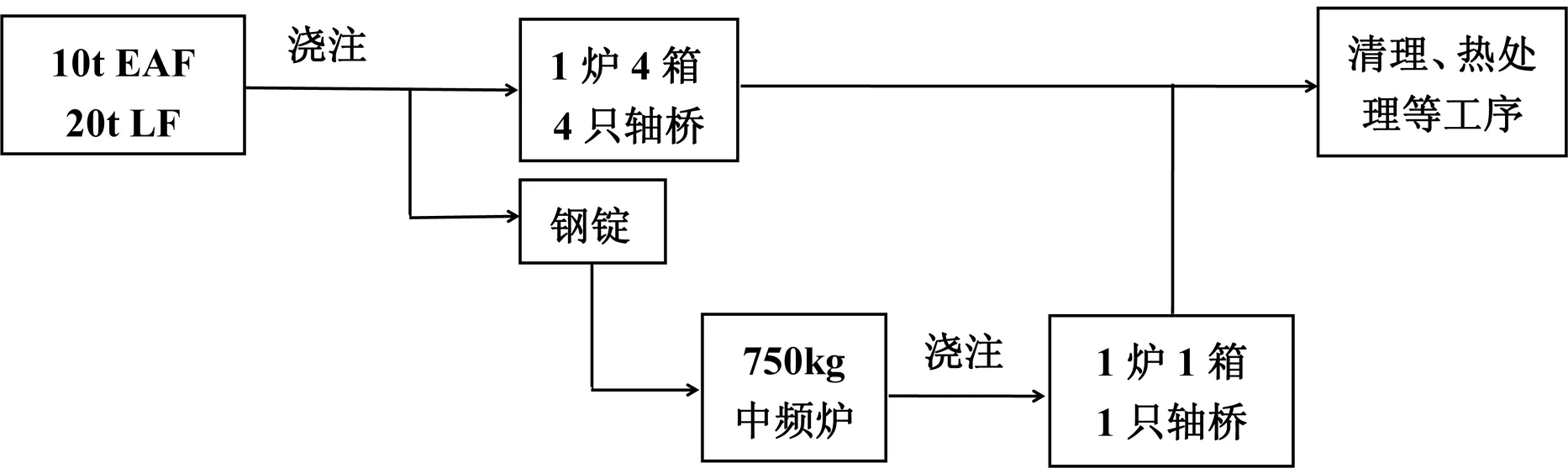
圖1 冶煉工藝路線圖
2 工藝參數設定
2.1 備料
一次熔煉采用電弧爐+LF爐冶煉方式,由于主產品為搖枕側架B+級鋼和車鉤E級鋼,均屬于中低碳低合金鋼,而軸橋化學成分中對鉻含量有要求,因此備料時不能使用主產品的返回料,應全部選用普通廢鋼,同時結合產品成分及氧化法熔煉需保證氧化期0.3%脫碳量的要求,備料時應保證配碳量在0.45%以上。
2.2 化學成分控制
二次熔煉采用中頻爐熔煉,經實際生產中對中頻爐全爐料熔清后取樣分析綜合比對,數據見表4。

表4 LF爐出鋼樣與中頻爐熔清樣對比表(%)
通過表4可以看出,元素損耗的主要是硅與錳,原因是由于熔化過程中元素易氧化以及燒損造成的。硅含量下降0.1%-0.15%,成分基本穩定在0.2%左右;錳含量下降0.7%,成分基本穩定在0.8%左右。因此中頻爐中需補加合金,由于添加合金牌號為硅鐵FeSi75和中碳錳鐵FeMn78C2.0,補錳后勢必造成一定量的增碳,因此需嚴格控制一次熔煉的LF爐出鋼碳含量。
補錳增碳量=(終點錳含量-熔清錳含量)/錳鐵錳含量*錳鐵碳含量
=(1.6%-0.8%)/78%*2%=0.02%
注:終點錳含量取產品規格成分中限1.6%,熔清錳含量取0.8%,收得率按100%計算。
由上式可知,中頻爐中由于補錳估算碳含量提高0.02%,為保證中頻爐鋼水碳含量合格,一次熔煉后LF爐出鋼鋼水含碳量必須控制在0.08%-0.12%,并且偏下限,同時要求電弧爐出鋼碳含量控制在0.05%-0.08%。
2.3 合金添加控制
錳鐵:中頻爐中錳鐵若一次性補加,添加量大會造成鋼水溫度下降幅度大,并且取樣化驗時間較長,易造成二次氧化收得率低,錳含量出鋼達不到成分要求。因此要求取熔清樣后立即添加前期估算增加量的2/3,后再根據化驗單按照實際情況添加余下的1/3,確保出鋼錳成分合格。
硅鐵:中頻爐中硅易氧化燒損,高溫熔煉時間長會造成收得率低。因此要求加入硅鐵后必須在7分鐘內出鋼[3],保證高收得率的同時硅成分合格。
終脫氧鋁:加入量根據產品及一般鋼種對殘鋁量的要求為0.020%-0.080%。要求加入鋁總量的1/2隨鋼包烘烤,接鋼時鋼包內的鋁應呈液態,中頻爐出鋼前爐內插鋁脫氧,用量為總量的1/2。
2.4 中頻爐撈渣控制
根據中頻爐自身特性,保證鋼水純凈度,去除鋼水中夾雜,必須建立嚴格除渣制度,要求分三次撈渣。一次撈渣為熔清后加入除渣劑后撈除最少90%爐渣,隨后撒入除渣劑進行鋼水提溫;二次撈渣為達到出鋼溫度時,快速進行操作并隨后撒入少量除渣劑,同時將功率調整到保溫檔停置1分鐘,而后插鋁脫氧,待鋼包吊至出鋼位后,第三次撈凈爐渣出鋼。
2.5 澆注溫度控制
軸橋屬于低碳鋼,容易造成鋼水流動性差,結合產品外形尺寸特性,LF爐出鋼采用20t鋼包漏包澆注,因此為保證充型,要求出鋼溫度1590 ℃-1600 ℃,澆注溫度1585 ℃。而中頻爐出鋼時采用1 t鋼包搖包澆注,由于出鋼溫降及澆注鋼包烘烤、鎮靜時間等方面的影響,確定中頻爐出鋼溫度1620 ℃-1640 ℃,澆注溫度1585 ℃。
3 試制結果與分析
3.1 試制結果
中頻爐五個爐次的化學成分和熱處理后的試塊力學性能分別見表5、表6。
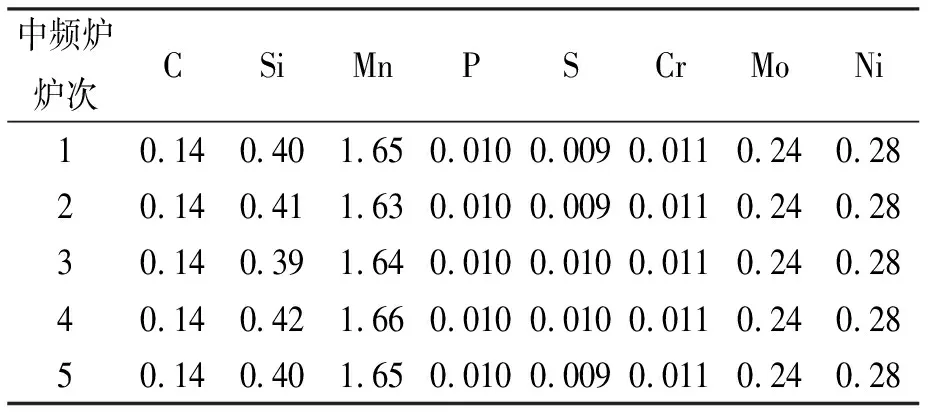
表5 化學成分(%)
3.2 試制分析
從表5和表6可以看出,試制爐次的鋼水化學成分及力學性能均達到軸橋技術要求。按照以上分析及措施,后續共完成了86件軸橋的熔煉澆注,非金屬夾雜物評級合格,鋼水合格率為100%。
4 結論
鑄造軸橋兩次冶煉工藝路線從理論上分析是具有可行性的,結合了不同冶煉澆注方式的優點,同時采取嚴格控制氧化法冶煉各階段的碳含量、合理選擇中頻爐合金添加量和添加時機、執行中頻爐撈渣制度凈化鋼水、控制澆注溫度等有效工藝控制措施,為實際生產的成功奠定了基礎,對因地制宜立足現有條件,積極開拓外部市場有著更加積極的意義,是一次成功的嘗試與探索。
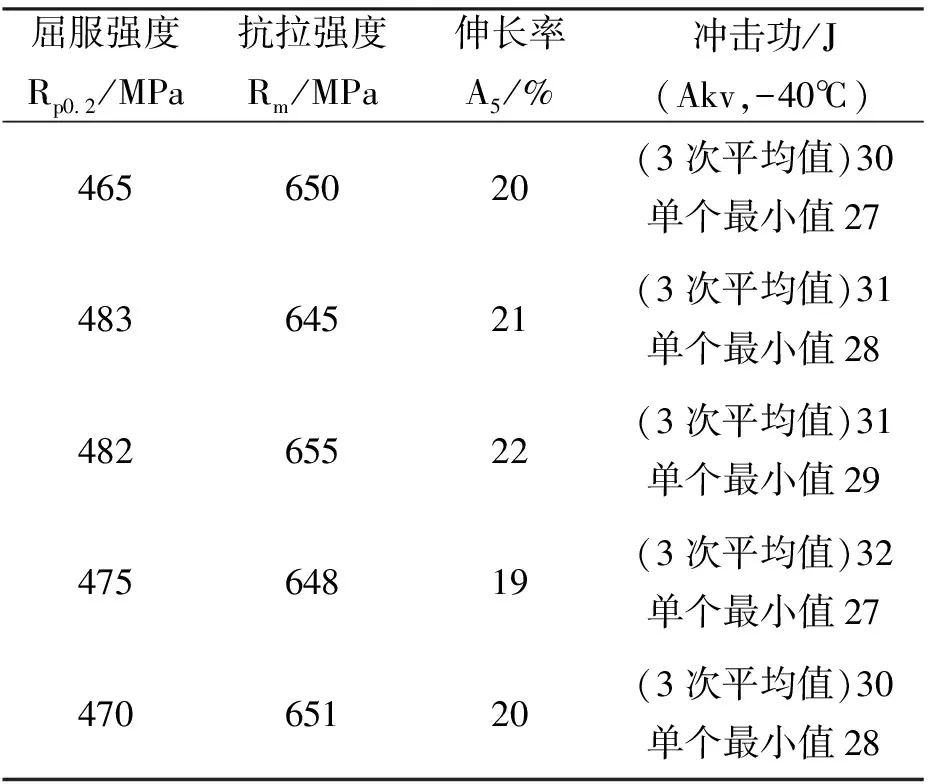
表6 力學性能
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03