淺談緊湊型水性3-wet工藝及材料應(yīng)用
2019-05-23 09:38:54朱晨沖東風(fēng)柳州汽車有限公司廣西柳州545005
上海涂料 2019年2期
關(guān)鍵詞:工藝
羅 秋,朱晨沖 (東風(fēng)柳州汽車有限公司,廣西柳州 545005)
0 引言
目前國內(nèi)乘用車市場競爭激烈,為進(jìn)一步降低車身涂裝運(yùn)行成本、能耗及人力成本、節(jié)省一次投資、壓縮工藝流程、提高生產(chǎn)效率,同時滿足國家和地方日益嚴(yán)苛的環(huán)保及清潔生產(chǎn)法律法規(guī)要求,涂裝新工藝、新材料的發(fā)展方向?qū)⒈兄|(zhì)量優(yōu)先、綠色環(huán)保、節(jié)能降耗、低成本、技術(shù)先進(jìn)的原則。中面涂緊湊型水性3-wet工藝在簡化標(biāo)準(zhǔn)工藝程序、減少設(shè)備投資、涂料耗量、低污染、低能耗與高產(chǎn)出等方面具備顯著優(yōu)勢,但此工藝也存在一些問題,如對電泳漆膜要求較高、桔皮S值偏大等,本研究分析了緊湊型水性3-wet工藝的技術(shù)難點(diǎn),提前預(yù)判存在的問題并加以解決。
1 中面涂緊湊型水性3-wet工藝簡介
中面涂緊湊型3-wet工藝采用水性中涂、水性色漆與溶劑型清漆三涂層“濕碰濕”噴涂工藝,實(shí)現(xiàn)了僅通過一次烘烤即可得到完整的車身涂膜,噴涂過程中的烘干工序被最大化減少,達(dá)到節(jié)能降耗的目標(biāo)。緊湊型水性3-wet工藝(圖1)較標(biāo)準(zhǔn)水性3C2B工藝流程(圖2)短,取消中涂烘干、中涂打磨兩個工序,大大縮短了車身生產(chǎn)線,是目前國內(nèi)外推崇的汽車涂裝工藝。

圖1 緊湊型水性 3-Wet涂裝工藝流程Figure 1 Compact waterborne 3-Wet coating process

圖2 標(biāo)準(zhǔn)水性3C2B工藝流程Figure 2 Standard waterborne 3C2B coating process
2 技術(shù)難點(diǎn)及應(yīng)對措施
中面涂緊湊型水性3-wet工藝為取消中涂烘干和打磨處理工序,需要攻克以下幾個關(guān)鍵技術(shù)難點(diǎn):
技術(shù)難點(diǎn)1:水性涂膜在噴涂清漆之前需要達(dá)到足夠的濕膜固體分,盡可能地去除涂膜中的水分,避免復(fù)合涂膜出現(xiàn)起泡、針孔、失光等漆膜缺陷。
應(yīng)對措施:
(1) 降低閃干前的涂膜膜厚。由于需要保證顏色的穩(wěn)定性和可實(shí)現(xiàn)性,色漆膜厚10~15 μm不可調(diào)整,只能從中涂著手,將中涂膜厚由30~35 μm降低至18~22 μm。
(2) 提高閃干爐的除濕能力,在閃干爐新風(fēng)空調(diào)中采用轉(zhuǎn)輪除濕設(shè)備,通過冷凝和吸附這2道除濕過程,將閃干爐內(nèi)的空氣絕對含濕量降低至6 g/m3以下,使得水性漆膜在噴涂清漆前,固體分達(dá)到85%~89%,含水量足夠低。
技術(shù)難點(diǎn)2:在解決技術(shù)難點(diǎn)1的應(yīng)對措施中,需要降低中涂膜厚,造成整體膜厚降低,中面涂對底材缺陷的填充、遮蔽能力降低。底材粗糙度對外觀的影響很大,電泳粗糙度對外觀存在直接影響(表1)。

表1 電泳粗糙度值與外觀數(shù)值對照表Table 1 The comparison table of electrophoresis roughness and appearance data
應(yīng)對措施:
(1) 采用高外觀、高泳透力的電泳涂料產(chǎn)品,將車身表面粗糙度從白車身的Ra 2.5≥1.0,降低到電泳涂膜的Ra 2.5≤0.25,為中面涂提供平整的底材。
(2) 聯(lián)合品保部、焊接車間,嚴(yán)格控制沖壓和焊裝過程中使用的油品。對焊裝交付的車身表面潔凈狀態(tài)進(jìn)行嚴(yán)格把控,避免污染物流入電泳工序,降低電泳涂膜上的縮孔、顆粒等缺陷數(shù)量,減少打磨需求。
(3) 在前處理設(shè)備上設(shè)置更多的旋液分離裝置和磁棒,減少電泳涂膜上的焊渣顆粒,提高電泳外觀質(zhì)量。
(4) 電泳過濾袋濾網(wǎng)孔徑由25 μm改為10 μm。
(5) 在電泳烘干爐前增設(shè)2臺瀝水滾床,同時將電泳預(yù)烘干設(shè)置為水平直通段,減少電泳流痕缺陷發(fā)生數(shù)量,提高電泳外觀質(zhì)量。
(6) 將電泳涂膜打磨砂紙的目數(shù)由400#提高到800#,使得打磨印更加細(xì)膩,減少對外觀的影響。
(7) 采用高外觀的雙組分清漆,控制清漆的體積收縮率,涂膜熱流平能力提升。不同清漆種類對應(yīng)的外觀對比見表2。

表2 不同清漆種類對應(yīng)的外觀對比Table 2 Appearance contrast of different varnish types
(8)開發(fā)全新體系的中涂、色漆和清漆,使涂膜在流平、閃干和固化過程中速率平衡,減少涂膜收縮不均衡造成的外觀不良。
技術(shù)難點(diǎn)3:中涂膜厚降低,涂膜的抗石擊性、抗紫外線穿透性、保光保色性等物理性能和耐久性能需要得到保證。
應(yīng)對措施:
(1) 開發(fā)應(yīng)用新的中涂材料,在提供傳統(tǒng)的抗石擊功能的同時,提高抗紫外線穿透能力,保護(hù)電泳涂膜,避免發(fā)生粉化、變色等缺陷。
(2) 采用雙組分聚氨酯清漆,改善外觀的同時,提供更為優(yōu)異的抗劃傷和抗石擊能力。
技術(shù)難點(diǎn)4:水性中涂和水性色漆完全濕碰濕噴涂,需要嚴(yán)格控制涂層間的互滲,確保得到良好的外觀和顏色。
應(yīng)對措施:
(1) 開發(fā)應(yīng)用新的水性涂料體系,使中涂涂膜在噴涂色漆前,樹脂發(fā)生交聯(lián)反應(yīng),具有水浸入的不可逆性,從而控制涂層混層。
(2) 中涂涂料與色漆涂料采用同一涂料體系進(jìn)行開發(fā),使得兩個涂層間不會存在太大的滲透壓,濕碰濕噴涂后,涂層中的成分不會因?yàn)闈B透作用而發(fā)生較大的混溶現(xiàn)象。
(3) 嚴(yán)格控制色漆噴涂完畢到進(jìn)入閃干爐的工藝時間,盡快進(jìn)行強(qiáng)制閃干,減少涂層間的混溶。
3 投產(chǎn)前中面漆材料驗(yàn)證
為確保緊湊型水性3-wet工藝在投產(chǎn)后車輛質(zhì)量達(dá)標(biāo),需對中涂、面漆材料進(jìn)行系列性能驗(yàn)證,具體驗(yàn)證項(xiàng)目如表3所示,通過一系列試驗(yàn)驗(yàn)證,提前預(yù)判投產(chǎn)后存在的問題,并加以解決,以減少投產(chǎn)后造成質(zhì)量問題的風(fēng)險。
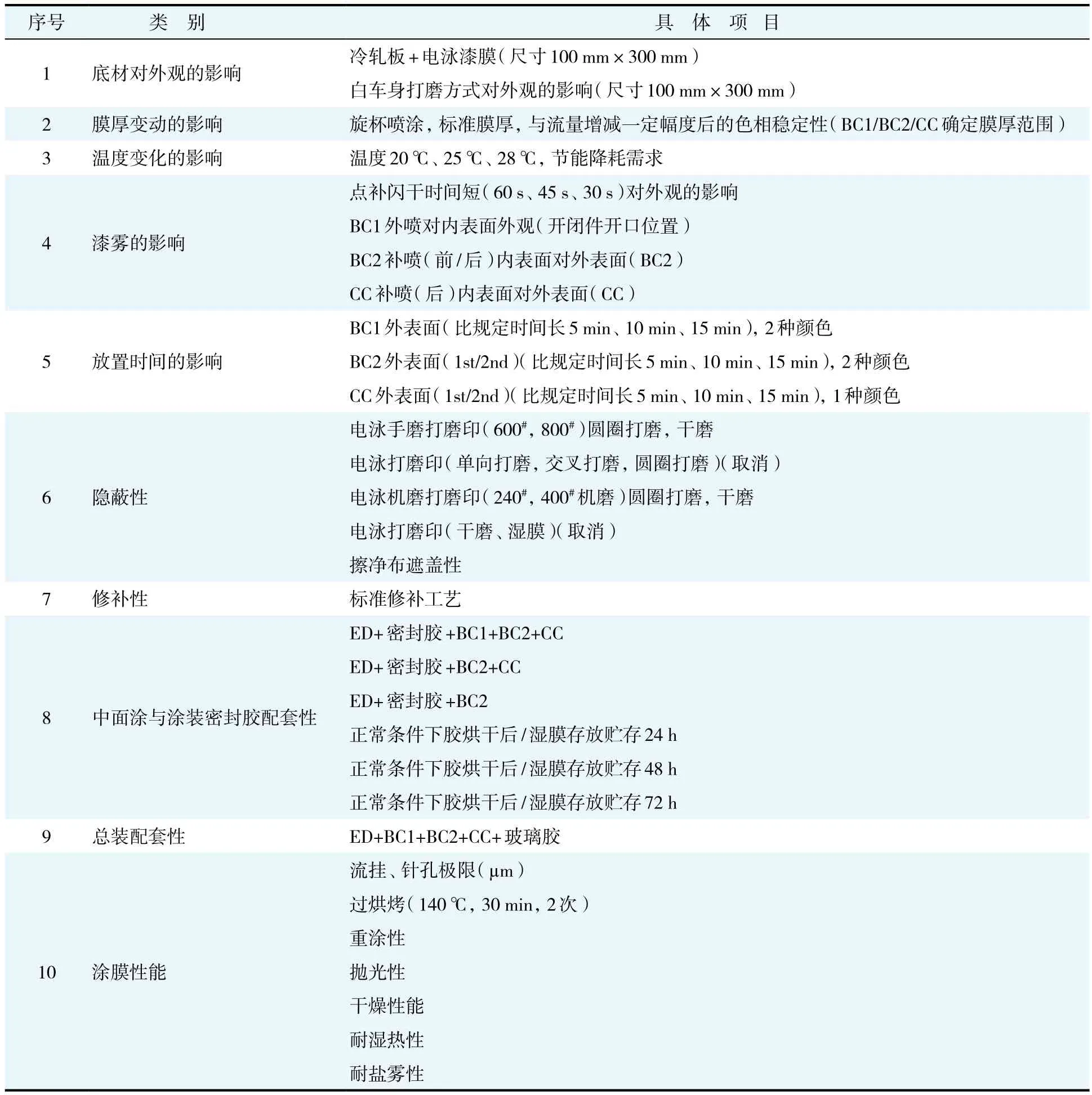
表3 緊湊型水性 3-wet工藝中涂面漆材料驗(yàn)證項(xiàng)目表Table 3 Verification project table of compact waterborne 3-wet process medium coating and topcoat material
4 應(yīng)用對比
A汽車廠緊湊型水性3-wet工藝與B汽車廠2010V工藝綜合比較見表4。
5 實(shí)際應(yīng)用情況
(1) 技 術(shù)指標(biāo)(JPH為40):緊湊型水性3-wet工藝技術(shù)指標(biāo)達(dá)成情況見表5。
(2) 精簡工藝,縮短交付時間:同等JPH的條件下,產(chǎn)品交付時間由3C2B的9.3 h縮短到3C1B的7.8 h,交付時間縮短16%;
(3) 節(jié)省人員,減少投資;
(4) 能耗、人力、材料綜合成本降低。
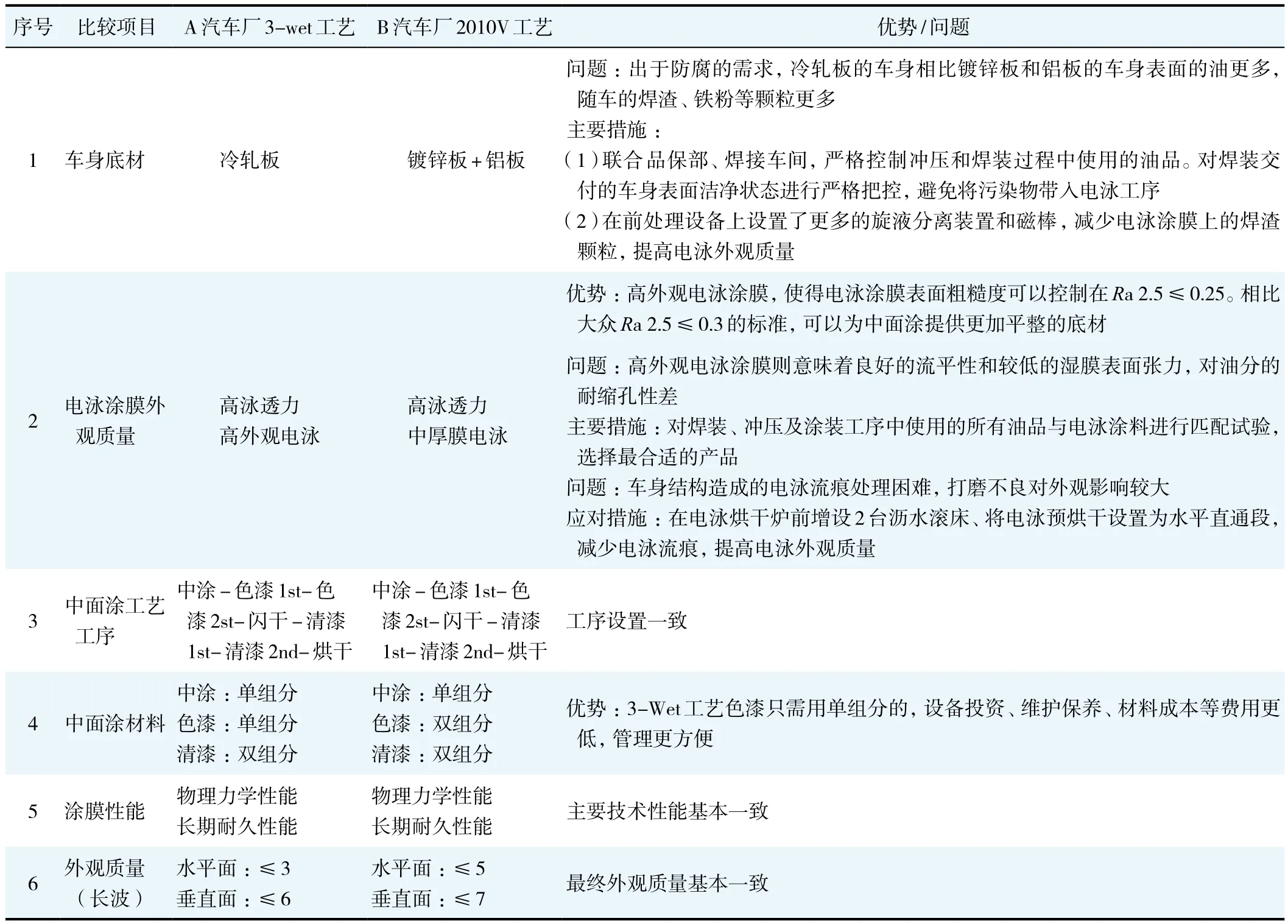
表4 A汽車廠緊湊型水性3-wet工藝與B汽車廠2010V工藝綜合比較Table 4 A comprehensive comparison between the compact waterborne 3-wet process of factory A and the 2010V process of factory B

表5 緊湊型水性 3-wet工藝技術(shù)指標(biāo)達(dá)成情況Table 5 Achievement of technical indicators for compact waterborne 3-wet process
6 結(jié)語
中面涂緊湊型水性3-wet工藝是目前涂裝中面涂工藝中的最新工藝,具有工位長度短,人員減少,廠房面積減小的優(yōu)點(diǎn)。某汽車企業(yè)在建商用車涂裝線項(xiàng)目中采用了緊湊型水性3-wet工藝并參照乘用車的方式進(jìn)行材料選型和設(shè)備選型。目前該商用車涂裝線已到SOP(Start of production,小批量生產(chǎn))階段。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52