有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力彩點竹節紗產品的開發與生產實踐
2019-05-30 07:31:48石陶然
國際紡織導報 2019年2期
趙 博 石陶然
1. 中原工學院 紡織學院(中國)2. 河南南陽紡織集團有限公司(中國)
近幾年來,隨著科學技術的飛速發展和紡織品市場的不斷變化,尤其是紡織原料的不斷更新,花式竹節紗以其獨特的結構、豐富的色彩等特點,在全球競爭激烈的市場上具有極強的競爭力和市場占有率及開發應用價值。段彩彈力彩點竹節紗為一種新型花式紗線,它具有不規則的竹節式粗細節,在普通單紗的長度方向上,產生具有一定規律的粗節,這種粗節符合一定的要求和標準范圍。粗節分布參數是紡紗工藝設計中不可缺少的,且有一個十分重要的參數。用竹節紗加工的織物具有獨特的立體花式效果[1-2],布面呈現出無規律竹節波紋,有明顯的凹凸立體感和醒目的顆粒狀,質地風格挺括且手感柔軟。彩色滌綸結子艷麗美觀,風格獨特。竹節紗的特性使其能賦予織物迷幻多變的色彩,風格獨特,靈活多樣,而且懸垂性佳,透氣性好,加上竹節紗長度、細度、粗度和間距不一的不規則分布,所得紗織物更加豐富多彩,倍受市場青睞,它的開發和研制具有較高的附加值。
本文結合企業的實際生產情況,根據纖維性能特點、前紡車間半制品質量、紡紗工藝參數等,利用有色滌綸纖維、萊麻纖維、圣麻纖維和棉纖維,開發系列混紡段彩彈力竹節紗線,并測試紗線的質量,分析影響段彩彈力彩點竹節紗質量的各種因素,探討生產有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力彩點竹節紗所需采取的有效技術措施,以便為企業進一步開發新產品提供一定的參考。
1 纖維性能、紗線規格及工藝流程
1.1 原料性能
有色滌綸纖維:15種滌綸纖維,顏色有黑、咖啡、棕、綠和黃等,線密度1.50 dtex,長38 mm,平均強度4.34 cN/dtex,平均含油率1.3%~1.5%。
圣麻纖維:線密度1.5 dtex,長38 mm,干斷裂強度2.71 cN/dtex,濕斷裂強度1.73 cN/dtex,干斷裂伸長率25.82%,濕斷裂伸長率27.62%,超長纖維率0%,倍長纖維率0%,含油率0.15%,回潮率12.7%,質量比電阻1.0×108Ω·g·cm-2。
氨綸絲線密度為40 D(44 dtex),斷裂強度0.68 cN/dtex,斷裂伸長率758%,伸長不勻率4.0%,質量不勻率0.78%,含油率3.16%,具有線密度小、強度大、模量大、比重小、染色性和固色性好等優點,氨綸長絲受力拉伸后,具有較大的回縮力。氨綸絲線密度越大,竹節紗彈性越好;氨綸絲含量越高,竹節紗彈性越大。通常氨綸絲含量控制在5%~12%(質量分數)。
原棉性能:2.0級,主體長度>29 mm,短絨率0.85%,線密度1.48~1.53 dtex,成熟度系數1.63,棉結23~24粒/g,均勻度1 260,單纖強力3.36~3.42 cN,疵點數40~44個/g,品質指標約為2 960。
萊麻纖維屬于一種功能性纖維,不僅具有手感柔軟、強力大、伸長率大、吸濕性和回潮率大等特點,而且還具有抗菌、抑菌、殺菌、除臭等功能,其性能測試結果如表1。
1.2 紡紗前預處理
為提高纖維的可紡性,在有色滌綸纖維上噴灑適量的水和抗靜電劑,以確保成紗具有良好的質量。
1.3 紗線品種和規格
本文開發了有色滌綸纖維、萊麻纖維、圣麻纖維和棉纖維混紡段彩彈力竹節紗:品種1(28.3 tex+4.4 tex);品種2(19.7 tex+4.4 tex)、品種3(18.5 tex+4.4tex) 和品種4(16.5 tex+4.4 tex)。

表1 纖維的主要物理性能
根據混紡段彩彈力彩點竹節紗的加工特點,對FA502A型細紗機進行改造。段彩紗采用兩根粗紗(A1粗紗、B2粗紗)加工而成,A1粗紗作為基紗連續喂入,B2粗紗作為飾紗間歇喂入。有色滌綸纖維粗紗使用黑、咖啡、棕、綠和黃5種滌綸纖維,其混紡比分別制成純色與5種纖維質量比各占20%的混紡纖維卷,在清花工序中的圓盤抓棉機上進行混合,并加工為多種有色滌綸纖維卷。然后,經梳棉工序、并條工序、粗紗工序加工成一種粗紗;萊麻纖維、圣麻纖維和棉纖維粗紗混紡比:品種1和2為40/30/30;品種3和4為50/25/25,在并條工序,采用條混加工方法生產另一種粗紗。
1.4 紡紗工藝流程
有色滌綸纖維:FA002A型圓盤式抓棉機×2→FA016A型自動混棉機→FA106型豪豬式開棉機(附A045型凝棉器)→A062型電器配棉器→FA046A型振動棉箱×2→FA141A型成棉機×2→FA201型梳棉機→FA302型并條機(二道)→FA423A型粗紗機→粗紗(2)→B2粗紗。
萊麻纖維:FA002D型圓盤式抓棉機×2→FA016A型自動混棉機→FA106型豪豬式開棉機(附A045型凝棉器)→FA106A型梳針滾筒開棉機→A062電器配棉器→FA046A型振動棉箱×2→FA141型成棉機×2→FA201型梳棉機→條子(1)。
圣麻纖維:FA002A型圓盤式抓棉機×2→FA022型多倉混棉機(或FA016A型自動混棉機)→FA106型豪豬式開棉機(附A045型凝棉器)→A062型電器配棉器→FA046A型振動棉箱×2→FA141A型成棉機×2→梳棉FA201型梳棉機→條子(2)。
棉纖維:FA002A型圓盤式抓棉機×2→TF30A型重物分離器(附FA051A型凝棉器)→FA016A型自動混棉機(或FA022型多倉混棉機)→FA106型豪豬式開棉機(附A045型凝棉器)→A062型電器配棉器→FA046A型振動棉箱×2→FA141A型成棉機×2→FA201型梳棉機→FA306型并條機(棉預并)→FA334型條卷機→FA261型精梳機→條子(3)。
條子(1)+條子(2)+條子(3):FA302型并條機(三道)→FA423A粗紗機→粗紗(1)→A1粗紗。
混合:粗紗(1)+粗紗(2)→FA502A細紗機(經過改造)→1332M型絡筒機→成包。
彩點的加工設備由A186型梳棉機改裝而成,將有色滌綸纖維搓成結子,分別以2.0%、 2.5%、 3.0%、 4.0%、 5.0%的質量比,在FA016A型自動混棉機上喂入,然后經過混紡后,制成混紡段彩彈力彩點竹節紗。
1.5 段彩紗生產原理
加工段彩紗時,采用兩根粗紗,其中A1粗紗是連續喂入的,它經過一道牽伸作為基紗喂入,B2粗紗作為飾紗間歇喂入,經過兩道牽伸混合紡制而成,如圖1所示。加裝一套氨綸絲積極喂入裝置和竹節紗裝置,使氨綸絲喂入前鉗口后與竹節紗匯合紡制有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力竹節紗[3-5]。
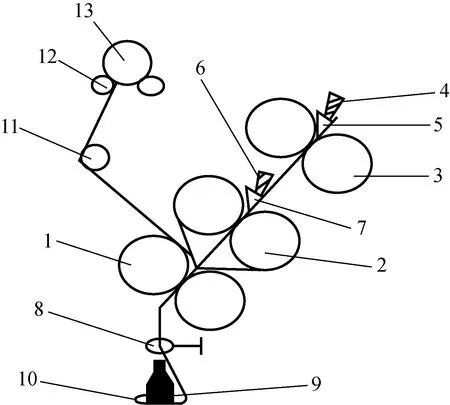
1—前羅拉; 2—中羅拉; 3—后羅拉; 4—喂入飾紗(B2粗紗); 5—喂入飾紗喇叭口; 6—喂入基紗(A1粗紗); 7—喂入基紗喇叭口; 8—導紗鉤; 9—鋼絲圈; 10—鋼領; 11—芯紗導紗輪; 12—退繞羅拉; 13—芯紗筒子圖1 段彩紗紡紗牽伸示意圖
在搖架上方安裝一導絲輪,喂入氨綸絲以紡制段彩彈力包芯紗。在生產過程中,為了確保紗線質量穩定,中羅拉和后羅拉后面都需安裝口徑大小合適的喇叭口,在中后羅拉后面采用大口徑單眼喇叭口[6-9]。段彩紗紡紗過程中粗紗喂入示意圖如圖2所示。
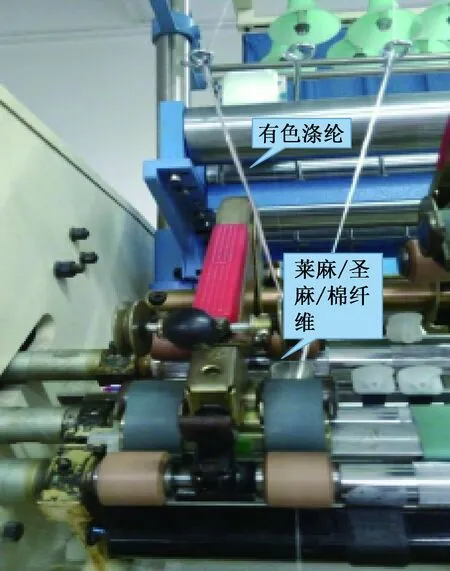
圖2 粗紗喂入示意圖
2 各工序紡紗工藝技術要求
2.1 清花工序主要工藝特點(萊麻纖維)
為確保生產順利進行,清花工序要采用多開松、勻混合、多回收、少落棉、薄喂入、中隔距、輕打擊、少損傷、防纏繞、小伸長和無破洞等技術措施,提高小車環轉效率,小車下降距離和刀片伸出肋條距離應合理控制,打手與塵棒間的隔距應適中掌握,降低各打手速度,減少纖維損傷,避免纖維糾纏,減少開松打擊力度和棉結產生的幾率。各單機運轉效率需配置好。合理設置自調勻整參數,確保棉卷質量穩定;降低主要部件的速度,保護纖維,控制落棉量,降低成本。其主要工藝參數:FA002D型圓盤式抓棉機的打手速度控制在535~580 r/min,刀片伸出肋條距離控制在2.1~3.8 mm,抓棉機小車速度控制在2.00~2.95 r/min, FA016A型自動混棉機打手速度為405~486 r/min, FA106A型梳針滾筒開棉機打手速度為400~477 r/min,打手-給棉羅拉隔距控制在10~16 mm, FA141型成棉機綜合打手速度控制在800~970 r/min,棉卷干質量約為396 g/m,棉卷伸長率控制在1.10%以下。
2.2 梳棉工序主要工藝特點(萊麻纖維)
梳棉工序采用中定量、中速度、偏大隔距、多梳理、少打擊及快轉移等技術措施;根據纖維的特點,采用合適的配套針布,以減少棉結和短絨數量;采用較大的錫林與刺輥表面速度比,以提高分梳效果,降低纖維損傷和產生短纖維的幾率,減少生條短絨率和棉結數量;蓋板與錫林之間的隔距應偏大控制,減少纖維在兩針面之間的浮游和搓揉,以降低生條棉結數量;因纖維之間的抱合力小,生條定量應適當增加,安裝導棉裝置,解決棉網云斑、破洞、爛邊和破邊等問題,提高棉網清晰度;蓋板速度應適當掌握,可以減少蓋板花和車肚落白數量;棉網張力應適當,不能過大或過小,以提高生條條干的均勻度。
主要工藝參數:生條定量19.8~23.5 g/min, 錫林速度310~360 r/min,道夫速度20.5~25.8 r/min, 刺輥速度610~860 r/min,棉網牽伸倍數1.230~1.357倍,蓋板速度60~87 mm/min,給棉板-刺輥隔距0.24~0.27 mm, 刺輥-錫林隔距0.13~0.16 mm, 錫林-蓋板間隔距(mm)為0.43、0 .38、 0.35、 0.35、 0.38,小漏底隔距(mm)進/出9.7/8.8,生條重量不勻率控制在2.5%以下,條干不勻率控制在3.15%以下。
2.3 并條工序主要工藝特點(萊麻/圣麻/棉纖維)
并條工序應遵循小張力、勻牽伸、順牽伸、不纏繞、少靜電、中定量、中速度的工藝原則,合理選擇后區牽伸工藝配置,有助于彎鉤纖維的伸直平行,改善條干水平,降低質量不勻率;使用新型抗纏繞膠輥和抗靜電膠輥,適當縮短膠輥和羅拉的清潔周期,并加強管理,定期磨礪膠輥,防止須條纏繞膠輥和羅拉等,確保熟條質量穩定;三道并條機采用自調勻整裝置,以降低重不勻率和改善條干均勻度水平;嚴格執行操作工藝,加強運轉和設備管理工作,做好清潔工作,定期檢查各部件的清潔情況,確保圈條斜管的光滑和干凈;羅拉隔距、加壓量和定量大小要合理配置,確保牽伸順利進行,有利于改善熟條內在質量和外在質量,降低重不勻和改善條干均勻度水平。并條工序工藝參數見表2。

表2 并條工序主要工藝參數
2.4 粗紗工序主要工藝特點(萊麻/圣麻/棉纖維)
粗紗工序應采用中捻度、中后區牽伸倍數、小伸長、不打滑、勻牽伸、穩卷繞。采用較大的軸向和徑向的卷饒密度,可保持粗紗的均勻度和外在質量,加強對粗紗條光潔度的管理;嚴格控制粗紗張力伸長,確保小、中、大紗筒的粗紗及前后排粗紗張力一致,減少意外牽伸和粗、細節的形成;粗紗定量偏小掌握,這樣在細紗機上牽伸時,牽伸倍數較小,可加強摩擦力界對纖維的有效控制,減少移距偏差,提高細紗的條干均勻度,降低質量不勻率;粗紗捻度應適中,以增加纖維之間的摩擦力、抱合力和緊密度,確保成紗質量穩定。粗紗工序主要工藝參數分別見表3。

表3 粗紗工序主要工藝參數
2.5 細紗工序主要工藝特點及關鍵技術
2.5.1 段彩紗裝置及原理
段彩紗由基紗和飾紗組成,它們是由不同性能、顏色的纖維混合而成,飾紗有規律或無規律地分布在基紗上。FA502A型細紗機屬于三羅拉牽伸機構,通過安裝段彩紗HZ-DC2A裝置,使后羅拉間歇性轉動,即將從后羅拉喂入的飾紗(有色滌綸)間歇性喂入,并與中羅拉喂入的基紗(萊麻/圣麻/棉纖維)混合以達到段彩效果。在搖架上方安裝導絲輪,喂入氨綸絲以紡制段彩彈力紗[10-11]。
2.5.2 竹節紗裝置及原理
通過技術改造,將氨綸包芯紗裝置與MLF型步進電機驅動竹節紗裝置同時安裝在FA502A型細紗機上,同時加裝氨綸長絲喂入裝置和預牽伸裝置,使長絲經過喂入裝置后,經過導紗喇叭口進入前鉗口,與通過牽伸裝置的粗紗條相遇,然后從前羅拉握持鉗口處輸出,最后經過導紗鉤、鋼絲圈和鋼領加捻與卷饒等,形成色彩豐富、形態變化多樣的段彩彈力彩點竹節紗。改造后的設備既能生產包芯紗,又能生產竹節紗和彈力竹節紗。
段彩彈力彩點竹節紗的生產原理是將紡段彩紗、彩點紗、包芯紗和竹節紗的原理結合起來,在改造過的細紗機上加工紗線。氨綸絲經退繞機構后,經一定的預牽伸,再通過導絲輪,從前中羅拉后面的位置積極喂入,與從牽伸區中輸出的兩種粗紗須條相遇后匯合為一體,最后經過導紗鉤、鋼領和鋼絲圈等加捻后,形成段彩彈力彩點竹節紗。
2.5.3 設計方法、要求和風格特征
設計段彩紗時,一方面需根據紗線的特點及面料的風格特征等合理選擇節型,節型取值范圍為1.0~20.0,節型越小,其坡度越緩和;另一方面需考慮節粗的大小和要求。
——加工普通段彩紗: 節粗通常為0.6~1.0,主體紗(基紗)和輔助紗(飾紗或彩紗)的粗紗定量可以有差異,但不能太大。一般情況下,可以采用常規方式和智能方式進行紗線加工。
——加工等密度段彩紗: 節粗通常為0.5~0.6,主體紗(基紗)和輔助紗(飾紗或彩紗)的粗紗定量需一致,不能有差異。一般情況下,可以采用常規方式和智能方式進行紗線加工,并確保獲得等密度的紗線。
——加工段彩竹節紗: 節粗通常大于1.0,主體紗(基紗)和輔助紗(飾紗或彩紗)的粗紗定量可以有差異,但不能太大。一般情況下,可以采用常規方式和智能方式進行紗線加工。
——加工單竹節段彩紗: 竹節的節粗通常要求大于1.0,段粗為0.6~1.0,主體紗(基紗)和輔助紗(飾紗或彩紗)的粗紗定量可以有差異,但不能太大。只能采用常規方式進行紗線加工。
2.5.4 工藝參數
在加工段彩彈力彩點竹節紗時,首先需對FA502A型細紗機進行改造,采用CCZ型段彩竹節紗組織,并安裝氨綸包芯紗裝置。由于輔助粗紗定量小,有利于輔助粗紗斷裂干凈,設計主體紗和輔助紗的定量時,兩者有差異,但不應過大,避免影響段彩紗的風格特征。輔助粗紗的捻系數、定量適中,后區羅拉隔距不能過小,以加強對纖維的有效控制,使輔助粗紗的斷口纖維整齊,纖維之間的抱合力不減弱,斷口纖維數量少,斷裂充分和完整,有助于輔助粗紗被主體紗全部帶入主牽伸區,減少段彩紗的毛亂、粘帶、散失、拖尾、疵點和色差等不良現象。后區羅拉隔距大小應適當,輔助粗紗喂入喇叭口口徑大小應適中,以使后羅拉停止喂入的穩定性得到提高,使輔助粗紗斷裂后在細紗后區處于伸直狀態,并被主體紗全部順利地帶入主牽伸區,避免輔助粗紗在喂入喇叭口處發生彎曲堵塞等不良現象。
后區牽伸倍數對有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力彩點竹節紗的影響很大,為了減少成紗細節數量,后區牽伸倍數應控制在1.02~1.17倍,從而提高細紗的整體質量。由于粗紗捻度偏大,所以細紗機后區羅拉隔距應偏大,以減小牽伸力。捻度應適當偏大,原則是不產生斷頭和硬頭,防止外包纖維松脫,增加纖維之間的抱合力。氨綸絲預牽伸影響紗的強力和伸長,兩者之間呈反比例關系。通常,牽伸倍數選擇3~4,確保氨綸絲不斷裂。采用軟彈中硬度膠輥,使用鍍氟或鍍鉻鋼絲圈,確保與錠速合理搭配,并適當縮短鋼絲圈的調換周期;鋼絲圈上不允許有毛刺和溝槽,否則容易產生缺芯等不良現象,生產中要防止無外包覆纖維、無芯和跑偏等不良現象;采用適度偏小的錠速和車速,保持通道光潔無毛刺;細紗車間保持適當而穩定的溫濕度,減小紡紗張力及張力波動,有利于減少斷頭率[12-13]。培養擋車工的質量意識,一旦發現無節紗、疵品紗、“大肚”竹節紗等不合格的紗線,立刻通知車間有關人員及時采取措施。還應提高擋車工操作水平,加強巡回檢查工作,定時對粗紗喂入部分進行檢查,避免輔助紗(飾紗或彩紗)不能有效地喂入主牽伸區;做好清潔工作,減少紗疵。細紗工序主要工藝參數見表4所示。

表4 細紗工序主要工藝參數
3 成紗質量情況
通過反復試驗和分析,采用前文的工藝技術措施后,順利地紡出有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力彩點竹節紗。不同混紡比段彩彈力彩點竹節紗的主要質量指標如表5所示。

表5 段彩彈力彩點竹節紗的質量情況
4 結語
通過對FA502A型細紗機進行技術改造,將紡段彩紗、彩點紗、包芯紗和竹節紗的原理方法結合,順利紡制出有色滌綸/萊麻/圣麻/棉纖維混紡段彩彈力彩點竹節紗。段彩彈力彩點竹節紗屬于一種新型花式紗線,該產品將有色滌綸、萊麻纖維、圣麻纖維和棉纖維這4種不同性能的纖維混合在一起,取長補短,充分發揮出有色滌綸、萊麻纖維、圣麻纖維和棉纖維獨特的優良性能。該竹節紗產品可廣泛用于加工高檔服裝面料。