淺談電泳氣室問題的解決思路
2019-05-23 09:38:54楊運濤宋玉杰梁愛利
上海涂料 2019年2期
楊運濤,宋玉杰,梁愛利,趙 哲
(長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心,河北保定 071000)
0 引言
在汽車防腐體系中,車身內腔部位沒有面漆,全靠電泳底漆或涂裝完成后內腔注蠟來防止車身內腔的腐蝕。因此汽車車身內腔部位電泳漆膜質量的好壞直接影響到車身內腔的防腐年限與防腐效果。如果在工廠設計、車身結構設計、電泳工裝設計及電泳工藝的選擇等方面考慮不周,就會出現車身內腔電泳漆膜不完整的情況,造成該部位防腐性差,防腐時間短,特別是在環境潮濕、鹽分含量高的沿海等地區,汽車更容易發生銹蝕,出現流黃水等現象。因此改善汽車內腔區域電泳漆膜質量至關重要。
本研究從工廠設計、車身設計、工裝設計、工藝參數調整等方面分析如何改善汽車內腔電泳漆膜質量的問題,并結合某新車型調試過程中對電泳氣室問題的解決方法進行詳細闡述。
1 氣室問題形成機理分析
1.1 車身入槽時產生
為了滿足汽車防腐密封及日常行車需求,汽車車身結構非常復雜,尤其是內腔結構,包含很多易出現氣室的結構,這些結構主要分布在汽車的發動機罩、頂蓋及其加強梁、后背門、地板等部位,在電泳入槽時,這些結構受電泳輸送設備的限制,會攜帶部分空氣進入槽液,帶入的氣體無法及時排出,就會在內腔聚集,使電泳漆與車身無法緊密接觸,形成氣室,最終導致該部位無電泳漆,防腐能力變弱。
1.2 電泳過程中產生
電泳過程是一個非常復雜的電化學反應,包括電解、電泳、電沉積、電滲4個不同的過程。在電解過程中,當電流通過電解質水溶液時,水便發生電解反應,在陰極放出氫氣,在陽極放出氧氣。
(1) 被涂物(陰極)面的反應

(水溶性) (水不溶性,析出)
(2) 陽極面的反應

當陰極通直流電后,陰極(被涂物)表面的pH上升,使樹脂凝聚。形成的氣體通過槽內循環系統的攪拌及時地離開車身,但是在結構較為復雜的部位,如發動機罩內腔、大頂及加強梁、后背門內腔、地板等死角部位,就容易出現氣泡的凝聚,匯集在內腔的最高位置,形成氣室,導致無法電泳上漆,嚴重影響車身的防腐性能。
2 解決措施
根據氣室問題的形成機理,明確了解決問題的方向,分別從以下幾個方面著手進行分析解決。
2.1 工廠設計
2.1.1 電泳線體輸送設備的選擇
汽車電泳涂裝是車身全浸沒在電泳槽液中進行的,改變車體的輸送方式和在槽液中的姿態,使車體表面100%都能泳上電泳漆,一直是研究的課題。電泳常見的車體輸送方式有垂直鏈輸送機、積放式懸掛輸送機、擺桿輸送機等,這些輸送方式存在的主要問題是車體空腔上面的空氣在全浸時排不盡,形成氣室。通常,采用一般的懸掛式輸送鏈場合,電泳涂裝面積在90%以上;擺桿輸送(45°進出槽)的入槽方式雖較一般懸掛式輸送方式電泳涂裝面積有所提高,但受車身結構限制,仍存在未涂裝面。目前改善氣室問題較好的輸送裝置為Ro Dip輸送方式。
Ro Dip-Technology,即全旋反向浸漬輸送技術。全旋是指車身可以360°自由旋轉,反向浸漬是指車身入槽時旋轉180°后底部向上,尾部向前反向前進,如圖1所示,Ro Dip輸送系統是先將車身鎖緊在滑橇上,再將滑撬鎖緊在一根可以360°旋轉的軸上。這根軸的一邊有一連續杠桿導輥系統,其導向輪所處的位置決定了車身旋轉的角度。當車身移動到浸槽口時,導向輪讓軸旋轉90°,車身頭部迅速垂直向下,當主軸再向前移動,車身再逐步旋轉90°變成底向上,尾向前反向繼續前進,在達到工藝要求的時間后,開始出槽,這時車身在杠桿導輥系統的作用下連續旋轉180°變為正常方向前進。Ro Dip的特殊結構形成了其鮮明的特點:車身可以在浸槽中360°任意旋轉。車身可根據工藝要求,于任何時候處于任何角度,并可以在浸槽中不停地擺動,使空腔內的槽液得到充分的流動,從而提高內腔的涂裝質量,有效解決電泳氣室問題。

圖1 Ro dip輸送過程示意圖Figure 1 Schematic diagram of Ro dip transport process
2.1.2 槽液循環裝置調整
電泳涂裝循環系統主要由底部循環與層流循環構成,主要作用如下:
(1) 使電泳涂料均勻分散。
由于電泳涂料被稀釋成了低固體成分(約20%)的液體,因此,使用水泵進行均勻地攪拌(4~6次/h),可以使涂料中的顏料均勻分散并防止沉淀。
(2) 去除反應氣體。
在形成涂膜的時候,車身表面會生成反應氣體,如果這種氣體殘留在涂膜中的話,就會使涂膜產生缺陷。為了去除反應氣體,有必要給予車身表面適當流速的循環。
(3) 防止車身表面溫度上升。
在形成涂膜的時候,車身表面會產生反應熱,由于涂膜電阻值隨溫度上升而降低使直流電流增大,因此,冷卻不良的局部就會形成較厚的涂膜。
(4) 迅速去除形成涂膜缺陷的雜質。
在焊接工序產生的金屬粉塵等雜質會隨著入槽的車身一起進入電泳槽,這些雜質將會附著在車身上或者進入電泳涂膜內,從而使涂膜產生缺陷,發生涂膜缺陷的部位會在下一道工序中被打磨處理。
常見的電泳循環方式為順向循環,如圖2所示。主要特點為車身行進方向與電泳漆流動方向一致,在出槽一側設置副槽,在主槽和副槽之間設溢流堰,用于調整主槽的液面高度,防止氣泡聚集,帶電出槽過程中附著在車身上形成品質問題,并通過設置側面噴淋、底部噴淋來保證電泳漆的流動,其中,噴嘴的角度調整尤為重要,具體設置如下:
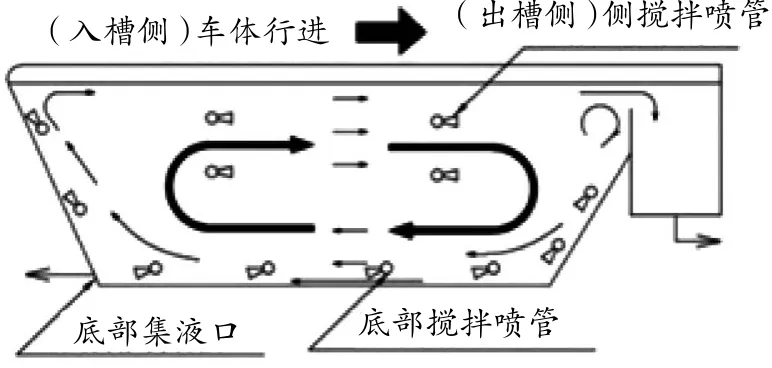
圖2 電泳循環示意圖Figure 2 Schematic diagram of electrophoresis cycle
(1) 表面流的形成需要使用扁平噴嘴,設置于液面下100~150 mm,方向傾斜指向電泳副槽,與電泳槽軸線成20°~30°角,布置長度為主槽長度的1/3,噴嘴間距200 mm,防止槽液循環不良產生沉淀,見圖2。
(2) 將電泳槽內高壓段部位的側面層流管加長,其中最下方的噴嘴沖向車身車門部位,與車體行進方向呈45°角,將層流流量開至最大,及時排除電泳過程中形成的氣泡;
(3) 底部層流管上接近車身的2~3個噴嘴角度設置為豎直方向,尤其是在入槽處,將車身底部凹腔中聚集的氣體及時排除。
2.2 車身設計
汽車車身結構是導致氣室問題最直接、最根本的因素,因此在車身設計開發的SE階段對車身排氣結構的合理性進行分析十分必要。車身電泳的工藝分析需結合新車型即將投產的生產線,對車身內部的結構進行工藝分析,根據生產線的狀況、電泳輸送設備及工藝參數等綜合分析是否需要在車身內腔“空氣袋”部位最高位置增開電泳排氣孔,以保證在車身入槽或電泳過程中產生的氣體及時排出。目前較為主流的電泳氣室分析方法為專業軟件的模擬仿真分析,通過專業分析軟件模擬車身電泳過程中的實際狀態,確定氣室問題的發生部位及嚴重程度,從而通過調整相應部位的型面或通過在合適位置增開排氣孔等方法對問題進行規避,避免由于車身結構復雜,SE工程人員分析不到位的問題。
以某車型機蓋內鎖環連接板氣室問題為例進行說明:
問題描述:某車型機蓋鎖環連接板電泳后發現,中間加強筋附近無電泳漆,存在氣室問題,后期使用中存在銹蝕隱患,如圖3所示。
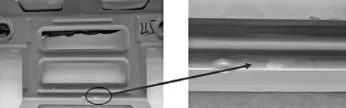
圖3 鎖環連接板氣室Figure 3 Air chamber on connecting plate of the lock ring
原因分析:
發動機罩在輔具安裝位置下隨車電泳時,其內腔部位與電泳漆的相對流速幾乎為零,鎖環連接板氣室部位最高點無排氣孔,導致電泳過程中產生的氣體無法及時排出,全部聚集在鎖環連接板頂部形成氣室,造成鎖環連接板上部無電泳漆。經分析,發動機罩鎖環連接板氣室面積大小約為20 cm2,如圖4所示。

圖4 氣室部位Figure 4 Air chamber part
問題對策:
更改發動機罩鎖環連接板結構中加強筋的位置,由原先的中間1個加強筋更改為左右兩側各1個加強筋,在氣室部位最高點位置開排氣孔,結構更改后,氣室問題得以解決,如圖5所示。

圖5 結構更改前后對比Figure 5 Structure comparison before and after change
2.3 輔具設計
汽車涂裝輔具是車身電泳過程中用于在涂裝批量生產中對車體(前門、后門、后背門及行李箱蓋、油箱門、機蓋及隨車小件)進行夾持或定位,以達到一定工藝要求的特制的輔助性裝置。輔具結構的設計應與車身結構設計同步開展,結合產品結構確定開閉件(尤其是后背門)在電泳過程中的開啟角度及支撐位置,輔具限位后的開閉件開度,在產品結構無法調整的情況下,確保能最大限度地減少氣室問題。以某新車型后背門開發過程中出現的問題為例進行說明。
問題描述:某新車型后背門在生產線體通用輔具狀態下,后背門外板內表面存在較大面積(380 cm2)的氣室問題,如圖6所示。
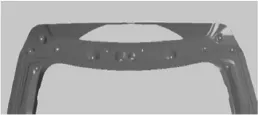
圖6 后背門外板氣室Figure 6 Air chamber on the back door plate
原因分析:受后背門導流板結構影響,后背門外板為外露面,無法在最高位置增開排氣孔,電泳過程中產生的氣體在后背門外板內表面聚集,使電泳漆無法與車門內表面接觸而產生氣室問題。
解決措施:重新開發后背門電泳輔具,車身在電泳過程中,增大后背門的開啟角度,如圖7所示,使后背門外板內表面在電泳過程中形成的氣體向后轉移,通過后部的排氣孔排出,避免了氣室問題的發生。排氣過程如圖8所示。
圖7 后背門開啟角度對比Figure 7 Back door opening angle comparison

圖8 后背門排氣過程示意圖Figure 8 Schematic diagram of back door exhast process
3 結語
從電泳線體輸送設備選擇、層流狀態調整、車身結構設計、電泳輔具設計等方面綜合分析了汽車車身氣室的改善問題,從而提高汽車車身內腔的防腐性能,指出應根據車身氣室的具體位置,制定不同的解決對策。